Материал: 4826

16
помещают в правом верхнем углу чертежа и на изображении не наносят (рис. 8.1,в). При указании одинаковой шерохова-тости на чертеже детали для части поверхностей изделия в верхнем правом углу чертежа помещают обозначение одина-ковой шероховатости и услов-ное обозначение (V), остальные обозначения шероховатости наносят на изображении изделия (рис. 8.1,г).
Обозначение шероховатости поверхности повторяющихся элементов изделия (отверстий, пазов и т.п.), число которых указано на чертеже, а также обозначение шероховатости одной и той же поверхности наносят 1 раз независимо от числа изображений. Обозначение шероховатости симметрично расположенных поверхностей наносят с одной стороны.
Разработка технологического процесса является ответственной работой, требующей достаточно высокой квалификации исполнителя. Главной задачей при этом является выбор наиболее рационального варианта обработки из некоторого числа возможных. Разработка технологического процесса является работой творческой. Должны быть обеспечены стабильно высокий уровень качества выпускаемой однородной продукции, наименьшие трудо- и материалоемкость изделий, предусмотрены возможности использования автоматических средств контроля и учета в технологическом процессе.
Исходными данными при разработке технологического процесса являются чертежи изделия, его сборочных единиц и деталей; нормы точности размеров, формы, шероховатости поверхности, определяемые технологическим назначением; объем производства (единичное, серийное, массовое); типовые технологические процессы производства однородной продукции и типовые технологические режимы; каталог оборудования, выпускаемого промышленностью, и перспективного, планируемого к выпуску в ближайшие годы; технические характеристики оборудования и средств механизации и автоматизации процессов; информация о типовых инструментах, приспособлениях, средствах контроля точности; данные для расчета производительности оборудования и норм времени выполнения операций. Разработка технологического процесса осуществляется в виде заполнения бланков технологических карт. В учебном процессе используют упрощенные формы бланков технологических карт.
В условиях массового выполнения работ по проектированию технологического процесса целесообразно привлечение систем автоматического проектирования (САПР) на базе ЭВМ. Использование САПР может быть обеспечено благодаря типизации технологических процессов по выпуску однородной продукции. Это позволяет значительно сократить сроки проектирования и снижает вероятность возможных ошибок выбора наиболее рационального варианта технологического процесса.
Методические указания
17
Производится анализ размеров детали и принимается решение о кратности ее изготовления с учетом минимальных размеров обработки на предполагаемом оборудовании.
Устанавливают размеры заготовки, назначив припуски на механическую обработку для снятия погрешностей формы, размеров, шероховатости поверхности и базирования заготовок. Для деталей из пиломатериалов, склеенных по ширине из нескольких делянок, необходимо предусмотреть дополнительный припуск по толщине заготовок величиной 2 мм на обе стороны, а при склеивании по толщине – дополнительный припуск по ширине заготовки величиной 2 мм на обе стороны. Операционные припуски на торцевание с двух сторон при изготовлении отдельных деталей
следующие: |
|
Номинальная ширина, мм . . . . . . . . . . . . . . . . . . до 1500 мм |
|
Номинальная длина, мм . . . . . . . . . . . . . . . . . . . . до 1500 мм |
1500. . . 3000 |
Операционный припуск, мм. . . . . . . . . . . . . . . . . 15 |
20 |
Номинальная ширина, мм . . . . . . . . . . . . . . . . . . 2 |
150 . . . 290 |
Номинальная длина, мм . . . . . . . . . . . . . . . . . . . . до 1500 |
1500 . . . 3000 |
Операционный припуск, мм . . . . . . . . . . . . . . . . .20 |
25 |
Припуски на усушку по ширине и толщине заготовок, |
учитывающие |
изменение абсолютной влажности от 15 до 8% назначают по данным, приведенным в табл. 8.1.
