Материал: 4826
6
Практическая работа № 1 Исследование влияния технологических факторов
на точность работы станка
Цель работы: Ознакомиться со способами проверки дереворежущих станков на точность их работы по обработанным деталям. Сопоставить данные, полученные при проверке станка на точность обработки, с установленными нормами точности по ГОСТ 6449. Определить поле рассеивания размеров и установить возможности получения взаимозаменяемых деталей и сборочных единиц при обработке на данном станке согласно ГОСТ 6449 – 76. Исследовать влияние различных факторов на силу резания и точность работы станка.
Теоретические положения и указания к выполнению
Как известно, точность работы станка определяется возможным полем рассеивания размеров (математическим ожиданием поля рассеивания), не зависит от точности (погрешности) настройки станка, так как величина поля рассеивания является точностной характеристикой данного станка при принятых условиях работы). Точность, или погрешность, работы станка (линии) определяется полем рассеивания значений размеров деталей, обработанных на станке при данном его состоянии и настройке. На точность работы станка оказывает влияние целый ряд погрешностей. Они подразделяются на две группы: систематические и случайные.
Систематическая погрешность изготовления детали - это погрешность, которая при одних и тех же условиях принимает одно и то же значение по модулю и знаку. Систематические погрешности подразделяются на постоянные (погрешность, принимающая одно и то же значение по модулю и знаку) и переменные (погрешность, изменяющаяся по модулю и знаку).
Например: постоянная систематическая погрешность в основной кинематической схеме станка – непараллельность направляющих, неправильная установка ножей. Износ и затупление режущего инструмента, износ приспособлений и т.д. – переменная систематическая погрешность.
Случайная погрешность – это погрешность, которая при одних тех же условиях принимает различные значения по модулю и знаку. Эти погрешности могут быть вызваны ошибками базирования деталей и сборочных единиц, ошибками измерения, нестабильностью режимов обработки и т.д.
Суммирование погрешностей необходимо производить с учетом следующих правил:
Систематические погрешности складываются алгебраически;
Систематическая погрешность со случайной складывается арифметически; Случайные погрешности складываются по правилу квадратного корня:

|
|
|
|
|
|
|
|
|
7 |
|
|
|
|
|
|
|
|
|
|
|
(K )2 |
(K |
2 |
|
)2 ... (K |
n |
|
)2 |
(7.1) |
|
1 1 |
|
2 |
|
n |
|
|
где: ∆ - суммарная погрешность; ∆1, ∆2, ∆3 - составляющие погрешности;
К1, К2, К3 - коэффициенты, зависящие от вида кривых распределения составляющих погрешностей.
Если погрешности подчиняются одному и тому же закону распределения, то К1 = К2 = К3 =…= Кn = К и суммарную погрешность определяют по формуле:
K |
2 |
2 |
2 |
... n2 |
(7.2) |
|
1 |
2 |
3 |
|
|
В большинстве случаев погрешности носят случайный характер. Распределение составляющих погрешностей подчиняется закону нормального распределения, т.е. закону Гаусса (К = 1), который математически может быть выражен формулой:
|
|
1 |
|
|
l |
x |
|
|
Y |
|
|
|
2 |
2 |
(7.3) |
||
|
|
|
|
|
||||
|
|
2 |
|
|
||||
|
|
|
|
|
|
|
где: Y – частота (вероятность) появления погрешности в зависимости от величины х погрешностей;
х– погрешность размера, отсчитываемая от центра группирования, т.е от среднего x размера;
σ – средняя квадратическая погрешность (характеристика кривой) Определение погрешностей можно производить двумя методами:
расчетно-аналитическим и статистическим. По расчетно-аналитическому методу определяют отдельные составляющие погрешности с учетом факторов, вызывающих их появление. Затем эти погрешности складывают, руководствуясь изложенными правилами и получают суммарную погрешность. По статистическому методу проводят наблюдения и замеры деталей, а затем делают выводы на основе обработки и анализа полученного цифрового материала.
Порядок выполнения работы.
1.Произвести измерение деталей (не менее 50 штук) после обработки и составить таблицу замеров.
2.Полученные детали сгруппировать по интервалам.
3.Составить расчетную карту
4.Определить статистические характеристики распределения размеров.
5.Вычислить возможные предельные значения размера и установить допуск на данный размер.
6.Построить полигон и теоретическую кривую распределения
7.Определить в процентном отношении количество годных деталей или сборочных единиц и количество возможного брака исправимого и неисправимого.
8.Зная класс точности обработки по ГОСТ 6449 – 75, найти класс точности станка.
