Материал: 4826
26
положительной (при γ ˂ φтр). В первом случае по мере роста h сила Q1 уменьшается и может перейти в затягивающую силу (рис. 9.3,а). Во втором – остается постоянной (рис. 9.3,б). В третьем – растет (рис. 9.3,в).
Деление силы Q на составляющие (на графиках это сделано пунктирными линиями) тоже лишь предположительное, еще не подтвержденное экспериментально. Тем не менее, в теории резания считается, что толщина стружки оказывает влияние лишь на силы по передней поверхности Рn, Qn и почти не изменяет силы Рл, Qл, Рз, Qз по лезвию и задней поверхности резца.
Влияние углов встречи, скоса и наклона на силы резания. Опытным путем установлено, что наименьшая сила резания возникает при поперечном резании, несколько большая – при резании вдоль волокон, и самая большая – при торцовом резании. Для средних условий резания можно считать, что силы резания при главных видах резания относятся друг к другу как 1:2:6, то есть: Р : Рǁ: Р = 1:2:6
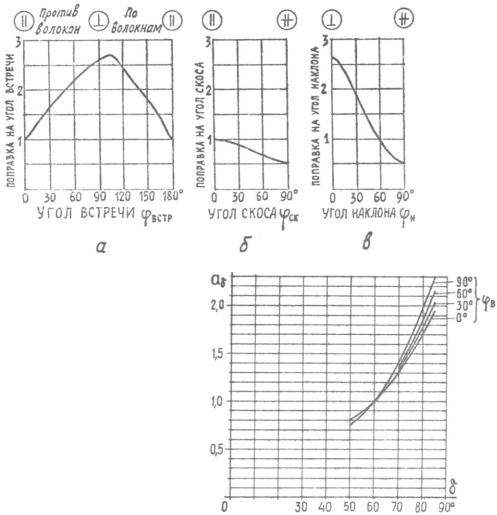
Из переходных форм резания наиболее изученным является процесс продольно-торцового резания. График зависимости поправки ᾳ на угол встречи в (рис. 9.4,а) имеет несимметричную форму с максимумом прив≈115°, что объясняется различиями процесса стружкообразования при резании по волокнам и против волокон. Сила резания при продольнопоперечном резании, а следовательно и поправка ᾳск на угол скоса cк, плавно уменьшается по мере перехода от продольного резания к поперечному
(рис. 9.4,б).
Рис. 9.4. Поправки на углы встречи, скоса и наклона
Переход от поперечного резания к торцовому влечет за собой увеличение касательной силы резания примерно в 6 раз
(рис. 9.4,в).
От величины угла резания зависят силы Рn и Qn по передней
Рис. 9.5. Поправка а на угол резания
27
грани. С увеличением угла резания σ как касательная, так и нормальная силы растут, потому растут и общие силы Р и Q. Наибольшая интенсивность роста касательной силы наблюдается при торцовом резании. Влияние угла резания на касательную силу резания учитывают величиной поправки а (рис. 9.5), с помощью которой определяют во сколько раз касательная сила резания резцом с заданным углом резания больше касательной силы резцом с σ = 60°.
Нормальная сила резания Q при увеличении σ изменяется в сторону отжима, что учитывают величиной добавки m к переходному множителю m , найденному для σ = 60°.
Наиболее сильному износу при резании подвергается лезвие резца, потому радиус затупления лезвия ρ является основным показателем степени затупления резца. Увеличение ρ вызывает рост сил по лезвию и задней грани. В меньшей степени затупление резца влияет на силы передней грани резца, поэтому часто считают, что эти силы не зависят от затупления.
Влияние затупления на касательную силу резания учитывают величиной поправки a , с помощью которой определяют, во сколько раз касательная сила резания затупленным резцом больше, чем та же сила при резании острым резцом. Поправку a определяют в зависимости от величины радиуса затупления ρ, который в свою очередь находят по величине Lрез – пути, пройденным резцом в обрабатываемой древесине после его переточки. Величину Lрез легко подсчитать по формуле:
Lрез l n T 10 6 |
(9.5) |
где: Lрез – путь резания, км;
l – номинальная длина стружки, мм;
n – число стружек, срезанных одним резцом за 1 минуту, шт.;
T – время, в течение которого происходило последовательное срезание стружек, мин;
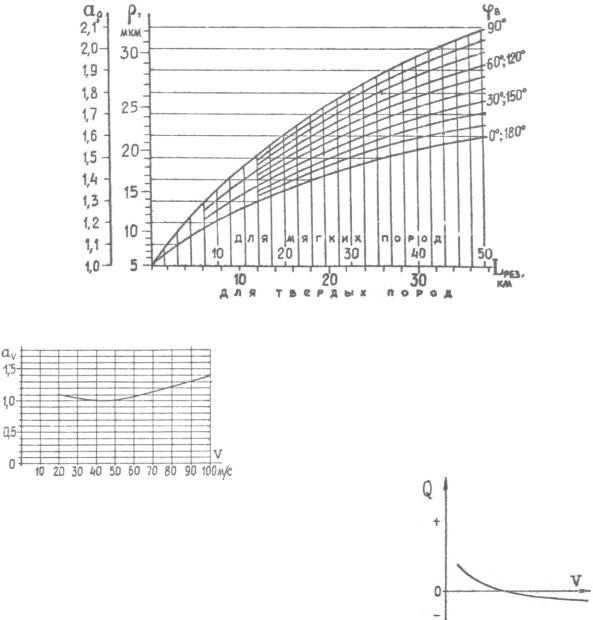
Кроме пути резания, при определении a и ρ учитывают направление резания по отношению древесных волокон и твердость обрабатываемого материала. Так, для продольно-торцового резания пользуются номограммой, приведенной на рис. 9.6.
