Материал: 1789

Технические жидкости и полимеры
При клеевом соединении клеем-герметиком можно вместе совмещать разнородные по составу и структуре материалы, имеющие различную твердость: алюминий и сталь, латунь и сталь, бронзу и сталь и т.п.
При сборке достигается самоцентрирование подшипников и втулок, кроме того, соединение получается полностью герметичным, что предотвращает Свозникновение коррозии в зазоре между сопрягаемыми деталями. После
сборки детали обеспечивается равномерное распределение давления по всей площади скле ван я и уменьшается внутреннее напряжение, снижается стоимость промежуточной механической обработки.
Типовое пр менен е вал-втулочных клеев-герметиков:
− установка подш пн ков в корпуса или на валы;
− ф |
я роторов, шестерен, звездочек и шкивов на валах; |
− установка ц л ндр ческих втулок и гильз в корпуса; |
|
− гермет |
б |
зац я заглушек в двигателях внутреннего сгорания; |
|
− фиксац я маслозал вных тру ок в литых корпусах; |
|
−иксацремонт зношенных станков и оборудования и т.д. |
|
Клей-гермет к рекомендуется наносить по всей контактной поверх- |
|
ности одной |
з деталей, однако допускается нанесение клея-герметика в |
виде непрерывного кольца на переднюю часть только одной из двух деталей. На цилиндрическую поверхность большой длины необходимо наносить несколько таких колец. Излишки клея-герметика, выдавленного при
сборке изделия, удаляют ветошью. Для соединения деталей при условии |
|
|
Д |
значительной разницы в их температурных расширениях используются |
|
четыре основных методаАсборки: |
|
1. Соединение в натяг |
|
Метод применяется при условии, что в интервале всего диапазона |
|
рабочих температур в соединении будет иметь место небольшое напряже- |
|
|
И |
ние. При соединении по прессовой посадке клей наносится в виде пленки на одну или обе поверхности, затем детали соединяются.
2. Соединение с относительно большим зазором
Относительно низкий модуль упругости и высокий коэффициент расширения анаэробных клеев-герметиков на основе диметакриловых и уретандиметакриловых мономеров, а также высокая вязкость позволяют выполнять соединения с зазором до 0,25мм и более. Для лучшего распределения клея-герметика по поверхности при монтаже с зазором детали несколько раз поворачивают друг относительно друга. Для точного соблюдения центровки (соосности) в первые 5 мин после сборки узла детали позиционируют любым подходящим способом.
3. Горячая посадка
Если внешняя деталь имеет больший коэффициент теплового рас-
16

Практическая работа № 2
ширения, чем внутренняя, например, при монтаже стального вала (или подшипника) в алюминиевый шкив (или корпус), то применяется клеевая сборка по горячей посадке с зазором (рекомендуемый зазор при сборке должен составлять 0,1% номинального диаметра (минимальный – 0,01 мм)). Клей наносится сплошным слоем на поверхность внутренней детали (вал), при этом наружная − нагревается, а затем детали собираются (обычно разница температур деталей составляет около 100°С, однако максимальная температура не должна быть выше 200°С). При таком соединении, однако, про звести позиционирование деталей невозможно и сборка должна быть проведена с первого раза.
При соед |
нен |
деталей по прессовой посадке с нагревом в деталях |
С |
. Предпочтительной методикой для клее- |
|
имеются остаточные |
||
вых соед нен |
й по горячей посадке является нанесение клея на внутрен- |
|
нюю деталь |
нагрев внешней для получения необходимого зазора. Тех- |
|
нологии соед нен я деталей по горячей посадке дают оптимальную проч- |
||
ностьнапряжениясоед нен я, поскольку нагревание помогает достичь высокой ско- |
||
б |
||
рости пол мер зац , а усадка внешней детали вызывает нагрузки на сжатие на отверждающ йся клей. В результате полученная общая прочность соединения намного выше прочности клея на сдвиг и выше прочности при посадке в натяг ез клея.