8
Из полученных замеров определить наибольший и наименьший размеры детали. Например, dmax = 10,45 мм и dmin = 10,05 мм. Разность между максимальными и минимальными размерами разбивается на 8…12 интервалов. Поле интервала (или рассеивания) определяется по формуле:
|
a |
10,55 10.,05 |
0,04 , мм |
|
|
|
|
|
(7.3) |
||||
|
|
|
|
|
|
|
|
||||||
|
9 |
9 |
|
|
|
|
|
|
|
|
|
|
|
|
Табл. 7.1 – Результаты вычислений полученных данных |
|
|
||||||||||
группы |
Границы |
|
Середина |
Частота |
|
xi ni |
xi - x |
|
(xi x)2 |
(xi x)2 ni |
|
||
интервалов |
|
интервала |
ni |
|
% |
||||||||
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
||
№ |
(от – до), мм |
|
хi, мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
29,98 – 30,02 |
|
30,00 |
1 |
|
1 |
30,00 |
- 0,20 |
0,04 |
0,0400 |
|
||
2 |
30,03 – 30,07 |
|
30,05 |
2 |
|
2 |
60,10 |
- 0,15 |
0,0225 |
0,0450 |
|
||
3 |
30,08 – 30,12 |
|
30,10 |
9 |
|
9 |
270,90 |
- 0,1 |
0,01 |
0,0900 |
|
||
4 |
30,13 – 30,17 |
|
30,15 |
21 |
|
21 |
635,15 |
- 0,05 |
0.0025 |
0,0525 |
|
||
5 |
30,18 – 30,22 |
|
30,20 |
30 |
|
30 |
906,00 |
0,0 |
0,00 |
0,0000 |
|
||
6 |
30,33 – 30,27 |
|
30,25 |
20 |
|
20 |
605,00 |
0,05 |
0,0025 |
0,0500 |
|
||
7 |
30,28 – 30,32 |
|
30,30 |
12 |
|
12 |
363,00 |
0,10 |
0,01 |
0,1200 |
|
||
8 |
30.33 – 30,37 |
|
30,35 |
4 |
|
4 |
121,40 |
0,15 |
0,0225 |
0.0900 |
|
||
9 |
30,38 – 30,42 |
|
30,40 |
1 |
|
1 |
30.40 |
0,20 |
0,04 |
0,0400 |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
n = Σni = 100 |
|
|
|
|
|
|
(x |
|
)2 ni 0,4275 |
|
||
|
|
|
|
|
|
|
x |
|
|||||
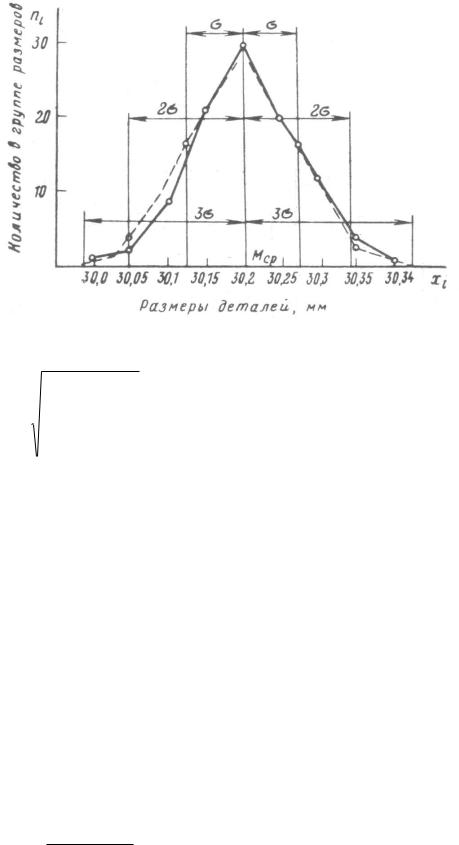
Затем строят график, по горизонтальной оси которого откладывают середины интервалов, а по вертикальной частоты (число замеров в интервале). Соединив намеченные точки прямыми линиями, получают ломаную линию – практически кривую распределения, или полигон распределения.
Рассмотрим пример по определению точности работы рейсмусового станка. На данном станке производилась обработка заготовки длиной 800 мм, шириной 100 мм при заданной номинальной толщине 30 мм. Всего обработано 120 деталей. При замере толщины деталей микрометром с точностью до 0,01 мм получили самый малый размер 29,98 мм, а самый большой – 30,28 мм. Все полученные размеры разбили на 8 групп или интервалов. Расчетный цифровой материал свели в табл. 7.1.
