Материал: 1118
сов обработки является программное управление металлорежущими станками.
Металлорежущие станки оснащаются системами числового программного управления (ЧПУ). В станках с ЧПУ программа задается с помощью чисел в закодированном виде на программоносителе – перфорационной или магнитной ленте.
В настоящее время промышленностью выпускаются практически все в ды станков с ЧПУ – токарные, сверлильные, расточные,
шлифовальные, фрезерные и др. Ознакомьтесь со структурной схемой |
|
реализац программ на станках с ЧПУ. Изучите схему станка с ша- |
|
говыми дв гателями. Обратите внимание, что применение станков с |
|
С |
|
ЧПУ позволяет создавать новые прогрессивные формы организации |
|
знач тельно сокращать сроки освоения выпуска но- |
|
вых издел й. При |
менении станков с ЧПУ сокращается потреб- |
версальных станков.
производства ность в станкахбА, так как один станок с ЧПУ заменяет несколько уни-
В современном машиностроении широко применяют различные полуавтомат ческ е автоматические станки. Дальнейшим этапом развития автоматизации в машиностроении является создание автоматических станочных линий и на их базе создание автоматических цехов и заводов. Уясните, что автоматические линии представляют собой систему устройств, состоящую из группы взаимосвязанных, синхронно работающих станковД, транспортных механизмов и контрольных приборов. Ознакомьтесь с адаптивным управлением работой металлорежущих станков, позволяющим автоматически корректировать режимы обработки и настройку станков при изменении условий обработки, необходимые для получения деталей высокого ка-
1.Обработка заготовок на токарно-винторезныхИстанках: дать характеристику метода точения, привести схему токарно-винторезного станка с описанием, привести схемы обработки заготовок на токарновинторезном станке с описанием.
2.Протяжки: привести эскиз круглой протяжки с указанием эле-
ментов и углов заточкизуба. Дать описание.
С |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
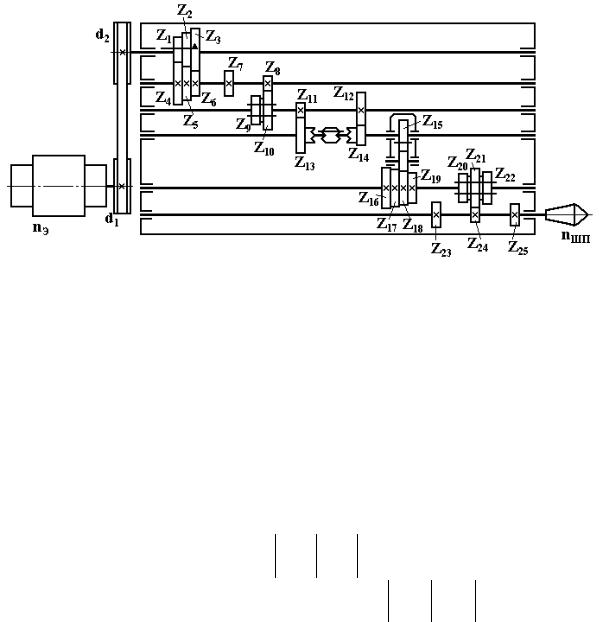
Рис. 1. К немат |
ческая цепь главного движения условного станка (вариант № 1) |
||||||||||||||||||||||||||||||||
|
|
|
3. Провести анал з кинематической цепи главного движения ус- |
|||||||||||||||||||||||||||||||
|
ловного станка, пр веденной на рис. 1, включающий написание урав- |
|||||||||||||||||||||||||||||||||
|
ненийк немат ческого аланса в общем и развернутом видах. Опре- |
|||||||||||||||||||||||||||||||||
|
делить кол чество скоростей вращения шпинделя, максимальные и |
|||||||||||||||||||||||||||||||||
|
минимальные значен я о оротов шпинделя. Коэффициент проскаль- |
|||||||||||||||||||||||||||||||||
|
зывания ременной передачи принять равным 0,985. Значения осталь- |
|||||||||||||||||||||||||||||||||
|
ных исходныхтаблданных приведены в |
. 1. |
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||
|
Таблица 1. Число о оротов электродвигателя, диаметры шкивов ременной |
|
|
|||||||||||||||||||||||||||||||
|
передачи и числа зубьев зубчатых колес (вариант № 1) |