Табл. 8.1. Припуски на усушку пиломатериалов и заготовок от абсолютной влажности 15% до влажности 8%, мм
Номинальные |
Ель, сосна, |
Лиственница |
Береза, дуб, |
Бук, граб, ильм, |
||
размеры, мм |
кедр, пихта |
|
клен, ясень, |
липа |
||
|
|
|
осина, тополь |
|
|
|
1 |
2 |
3 |
4 |
5 |
|
|
13 |
0,1 |
0,1 |
- |
- |
|
|
16 |
0,1 |
0,2 |
0,2 |
0,4 |
|
|
19 |
0,2 |
0,3 |
|
0,3 |
0,4 |
|
Окончание табл. 8.1 |
|
|||||
22 |
0,3 |
0,4 |
|
|
||
|
0,3 |
0,5 |
|
|||
1 |
2 |
3 |
4 |
5 |
|
|
|
|
|
|
|
|
|
25 |
0,1 |
0,2 |
0,3 |
0,5 |
|
|
28 |
0,2 |
0,2 |
0,4 |
0,6 |
|
|
32 |
0,3 |
0,4 |
0,5 |
0,7 |
|
|
35 |
- |
- |
0,5 |
0,7 |
|
|
40 |
0,4 |
0,5 |
0,6 |
0,8 |
|
|
45 |
0,4 |
0,6 |
0,6 |
1,0 |
|
|
50 |
0,4 |
0,5 |
0,7 |
1,1 |
|
|
55 |
- |
- |
0,7 |
1,1 |
|
|
56 |
0,4 |
0,5 |
- |
- |
|
|
60 |
0,4 |
0,5 |
0,9 |
1,3 |
|
|
63 |
0,4 |
0,5 |
- |
- |
|
|
65 |
- |
- |
0,9 |
1,3 |
|
|
66 |
0,5 |
0,6 |
- |
- |
|
|
70 |
0,4 |
0,6 |
1,0 |
1,5 |
|
|
75 |
0,5 |
0,7 |
1,1 |
1,5 |
|
|
18
80 |
0,5 |
0,6 |
1,2 |
1,7 |
86 |
0,6 |
0,8 |
- |
- |
90 |
0,6 |
0,8 |
1,3 |
1,8 |
96 |
0,8 |
1,0 |
- |
- |
100 |
0,9 |
1,2 |
1,4 |
2,1 |
110 |
1,0 |
1,3 |
1,5 |
2,3 |
116 |
1,1 |
1,4 |
- |
- |
120 |
1,0 |
1,3 |
1,7 |
2,5 |
125 |
0,9 |
1,2 |
- |
- |
130 |
1,2 |
1,5 |
1,7 |
2,7 |
140 |
1,4 |
1,8 |
2,0 |
2,6 |
150 |
1,5 |
1,8 |
2,2 |
3,2 |
160 |
1,8 |
2,1 |
2,3 |
3,4 |
165 |
1,8 |
2,3 |
- |
- |
170 |
1,9 |
2,5 |
2,5 |
3,6 |
180 |
1,9 |
2,5 |
2,7 |
3,8 |
190 |
2,0 |
2,6 |
2,8 |
3,9 |
200 |
2,2 |
2,9 |
3,0 |
4,2 |
210 |
2,1 |
2,8 |
3,1 |
4,3 |
220 |
2,3 |
3,0 |
3,2 |
4,6 |
230 |
2,3 |
3,0 |
3,2 |
4,8 |
240 |
2,4 |
3,2 |
3,5 |
5,0 |
250 |
2,5 |
3,3 |
3,7 |
5,2 |
254 |
2,5 |
3,2 |
- |
- |
260 |
2,8 |
3,6 |
3,8 |
5,0 |
270 |
3,0 |
3,9 |
4,0 |
5,7 |
280 |
3,1 |
3,9 |
4,1 |
6,3 |
290 |
3,3 |
4,3 |
4,2 |
6,2 |
300 |
3,3 |
4,3 |
4,4 |
7,0 |
Для кратных по длине, ширине, толщине заготовок следует учитывать припуск на каждый пропил 4 мм. Размеры заготовок следует округлить до ближайшего большего стандартного значения в соответствии с данными табл. 8.2.
Табл.8.2. Стандартные значения размеров заготовок
Заготовки мебельные черновые (ТУ13 – 566 – 80)
Заготовки из древесины хвойных пород должны иметь следующие
номинальные размеры, мм: |
|
|
|
|
|
по толщине |
|
25, |
32, |
40, |
50 |
по ширине |
80, |
100, |
110, |
130, 150, |
180 |
по длине |
500*, 650, |
900, |
1600, |
1900, |
2100 |
Заготовки из древесины лиственных пород должны иметь следующие
Номинальные размеры, мм: |
|
|
|
|
|
по толщине |
|
25, |
32, |
40, 50 |
|
по ширине |
40, 50, |
60, |
90**, |
110** |
|
по длине |
|
500*, |
850 |
1100 |
|

19
П р и м е ч а н и е : * Размер установлен для заготовок, предназначенных для изготовления деталей стульев. ** Размер установлен для заготовок из древесины мягких лиственных пород.