По данным таблицы 1 построена практическая кривая распределения погрешностей (кривая Гаусса) и установления точности работы станка, т.е. для определения теоретически возможных максимальных и минимальных размеров деталей необходимо определить центр группирования размеров или наиболее часто встречающийся размер х и среднее квадратическое отклонение σ (рис. 7.1). Центр группирования размеров определяем как средневзвешенный:
|
m |
|
|
|
xi n |
|
|
x |
i 1 |
(7.4) |
|
m |
|||
|
|
||
|
ni |
|
i 1
9
Рис. 7.1. Теоретическая и практическая кривые распределения размеров партии деталей
Среднеквадратическое отклонение:
|
m |
|
|
|
|
(xi |
x)2 ni |
(7.5) |
|
i 1 |
|
|
||
|
|
|
|
|
|
|
m |
|
|
|
ni |
|
||
|
i 1 |
|
||
где m - количество интервалов; |
|
|||
xi - среднее значение интервала;
ni - частота (число размеров деталей находящихся в данном интервале) Зная х и σ можно определить возможное рассеивание, которое по закону
нормального распределения равно ±3σ, и действительные размеры,
находящиеся |
в пределах |
от x 3 |
до x 3 . Максимальная погрешность |
||
работы станка ∆ = 6σ. |
|
|
|
||
Построение теоретической кривой распределения. |
|||||
Для построения теоретической кривой на оси абсцисс откладываем |
|||||
значение x |
= |
30,2 |
мм |
ординату, |
соответствующую х, определяют по |
формуле: |
|
|
|
|
|
Y |
|
0,4 Kn |
, мм |
|
(7.6) |
|
|
||||
max |
|
|
|
|
|
|
|
|
|
|
|
где К – интервал ряда, в нашем случае равен 0,05 мм; n – сумма всех частот, n = Σm = 100;
σ – среднеквадратичное отклонение, σ = 0,072 мм В приведенном примере:
0,4 0,05 100
Y 27,8
max |
0,072 |
|

10
Табл. 7.2. Зависимость долей σ от z
Доля σ |
z |
Доля σ |
z |
Доля σ |
z |
|
|
|
|
|
|
0,1 |
0,995 |
1,1 |
0,546 |
2,1 |
0,110 |
0,2 |
0,980 |
1,2 |
0,487 |
2,2 |
0,089 |
0,3 |
0,956 |
1,3 |
0,430 |
2,3 |
0,071 |
0,4 |
0,923 |
1,4 |
0,375 |
2,4 |
0,056 |
0,5 |
0,883 |
1,5 |
0,325 |
2,5 |
0.044 |
0,6 |
0,735 |
1,6 |
0,277 |
2,6 |
0,034 |
0,7 |
0,783 |
1,7 |
0,236 |
2,7 |
0,026 |
0,8 |
0,726 |
1,8 |
0,198 |
2,8 |
0,020 |
0,9 |
0,667 |
1,9 |
0,164 |
2,9 |
0,015 |
1,0 |
0,607 |
2,0 |
0,135 |
3,0 |
0,011 |
Табл. 7.3. Зависимость ординат Y от долей σ
|
Значение ординат Y в зависимости от долей σ |
|
||
Доля σ |
|
z |
Y z Ymax |
|
|
|
|
|
|
0,5 |
|
0,883 |
Y=0,883•27,8=24,6 |
|
1,0 |
|
0,607 |
Y=0,607•27,8=16,9 |
|
1,5 |
|
0,325 |
Y=0,325•27,8=9,0 |
|
2,0 |
|
0,135 |
Y=0,135•27,8=3,75 |
|
2,5 |
|
0,044 |
Y=0,044•27,8=1,24 |
|
3,0 |
|
0,011 |
Y=0,011•27,8=0,306 |
|
Другие ординаты определяем в зависимости от долей по формуле: |
||||
Y z Ymax , |
|
|
(7.7) |
|
где: z – зависит от долей σ, т.е. для каждой доли z имеет свое значение, которое указано в табл. 7.2.
Расчеты по определению ординат для рассматриваемого примера сведены в табл. 7.3. Доли σ и соответствующие им значения ординат откладываем вправо и влево от x . Соединив точки, получим кривую Гаусса.
Класс точности обработки определяется в соответствии со значениями показателей точности σ или ∆ = 6σ путем сопоставления величин ∆ с допуском для данного размера по ГОСТ 6449–53. Класс точности обработки можно определить также по табл. 7.4.
Значение с является функцией от σ и d и выражается формулой
c |
|
125 |
|
, |
|
|
(7.8) |
||
|
|
|
|
|
|
||||
3 |
|
d 20 |
|
|
|
|
|
||
где: d – номинальный размер детали, мм |
|
|
|||||||
Табл. 7.4. Таблица для определения класса точности обработки |
|||||||||
Класс точности |
|
|
Значение с |
|
Класс точности |
Значение с |
|||
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
1 |
|
3а |
6 |
|
2 |
|
|
|
|
2 |
|
4 |
8 |
|
2а |
|
|
|
3 |
|
4а |
12 |
||
3 |
|
|
|
|
4 |
|
5 |
18 |
|