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
nЭ |
|
d |
1 |
|
|
d |
2 |
|
Z |
1 |
Z |
|
Z |
Z |
Z |
Z |
Z |
Z |
8 |
|
Z |
9 |
|
Z |
10 |
Z |
11 |
||||||
|
|
|
|
|
|
|
|
2 |
А3 4 5 6 |
7 |
|
|
|
|
|
|
||||||||||||||||||
|
1300 |
|
190 |
|
290 |
|
26 |
|
37 |
|
47 |
64 |
53 |
44 |
38 |
23 |
|
36 |
|
61 |
24 |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
Z12 |
|
Z13 |
|
|
Z14 |
|
Z15 |
|
|
Z16 |
|
Z17 |
|
Z18 |
|
Z19 |
Z20 |
Z21 |
Z22 |
|
Z23 |
|
Z24 |
Z25 |
|||||||||
|
66 |
|
63 |
|
|
32 |
|
26 |
|
|
79 |
|
74 |
|
57 |
|
46 |
28 |
54 |
42 |
|
|
32 |
|
24 |
33 |
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Д |
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Вариант |
№ 2 |
|
|
||||||||||||
|
|
|
1. Обработка заготовок на горизонтально- и вертикально- |
|||||||||||||||||||||||||||||||
|
фрезерных станках: дать характеристику метода фрезерования, привести |
|||||||||||||||||||||||||||||||||
схемы горизонтально-фрезерного и вертикальноИ-фрезерного станков с описанием, привести схемы обработки заготовок на горизонтально- и вертикально-фрезерных станках с описанием.
2. Режущий инструмент для растачивания отверстий (применяемый на расточных станках): привести эскизы инструментов с указанием углов заточки расточногорезца. Дать описание.
С |
|
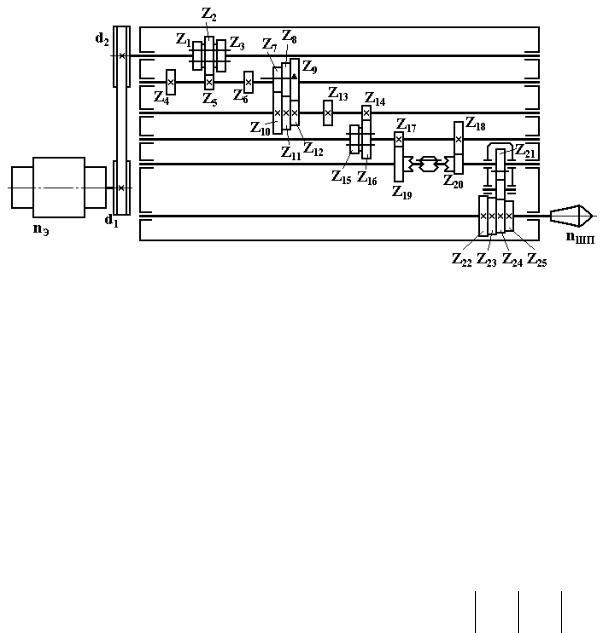
Рис |
|
. 2. К немат ческая цепь главного движения условного станка (вариант № 2) |
|
общем |
|
3. Провести анал з кинематической цепи главного движения ус- |
|
ловного станка, пр веденной на рис. 2, включающий написание урав- |
|
нений к немат ческого аланса в |
и развернутом видах. Опре- |
делить кол чество скоростей вращения шпинделя, максимальные и |
|||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
А |
|
|
|
|
|
|
|
|
|||||||||||
минимальные значения о оротов шпинделя. Коэффициент проскаль- |
|||||||||||||||||||||||||||
зывания ременной передачи принять равным 0,985. Значения осталь- |
|||||||||||||||||||||||||||
ных исходных данных приведены в табл. 2. |
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||
Таблица 2. Число оборотов электродвигателя, диаметры шкивов ременной |
|
|
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
Д |
|
|
||||||||||||
передачи и числа зубьев зубчатых колес (вариант № 2) |
|
|
|
|
|
|
|
|
|
||||||||||||||||||
nЭ |
d1 |
d2 |
|
Z1 |
Z2 |
Z3 |
Z4 |
Z5 |
Z6 |
Z7 |
|
Z8 |
Z9 |
Z10 |
Z11 |
|
|||||||||||
1370 |
140 |
610 |
|
32 |
64 |
42 |
44 |
22 |
31 |
31 |
|
|
41 |
|
49 |
|
63 |
|
48 |
|
|||||||
Z12 |
Z13 |
|
Z14 |
|
Z15 |
|
Z16 |
|
Z17 |
|
Z18 |
|
Z19 |
Z20 |
Z21 |
|
Z22 |
Z23 |
Z24 |
Z25 |
|
||||||
37 |
|
43 |
|
28 |
|
29 |
|
|
49 |
|
23 |
|
62 |
|
54 |
27 |
17 |
И |
|
||||||||
|
|
|
|
|
|
|
|
|
|
64 |
|
47 |
|
36 |
|
34 |
|
||||||||||
Вариант № 3
1. Обработка заготовок на радиально-сверлильных станках: дать характеристику метода сверления, привести схему радиальносверлильного станка с описанием, привести схемы обработки заготовок на сверлильныхстанках с описанием.
