Материал: 4826
11
Дается заключение о классе точности станка и его пригодности к эксплуатации. Установление класса точности станка производится в зависимости от класса точности его работы согласно табл. 7.5
Табл. 7.5. Зависимость класса точности обработки от точности станка
Класс точности обработки |
1; 2 |
3 |
4; 5 |
|
|
|
|
Класс точности станка |
П |
С |
Н |
|
|
|
|
П р и м е ч а н и е : Н – класс станка низкой точности, обеспечивающий обработку по 4…5 классу точности; С – класс станка средней точности; П – класс станка повышенной точности.
На основании сравнения нормативных данных и фактических показателей разнотолщинности деталей следует дать заключение о пригодности станка к работе.
Для повышения точности станка необходимо уменьшать погрешности: постоянной погрешности станка, переменной и случайной в момент i. Переменные погрешности возникают вследствие износа режущего инструмента, размерной расстройки станка, тепловых деформаций станка и инструмента. Случайные погрешности возникают от нестабильности многих факторов. Основная часть случайной погрешности проявляется через упругие перемещения в технологической системе станка вследствие переменности технологических сил. Оказывает на нее влияние и изменение силы замыкания заготовки при ее базировании. Для вскрытия и устранения причин, ведущих к росту погрешностей переменных и случайных, проводят исследование изменения этих погрешностей за время обработки партии.
Анализ погрешностей обработки партии деталей проводят посредством больших и малых (мгновенных) выборок. Анализ технологической точности станка методом мгновенных выборок проводят так: обрабатываемую партию делят на К отрезков по времени и по количеству обработанных деталей; затем в начале или в конце каждого отрезка отбирают пробы по n (n=5…10) деталей. Общее количество отобранных деталей ń = n•K. Значение ń зависит от величины всей партии Т и от допустимой вероятности q΄ признания годными дефектных деталей в контролируемой партии. По данным Колмогорова:
|
|
n |
|
|
1 |
|
|
|
|
|
|
|
W |
|
|
|
|
||
|
|
|
|
|
|
|
|
||
1 |
e |
|
, |
(7.9) |
|||||
n |
|
|
|||||||
|
|
|
|
|
|
|
36,7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
100q |
|||
При N≥4 можно принять n |
|||||||||
Для контроля можно отобрать детали с первыми или последними номерами из каждой полусотни, например: 1, 2, 3,4, 5, 56, 57, 58, 59, 60, 101, 102, 103, 104, 105 и т.д. Каждую мгновенную выборку обрабатывают, определяя значение среднего арифметического ẍj и мгновенного среднеквадратического отклонения σj мгн:
|
|
1 |
n |
|
|
|
x j |
|
xi (i 1,2..., n) |
j (1,2,..., K ) |
(7.10) |
||
|
||||||
|
|
n i 1 |
|
|
||

|
|
|
|
|
12 |
|
jммг |
|
Rj |
x j max |
x j min ( j 1,2,..., K ) |
(7.11) |
|
dn |
||||||
|
|
|
|
|
где: xj max, xj min – максимальное и минимальное значение размера в пробе; dn – коэффициент пробы принимают по табл. 7.6.
Табл. 7.6. Таблица выбора коэффициента пробы
Объем мгновенной |
|
5 |
6 |
7 |
8 |
|
9 |
10 |
|
выборки n |
|
|
|
|
|
|
|
|
|
Коэффициент dn |
|
2,326 |
2,534 |
2,704 |
2,847 |
|
2,970 |
3,077 |
|
Величину ωсл.j определяют из выражения: |
|
|
|
|
|
||||
мгн. j 6 j мгн |
|
|
|
|
|
|
(7.12) |
||
Принимают ωсл.0 |
= ωсл.1, тогда ωсл.0 = 6σ1мгн ωсл.к |
= 6σк.мгн. Величину |
|||||||
мгновенного рассеяния без учета переменной составляющей за время обработки деталей можно принять:
мгн. j |
6 j мгн |
(7.13) |
||
ωмгн j = ω сл.j |
(7.14) |
|||
Для общей выборки определяют x : |
|
|||
x |
x |
, |
(7.15) |
|
|
K |
|||
|
|
|
|
|
Определяют среднее значение по всем мгновенным выборкам:
k
мгн. j
|
|
|
|
|
|
|
|
|
, |
(7.16) |
|
|
|||||
|
|
|
K |
|
|
Коэффициент смещения центра настройки станка находят из выражения:
K p.1 |
x U K 60 |
, мм/ч |
(7.17) |
|
N L |
|
|
где: U – скорость подачи заготовок, м/мин;
K– коэффициент заготовок;
L– длина заготовок, м
Изменение величины мгновенного рассеивания за время обработки партии определяется аналогичным образом. Методика определения систематической и случайной погрешностей обработки, изложенная выше, основана на предположениях:
Каждая мгновенная выборка случайна и систематическая ошибка в ней невелика;
Выборка nj имеет нормальное распределение
Проверка случайности выборок делается по методу последовательных разностей. Последовательные разности находят по выражению:
ai 1 xi xi 1 |
|
(7.18) |
|||
Несмещенную оценку С² |
подсчитывают по формуле: |
||||
|
1 |
|
n 1 |
|
|
C 2 |
|
ai2 |
(7.19) |
||
|
|
||||
2(n 1) |
|||||
|
i |
|
|||
Критерий оценки выборки τ определяют из выражения:

|
|
|
|
|
|
|
|
|
|
13 |
||
|
C 2 |
|
|
|
|
|
|
|
(7.20) |
|||
2 |
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|||
Критическое значение τ при вероятности 0,95 определяют следующим |
||||||||||||
выражением: |
|
|
|
|
|
|
|
|
|
|
|
|
д 1 |
|
|
д |
|
1,65 |
|
|
(7.21) |
||||
|
|
|
|
|
|
|
|
|||||
n 1 |
|
n |
1 |
|||||||||
|
|
|
|
|
|
|
||||||
при τ >τд выборка случайна.
