Материал: 1789

Технические жидкости и полимеры
как для скольжения элемента витка в сторону затяжки требуется большая сила, чем для скольжения противоположного элемента витка в сторону ослабления, то создается вращающий момент развинчивания, в том числе,
когда колебания соединяемых деталей происходят в пределах касатель- |
|
ных контактных деформаций. Ослабление также связано с уменьшением |
|
С |
|
или местным снятием полезных сил трения в резьбе в результате последо- |
|
вательных поперечных сжатий и расширений витков от переменной осе- |
|
вой нагрузки |
зменен я температуры, от упругих колебаний вдоль оси |
винта, вызывающ х местное ослабление резьбы.
трения |
||
Все многообраз е применяемых конструктивных решений, позво- |
||
ляющих |
збегать самоотвинчивания резьбы, можно свести к следующим |
|
укрупненным методам ф ксации: |
||
1. |
По моменту |
я по торцу гайки (болта). |
2. |
б |
|
По моменту |
в резь е. |
|
3. |
По углу поворота гайки ( олта). |
|
4. |
Относ тельно олта (гайки) (рис. 4). |
|
5. |
Относ тельно корпуса конструкции. |
|
При реал зац |
первого метода фикса- |
|
ции, создаются конструкции резь овых соединений, позволяющие увеличить силы трения по торцу соединения. Это достигается
особой конструкцией крепежного элемента |
|
|
Д |
(например, винт с ребристым фланцем) или |
|
введением дополнительногоАэлемента в резь- |
|
бового соединения (рис. 5). |
Рис. 4. спользование шайб |
|
|
Рис. 5. Специальные |
И |
Рис. 6. Гайки |
|
контргайки |
со стопорными |
|
полиамидными кольцами |
Изготовление специальных резьбовых крепежных деталей не нашло широкого применения в отечественной промышленности, так как подобные детали не внесены в ГОСТ, их применение требует значительных капиталовложений для осуществления процесса сборки.
Введение дополнительного элемента, увеличивающего трение между
6
Практическая работа № 1
корпусом конструкции и торцом резьбового элемента (болта или гайки), напротив широко применяется и на такие элементы выпущены ГОСТы и нормали. Отличительной особенностью применения такого метода является рекомендация взаимного стопорения резьбовой пары болт-гайка (рис. 6). Увеличение момента трения по торцу только гайки (только болта) значительно снижает вероятность надежной фиксации соединения, так как не исключает возможность проворота незафиксированного торца. Это может пр вести к самоотвинчиванию резьбового соединения под действием внешн х с л. Такую ф ксацию не применяют внутри изделия заполняя
пространство между в тками резьбы, адгезив способствует равномерному |
|
распределен ю нагрузки по длине резьбы. Адгезивные соединения обла- |
|
С |
|