4. АльтернативныйАметод горячей посадки
При этом методе внутренняя деталь охлаждается, а клей-герметик наносят на внешнюю деталь. ПромежутокДмежду окончанием охлаждения детали и последующей сборкой узла должен быть минимальным. Применение данной технологии не рекомендуется из-за образования на поверх-
ности внутренней детали конденсата воды из воздуха после охлаждения. Конденсат может оказывать отрицательное воздействие на качество склейки (на адгезию и процесс полимеризацииИклея) и приводить к снижению ожидаемых прочностных характеристик отвержденного клеягерметика. В случаях очень большого остаточного напряжения или небольших диаметров деталей, когда тепловое расширение небольшое, используется комбинация методов 1−4.
Испытания обычно проводятся при входном контроле клеевгерметиков. Регламентированный ТУ предел прочности на аксиальный сдвиг определяют по ISO 10123. До проведения испытаний детали, собранные с клеями-герметиками, выдерживают 24 часа при температуре
(23±2) °С.
17
Технические жидкости и полимеры
мыми показателями могут быть: |
|
|
− |
несоответствие свойств сопрягаемых поверхностей деталей предъяв- |
|
|
ляемым требованиям; |
|
− |
время и температура отверждения клея-герметика до проведения ис- |
|
С |
|
|
|
пытаний не выдержаны; |
|
− сопрягаемые поверхности подготовлены некачественно; |
||
− |
клей-гермет к нанесен неправильно; |
|
− |
клей-гермет к выбран неправильно. |
|
склеиваемые1. Оч ст ть все |
поверх- |
|
|
|
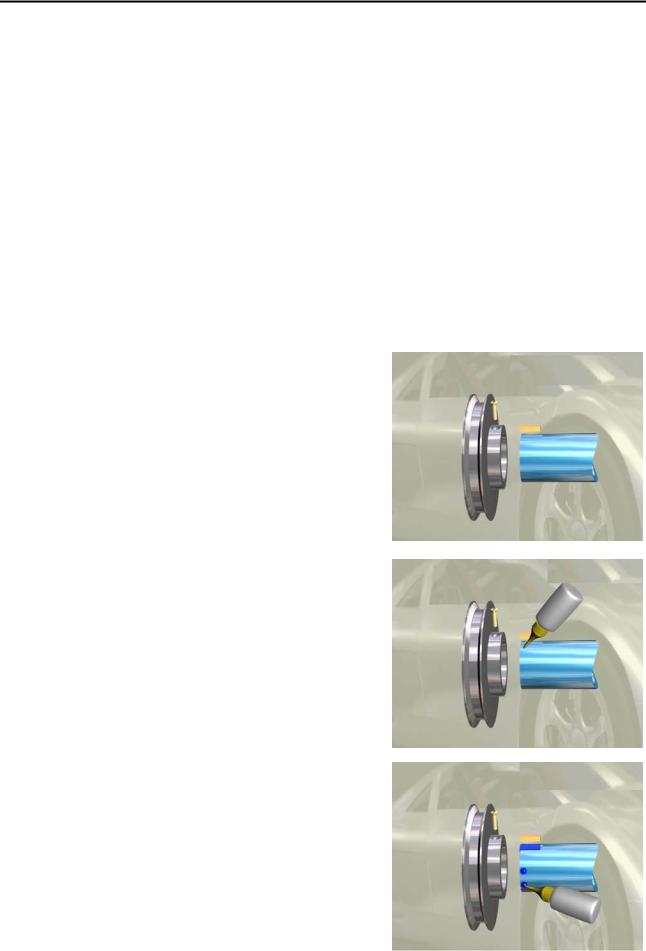
Примеры сборки деталей |
|
|
цилиндрической формы |
|
б |
|
|
|
Установка шкивов (разборная) |
ности деталей от загрязнений. |
|
|
|
А |
|
|
|
Д |
|
2. Нанести клей-герметик в канал под |
|
шпонку и на шпонку. |
И |
|
Причинами снижения прочности фиксации по сравнению с ожидае-
3. Нанести клей-герметик с противоположной стороны напротив канала под шпонку непосредственно у края вала.
4. Собрать узел.
5. Удалить ветошью избыток выдавленного клея-герметика.