Пример проверки выборки на случайность показан в табл. 7.7.
Табл. 7.7. Пример проверки выборки на случайность
|
хi |
ai 1 xi xi 1 |
ai2 1 |
x1 |
33,88 |
|
|
x2 |
39,93 |
0,05 |
0,026 |
x3 |
40,00 |
0,07 |
0,049 |
x4 |
40,10 |
0,1 |
0,010 |
x5 |
40,06 |
0,09 |
0,616 |
ai2 0,090
|
|
|
|
d 2 |
|
|
|
|
0,09 |
|
|
|
|
|
|
||||
C |
2 |
i |
|
|
|
|
|
0,012 |
(7.22) |
||||||||||
2(n 1) |
2(5 1) |
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
C 2 |
|
0,012 |
|
0,183 |
|
|
|
(7.23) |
||||||||||
|
|
|
|
|
|
|
|
|
|||||||||||
|
2 |
0,064 |
|
|
|
|
|
|
|
|
|
||||||||
л |
1 |
|
tл |
|
|
1 |
1,65 |
|
0,18 |
(7.24) |
|||||||||
|
|
|
|
|
|
|
|
|
|||||||||||
n |
1 |
5 |
|
1 |
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
Так как τ > τд - выборка случайна.
Проверка выборки n на нормальность. Наиболее простой является проверка с помощью критерия согласия А.Н. Колмогорова.
Последовательность расчета следующая:
1.Выборку n разбивают на К интервалов (К = 7…12).
2.Находят эмпирические частоты mj для каждого интервала.
3.Находят накопленные эмпирические частоты mj΄.
4.Находят функцию F΄n(x) накопленных частот эмпирического распределения по наблюдениям mj΄, функция для каждого интервала:
Fn( x) |
1 |
m j |
(7.25) |
|
|||
|
n |
|
|
5.Определяют интегральную функцию F(x) предполагаемого теоретического распределения, которая сравнивается с эмпирическим распределением:
|
1 |
|
1 |
x |
x |
|
||
F (x) |
|
F(t) |
|
F |
i |
|
|
(7.26) |
|
|
|
|
|||||
|
2 |
|
2 |
|
|
|
|
|
6.Для каждого интервала находят значение F n (x) - F (x), а затем наибольшее их отклонение друг от друга D.
7.Определяют значение λ:
|
|
|
D n |
(7.27) |
|
14
8.По найденному λ находят значение вероятности Р (λ) – критерий согласия Колмогорова.
9.Если Р (λ)>0,01, то эмпирическое распределение соответствует теоретическому – нормальному.
Контрольные вопросы
1.Какова цель размерной настройки?
2.Как определяется средний процент брака?
3.Как определить правильность настройки станка?
4.Опишите факторы, влияющие на общую настройку станка. Как проверить правильность установки установленных инструментов?
Практическая работа №2
Проектирование карт технологического процесса механической обработки брусковой детали
Цель работы: приобретение навыков использования профилометра при определении параметров шероховатости с помощью образцовых деталей; получение навыков разработки технологического процесса первичной обработки брусковой детали.