дают способностью гас ть ви рацию, соединение становиться герметич- |
|
ным, |
возможность лю ой утечки. Необходимо отметить, что со- |
единение в этом случае надежно защищено от коррозии, которая приводит |
|
к выходу |
з строя резь овых соединений, работающих в агрессивных сре- |
дахисключая. Перспект вность пр менения адгезивных фиксаторов хорошо под- |
|
|
б |
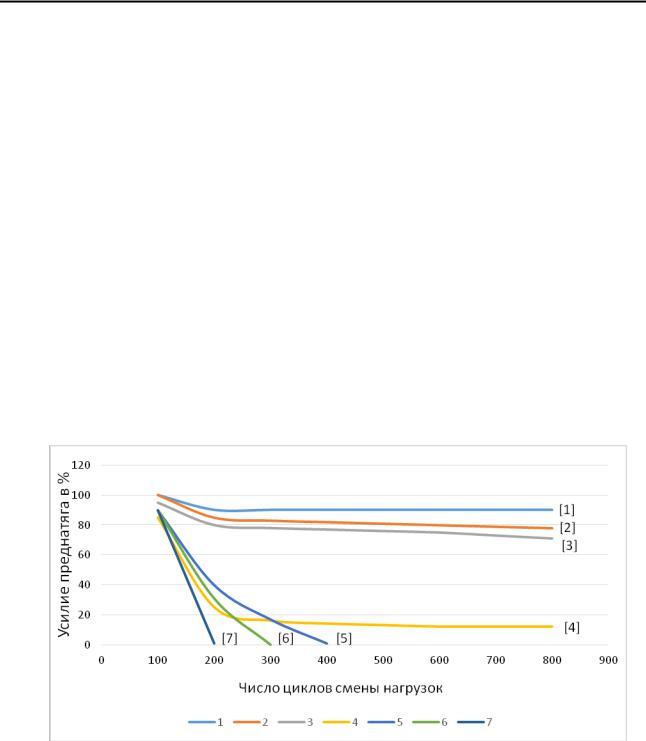
тверждается экспер ментальными данными. На рис. 7 представлены кри-
вые самоотв нч ван я разных резь овых соединений. А Д
Рис. 7. Зависимость усилия преднатяга от числаИциклов смены нагрузок: 1 − стандартный винт с адгезивной фиксацией;
2 − винт сцепления с ребристым фланцем;
3 − винт с пильчатым фланцем;
4 − гайка с полиамидным кольцом;
5 − болт с осесимметричной пружинной шайбой;
6 − болт с пружинной шайбой;
7 − стандартный незафиксированный болт
Для построения кривых сохранения усилия сжатия для представленных методов фиксации использован испытательный стенд для сравни-
7
Технические жидкости и полимеры
тельных испытаний различных резьбовых соединений (испытания на ударную нагрузку и вибрацию по Юнкеру). Пневматические молотки создают относительное перемещение нагруженных деталей со смещением в радиальном направлении относительно испытываемого болта. В то же время, существующая предварительная осевая нагрузка непрерывно измеряется в циклах. Таким образом, зафиксированный болт подвергался вертикальному давлению на установке с возможностью смещения точки приложения ус л я с помощью кулачка.
Нетрудно замет ть, что результаты испытаний, подобные клеевой
фиксации, показал р фленый фланцевый болт с уплотненной поверхно- |
||
стью (рис. 8). Однако он имеет ряд существенных недостатков: высокая |
||
С |
|
|
; относ тельно ольшой размер площади, необходимой для |
||
опорной поверхности фланца; неизбежное повреждение поверхностей |
||
фиксируемых деталей вокруг опорной поверхности болта. |
||
Пилообразные зу ч ки фланца |
|
|
врезаютсястоимостьв опорную поверхность скреп- |
|
|
ляемой детали. Опорные поверхности по- |
|
|
вреждаются в момент осла ления, ограни- |
|
|
чивая этим их дальнейшее использование. |
|
|
Детали с закаленнымиболтаповерхностями не |
|
|
могут быть надежно соединены, а для |
|
|
Рис. 8. Фланцевый болт |
|
|
хрупких деталей этот способ полностью |
|
|
|
|
|
неприемлем. Таким образом, адгезивная |
|
|
|
|
|
(клеевая) фиксация резьбовыхАсоединений – это перспективный процесс |
||
сборки, направленный на повышение качества соединения и его надеж- |
||
Д |
||
ность. Именно с применением адгезивных (клеевых) материалов в настоящее время связан прогресс в области сборочных работ.