Принимается решение о применении того или иного оборудования и выполнении необходимых технологических операций. Наименование операций заносят в бланк технологической карты в повелительном наклонении (например: «фрезеровать», «пилить» и т.п.). Принятое оборудование обозначается маркой в соответствии с каталогом (например,
С16-2А).
Указываются размеры заготовки на данном этапе обработки, учитывая динамику их изменения по мере выполнения технологических операций. Графы «Наименование оборудования, инструмента, приспособления»; «Метод контроля» заполняются в соответствии с указаниями типовых технологических процессов. Сменную производительность станков, шт. в смену, рассчитывают по следующим формулам.
Производительность фуговальных станков в смену вычисляется по формуле:
A |
Tсм Кд К м Un |
(8.1) |
|
|
|||
см |
l3 |
m |
|
|
|
||
где: Тсм – продолжительность смены, мин; Кд – коэффициент использования рабочего времени;
Км – коэффициент использования машинного времени; n – число одновременно обрабатываемых заготовок;
lз – длина заготовки; m – число проходов;
U – скорость подачи, м/мин
Коэффициенты Кд и Км определяют по табл. 8.3.
Скорость подачи, при цилиндрическом фрезеровании определяют, исходя из требуемого значения параметра шероховатости поверхности:
U |
lв n z |
, м/мин |
(8.2) |
|
|||
1000 |
|
|
|
где: lв – длина волны, мм;
n – частота вращения ножевого вала, мин‾¹; z – число ножей оттиск. Отиск.
Табл. 8.3. Коэффициенты использования рабочего и машинного времени для различных способов подачи
|
|
Коэффициент использования машинного |
||
Подача |
Кд |
времени Км при длине заготовки, м |
||
|
|
0,5 |
1,0 |
2,0 |
Ручная |
0,8…0,9 |
0,5…0,7 |
0,7…0,8 |
0,8…0,9 |
Механическая |
0,85…0,9 |
0,8 |
0,85 |
0,9 |
|
|
|
|
l |
8 Rp h , мм |
(8.3) |
|
20
где: Rр – радиус окружности резания, мм; h – высота волны, мм
Высота волны поверхности, полученной методом цилиндрического фрезерования, соответствует значению единичной неровности Hmax.
Пример. Зададимся требуемым значением неровности в зависимости от назначения детали: Hmax = 32 мкм; т.е. h = 0,032 мм.
lв 
 8 64 0,032 4,048 , мм
8 64 0,032 4,048 , мм
U l n z 4,048 3000 2 24,288 , м/мин 1000 1000
где Rр = 64 мм и n = 6000 мин‾¹ по технической характеристике станка.
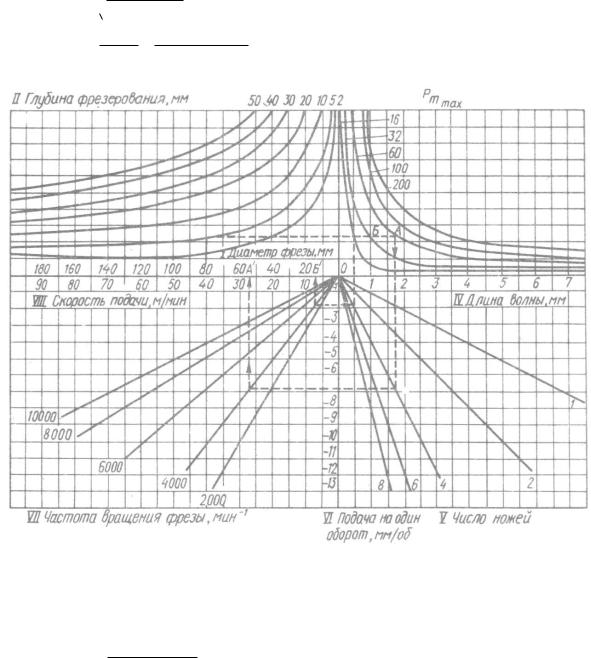
Рис. 8.2. Номограмма для расчета режимов цилиндрического фрезерования
Практически при расчетах. Учитывая неточность установки ножей и возможное биение ножевого вала, считают, что поверхность формируется одним ножом, т.е. z = 1.
U 4,048 3000 1 12,144 , м/мин 1000
Значительно проще все технологические расчеты, связанные с операцией фрезерования, могут быть выполнены с помощью номограммы, представленной на рис. 8.2
При расчете производительности станка рекомендуется принимать значение скорости подачи меньшим или равным расчетному. При механической подаче значения U примем по технической характеристике станка, а при ручной подаче рекомендуемые значения U = 4…6 м/мин.