18

Практическая работа № 2
|
6. Нанести резьбовой клей- |
||||
|
герметик на резьбу фиксирующего вин- |
||||
С |
та и ввернуть его с требуемым усилием |
||||
затяжки. |
|
|
|
||
7. До начала эксплуатации оста- |
|||||
вить собранный узел в покое на 3−24 |
|||||
|
|||||
|
часа. |
|
|
|
|
и |
Замечание: При разборке узла шкив |
||||
снимать съемником, допускается выби- |
|||||
вать шпонку молотком. |
|
|
|
|
|
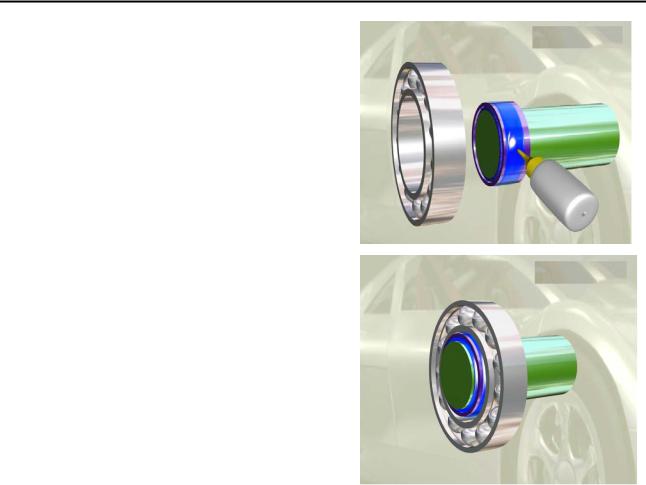
Посадка подш пн ка на вал |
|
|
|
|
|
с промежуточной втулкой |
|
|
|
|
|
добрать |
|
|
|
||
|
1.Если необходимо снизить бие- |
||||
|
ние, то обточить вал. Изготовить (по- |
||||
|
|
) втулку под посадку подшип- |
|||
А |
|
|
|||
|
ника таким образом, чтобы суммарный |
||||
|
радиальный зазор |
«вал-втулка» − |
|||
|
«внутренняя обойма подшипника» был |
||||
|
ы не более 0,4 мм. |
|
|||
|
2.Зачистить |
мелкой шкуркой |
|||
|
внешнюю поверхность втулки. |
||||
|
3.Очистить |
все |
склеиваемые |
||
|
поверхности деталей от загрязнений. |
||||
|
4.Нанести клей-герметик непре- |
||||
|
рывным кольцом вокруг вала со сто- |
||||
|
|
И |
|||
|
Дроны посадки втулки. |
||||
|
5.Установить втулку. |
||||
19
Технические жидкости и полимеры
6. |
Нанести клей-герметик непрерыв- |
|||
ным кольцом вокруг втулки. |
|
|
||
7. |
Установить подшипник на втулку. |
|||
8. |
Удалить |
ветошью |
избыток |
|
С |
|
|
||
выдавленного клея-герметика. |
|
|
||
9. |
До начала эксплуатации оставить |
|||
собранный узел в покое на 3−24 часа. |
||||
При |
зазоре |
|||
Замечан е: |
рад альном |
|
||
0,4−0,5 мм время отверждения гермети- |
||||
ка должно быть увел чено с 24 до 48 |
||||
часов. |
б |
|
||
|
|
|||
|
Аk |
|
||
Расчет расхода клея-герметика при фиксации соединений типа «вал- |
||||
втулка»: |
Д |
|
||
|
|
|
|
|
|
V = 3,14L D h N |
|
; |
(1) |
|
1000 |
|||
|
M =V ρ, |
(2) |
||
где V − расход клея-герметика, мл; |
|
M − расход клея-герметика, г; |
|
L − длина склейки, мм. Для болтовых соединений принимается равной высоте |
|
гайки (ГОСТ 6915-70); |
|
D − диаметр резьбы, мм; |
|
h − толщина клеевого слоя в резьбовом зазоре: 0,1 мм (для М3−М8), 0,2 мм (для |
|
М10−М27), 0,3 мм (для М30−М48); |
И |
N − количество склеиваемых поверхностей, N = 2; |
|
k − практический поправочный коэффициент, k = 1,3;
ρ − плотность анаэробного клея-герметика, (1,03 – 1,15 г/см3).
20