Примеры контровки и герметизацииИсоединений
с метрической и трубной резьбой
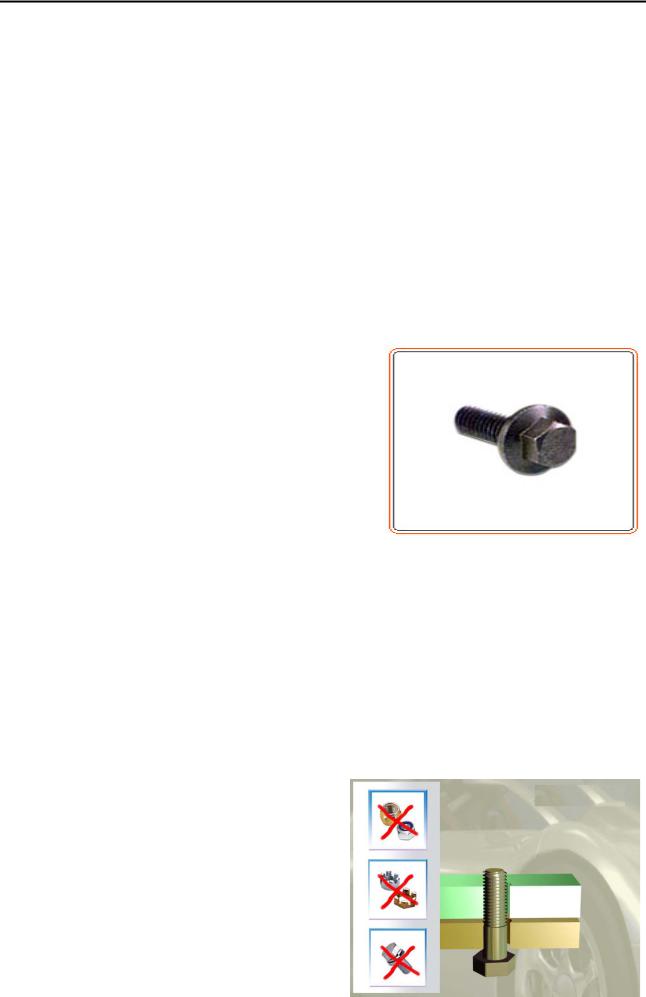
Сборка болтового соединения со сквозным отверстием на примере применения клеев-герметиков АНАКРОЛ
1.Очистить резьбу болта и гайки от загрязнений.
2.Вставить болт в отверстие собираемого узла.
3.Выбрать клей-герметик тре-
буемой прочности.
8
Практическая работа № 1
С |
|
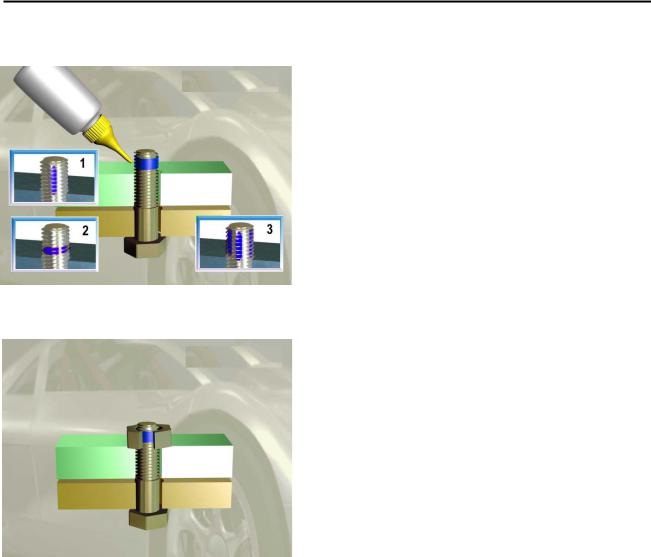
4. Нанести клей-герметик на резь- |
||||||
|
бовую часть болта одним из способов: |
|||||||
|
а) на высоту гайки; |
|
||||||
|
б) в виде непрерывной линии |
|||||||
|
|
|
||||||
|
|
|
вдоль резьбовой поверхности на всю ее |
|||||
и |
длину или часть (№1); |
|
||||||
в) на 2-3 витка резьбы (№2); |
|
|||||||
г) в виде 3 -х непрерывных линий |
||||||||
|
|
|
||||||
|
|
|
под углом около 120 вдоль резьбовой |
|||||
|
|
|
поверхности на всю ее длину или часть |
|||||
|
|
|
длины (№3). |
|
|
|||
|
б |
|
|
|
|
|||
|
|
|
5. Накрутить гайку и подтянуть ее. |
|
||||
|
|
А |
|
|||||
|
|
|
Д |
|
||||
Расчет расхода клея-герметика при герметизации резьбовых соеди- |
||||||||
нений: |
|
|
|
|
И |
|||
|
|
V = 3,14L D h N |
|
k |
; |
(1) |
||
|
|
1000 |
||||||
|
|
|
|
|
|
|||
|
|
|
M =V ρ, |
|
|
|
(2) |
|
где V − расход клея-герметика, мл; M − расход клея-герметика, г;
L − длина склейки, мм. Для болтовых соединений принимается равной высоте гайки (ГОСТ 6915-70);
D − диаметр резьбы, мм;
h − толщина клеевого слоя в резьбовом зазоре: 0,1 мм (для М3-М8), 0,2 мм (для М10-М27), 0,3 мм (для М30-М48);
N − количество склеиваемых поверхностей, N = 2;
k − практический поправочный коэффициент, k = 1,3;
ρ − плотность анаэробного клея-герметика, (1,03 – 1,15 г/см3).