Теоретические положения и указания к выполнению
Для контроля используются образцы шероховатости (эталоны). Их применяют для контроля шероховатости поверхности деталей той же формы, породы древесины, обработанных тем же методом. Контроль осуществляют путем визуального сравнения шероховатости поверхности обработанной детали с шероховатостью поверхности образца шероховатости. Для сравнения контролируемую деталь и образец шероховатости располагают так, чтобы их поверхности были равномерно освещены рассеянным светом. Освещенность деталей должна быть не менее 150 лк. Детали и образцы шероховатости располагают между контролером и источником света. Сравнение шероховатости поверхности обеих деталей осуществляют так, чтобы угол между направлением визирования и перпендикуляром к поверхности был не менее 60 .
Образцы должны иметь шероховатость поверхности в соответствии с нормативно-технической документацией на данный вид продукции. Размеры их поверхности – 300 200 мм. Длина образов шероховатости в виде брусков
– 300 мм. Проверка шероховатости поверхности образцов шероховатости должна производиться в базовых или отраслевых лабораториях, а также на самих предприятиях по одному или нескольким параметрам по ГОСТ 701682.
Образцы шероховатости необходимо снабжать ярлыком, на котором указывают вид обработки, назначение изделия и породу древесины; значение
15
параметра шероховатости с указанием отклонений; дату утверждения и срок действия; подпись лица, утверждающего образец; подписи руководителя технического контроля и лица, проводившего измерения. Размеры ярлыка не должны превышать 100 70 мм. Срок действия образцов шероховатости устанавливает руководитель службы технического контроля. Проверку образцов шероховатости выполняют не реже 1 раза в год. На предприятии должно быть не менее двух комплектов образцов шероховатости. Первый комплект находится непосредственно на рабочем месте, второй хранится в отделе технического контроля или производственной лаборатории. Обозначение шероховатости поверхности на эскизе должно выполняться в соответствии со следующими требованиями.
В обозначении шероховатости поверхности, образованной путем удаления слоя материала (пиление, строгание, сверление, шлифование и т.п.), применяют знак ﻻ (ГОСТ 2.309 – 73).
В обозначении шероховатости поверхности, образованной без удаления слоя материала (поверхность древесностружечной и древесноволокнистой плит, древесностружечной плиты, облицованной пленками; фанеры; пластика; линолеума и т.п.) применяют знак ¥ (ГОСТ
2.309 – 73).
Шероховатость поверхностей изделий из древесины и древесных материалов, которая не обусловлена требованиями конструкции, на чертежах не обозначается. К таким относятся поверхности сверления и фрезерования под установку фурнитуры, крепежных элементов и т.п.; невидимые при эксплуатации и не соприкасающиеся с предметами в процессе эксплуатации изделий; шиповых и других (соединений, где предусматриваются конструктивные зазоры).
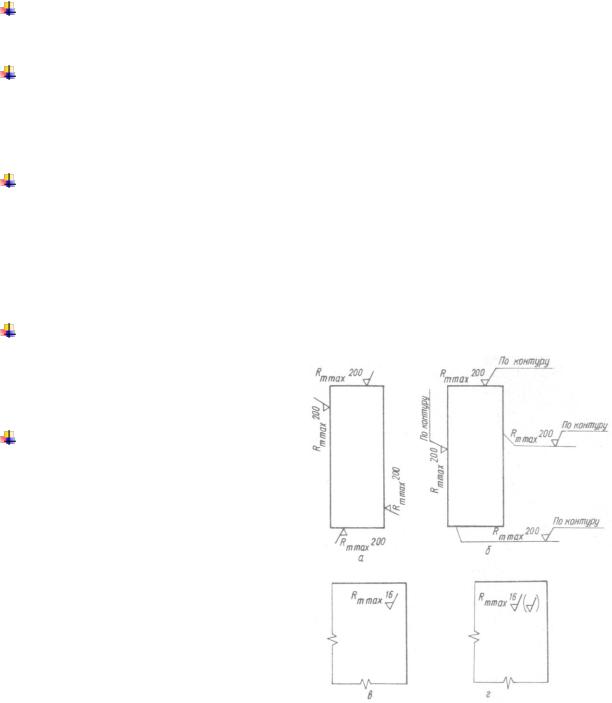
Обозначение шероховатости поверхностей на чертежах изделия можно располагать на линиях контура, выносных линиях, полках линий выносок, размерных линиях или их продолжениях.
В общем случае обозначения шероховатости, в которой не имеет полки, располагают на чертеже так, как показано на рис. 8.1,а. Обозначения шероховатости поверхности, в которой знак имеет полку (с надписями «По контуру»), располагают на чертеже так, как показано на рис. 8.1,б. При указании одинаковой шероховатости для всех поверхностей изделия на
чертеже детали обозначение ее
Рис. 8.1. Обозначение шероховатости поверхности: а – знак не имеет полки; б – знак имеет полку; в – одинаковая шероховатость поверхностей; г – шероховатость остальных поверхностей