28
Рис. 9.6. Радиус затупления и поправка на затупление
Экспериментально доказано, что касательная сила резания минимальна при скорости резания 40…50 м/с (на рис. 9.7 приведен график av), а нормальная при повышении скорости резания стремится перейти от отжима к затягиванию (рис. 9.8). Считается, что это вызвано
инерцией стружки, повышением прочностных свойств древесины, изменением условий трения стружки о резец и другими факторами.
Для решения практических задач по определению сил резания, а также для расчетов на прочность режущих инструментов и элементов станка существует несколько
различных методов расчета сил резания. Рассмотрим один из наиболее простых методов, в основу которого положен принцип вычисления силы резания через так называемую «табличную» силу. «Табличной» называют единичную касательную силу, которая действительна для строго фиксированных, так называемых «табличных» условий:
Порода древесины |
Сосна |
Влажность |
W = 10% |
Резание продольное |
φв = 0°; φс = 0° |
Резец острый |
ρ ≈ 5 мм |
Угол резания |
σ = 60◦ |
Скорость резания |
V = 40 м/с |
Касательную силу резания считают по формуле:
|
29 |
P PТ В апопр |
(9.6) |
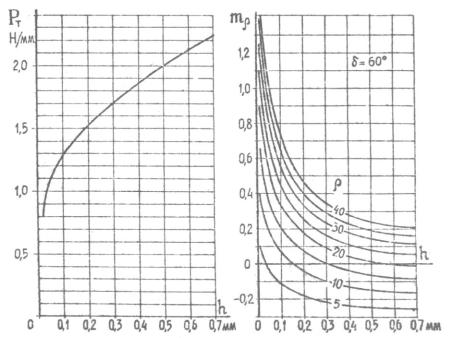
где: Р – касательная сила резания, Н; РТ – «табличная» сила резания, Н/мм; определяют в зависимости от
толщины стружки по графику (рис. 9.9); В – ширина стружки, мм;
апопр – общая поправка на условия резания, отличные от табличных; Вычисляют общую поправку на условия резания как произведение
поправок на каждое условие в отдельности:
апопр an aw a a av |
(9.7) |
где: aп – поправочный множитель на породу древесины; aw – поправочный множитель на влажность;
aт – поправочный множитель на температуру древесины;
a - поправочный множитель на угол встречи лезвия с волокнами древесины;
а – поправочный множитель на затупление лезвия; a – поправочный множитель на угол резания;
av – поправочный множитель на скорость резания
Рис. 9.9. Табличная сила |
Рис. 9.10. Переходный множитель |
Нормальную силу резания вычисляют по формуле: |
|
Q m P (m m )P |
(9.8) |
где: Q – нормальная сила резания, Н m – переходный множитель;
m – значение переходного множителя при σ=60◦ (на рис. 9.10 приведен график зависимости m от h и ρ для продольного резания);
m – добавка к переходному множителю, зависящая от угла резания
30
(табл. 9.3).
Табл. 9.3. Зависимость переходного множителя от угла резания
σ |
50 |
55 |
60 |
65 |
70 |
75 |
m |
- 0,16 |
- 0,08 |
0,00 |
+ 0,08 |
+ 0,16 |
+ 0,24 |
Разработанная в нашей стране теория резания древесины позволяет определять наилучшие режимы резания с помощью различных расчетных методов. Современные инженерные расчеты резания древесины основаны на «объемной» формуле мощности резания с участием удельной работы резания
исистемы поправочных множителей, значения которых устанавливаются экспериментально. Однако, проверенные на практике авторитетные работы по конкретным процессам резания, не отвечают соответствующим требованиям обработки прессованной древесины и натуральной древесины мягких лиственных пород. По данным упомянутых работ, различие между величинами того или иного поправочного множителя составляет от 10 до 30%, что на практике приводит к неоправданным энергозатратам, перерасходу сырья, снижению производительности технологического оборудования по раскрою древесины и ухудшению качества выпускаемой продукции.
Методика расчета силовых и мощностных параметров процесса резания древесины и назначение режима работы дереворежущих станков отвечают соответствующим требованиям обработки как натуральной, так и прессованной древесины. Расчетные формулы и методики обеспечивают простоту составления алгоритма, возможность использования ЭВМ и содержат минимум табличного материала. Для случаев деления натуральной
ипрессованной древесины авторами разработаны аналитические методы расчета скорости подачи и мощности привода. В предлагаемой методике практически исключен объемный табличный материал, который представлен в виде расчетных подсистем. На основе анализа представленных источников в ВГЛТА созданы алгоритмы расчета различных режимов резания, позволяющие получать оптимальные режимы резания древесины, и составлены программы для их реализации.
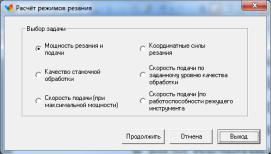
Программа автоматизированного расчета режимов резания реализована в среде MS Visual Basic. Она предназначена для работы в операционной системе Windows*. Программа имеет модульную структуру, которая приведена на рис. 9.11. Каждый модуль автономен, и пользователь сам выбирает
необходимый для вычисления режим (рис. 9.12).