9
Технические жидкости и полимеры
Таблица 1
|
D |
|
L |
|
D |
|
L |
|
|
|
|
|
|
|
|
|
|
|
М6 |
|
5 |
|
М22 |
|
18 |
|
|
|
|
|
|
|
|
|
|
|
М8 |
|
6,5 |
|
М24 |
|
19 |
|
|
|
|
|
|
|
|
|
|
|
М10 |
|
8 |
|
М27 |
|
22 |
|
|
|
|
|
|
|
|
|
|
|
М12 |
|
10 |
|
М30 |
|
24 |
|
|
|
|
|
|
|
|
|
|
|
М14 |
|
11 |
|
М36 |
|
29 |
|
|
|
|
|
|
|
|
|
|
|
М16 |
|
13 |
|
М42 |
|
34 |
|
|
|
|
|
|
|
|
|
|
|
М18 |
|
15 |
|
М48 |
|
38 |
|
С |
|
|
|
|
|
|
|
|
|
М20 |
|
16 |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
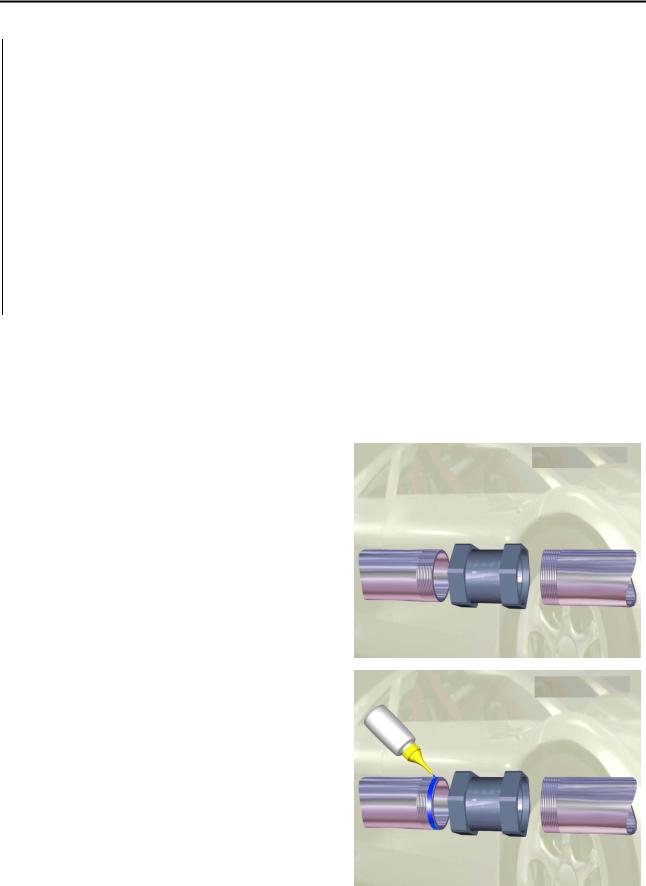
1. Очистить резьбутру ы и муфты |
от |
|
|
|
|||
|
и |
С орка стандартных фитингов – труб, |
||||||
|
|
гидравлики или воздуховодов |
||||||
|
|
на пр мере применения клеев-герметиков АНАКРОЛ |
||||||
|
|
|
|
|
и прокладки АНАКРОЛ-500 |
|||
|
|
|
А |
|||||
|
загрязнений, остатков других уплотни- |
|
|
|
||||
|
телей. |
|
|
Д |
||||
|
|
|
|
|
||||
|
2. Нанести клей-герметик кольцом на |
И |
||||||
|
переднюю резьбовую |
часть |
первой |
|||||
|
трубы. |
|
|
|
||||
|
Замечание: |
|
|
|
||||
−для лучшей герметизации материал должен полностью заполнить впадины в резьбе;
−рекомендуется наносить клейгерметик на 2-3 первых витка резьбы;
−в зависимости от размера резьбы на-
носится такое количество клея-герметика, которое будет достаточно для достижения требуемого усилия демонтажа и обеспечения герметизации,
10