2. Режущие инструменты для нарезки зубчатых колес по методу обкатки: привести эскизы инструментов с указанием углов заточки. Дать описание.
С |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
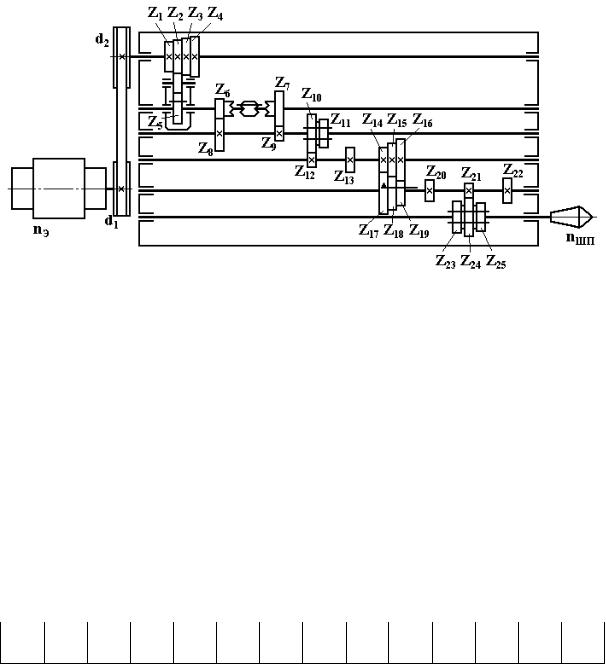
Рис |
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
. 3. К немат |
ческая цепь главного движения условного станка (вариант № 3) |
|||||||||||||||||||||
|
|
|
|
|
общем |
|
|
|
|
|
|
|
||||||||||||
|
|
|
3. Провести анал з кинематической цепи главного движения ус- |
|||||||||||||||||||||
|
|
ловного станка, пр веденной на рис. 3, включающий написание урав- |
||||||||||||||||||||||
|
|
нений к немат ческого аланса в |
|
|
и развернутом видах. Опре- |
|||||||||||||||||||
|
|
делить кол чество скоростей вращения шпинделя, максимальные и |
||||||||||||||||||||||
|
|
минимальные значения о оротов шпинделя. |
|
|
|
|
|
|
||||||||||||||||
|
|
|
Коэффициент проскальзывания ременной передачи принять |
|||||||||||||||||||||
|
|
равным 0,985. Значения остальных исходных данных приведены в |
||||||||||||||||||||||
|
|
табл. 3. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
Таблица 3. Число оборотов электродвигателя, диаметры шкивов ременной |
|
|
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
А |
|
|
|
|
|||||||||||
|
|
передачи и числа зубьев зубчатых колес (вариант № 3) |
|
|
|
|
|
|||||||||||||||||
|
|
nЭ |
|
d1 |
|
d2 |
|
Z1 |
|
Z2 |
|
Z3 |
|
Z4 |
|
Z5 |
Z6 |
Z7 |
Z8 |
Z9 |
Z10 |
Z11 |
||
|
840 |
|
220 |
|
630 |
|
17 |
|
26 |
|
39 |
|
51 |
|
42 |
26 |
59 |
74 |
26 |
63 |
39 |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
Z12 |
Z13 |
Z14 |
Z15 |
|
Z16 |
Z17 |
Z18 |
Z19 |
Z20 |
Z21 |
Z22 |
Z23 |
Z24 |
Z25 |
||||||||
|
|
|
|
|
|
|
|
Д |
|
|
||||||||||||||
28 |
33 |
29 |
34 |
|
48 |
64 |
54 42 33 27 41 49 73 |
43 |
|
|||||||||||||||
Вариант № 4 И
1. Обработка заготовок на зубофрезерных станках: дать характеристику двух методов формообразования зубьев зубчатых колес – копирования и обкатки, привести схему зубофрезерного станка с описанием, привести схемы нарезания зубчатых колес на зубофрезерном станке с описанием.
2. Токарные резцы: привести эскизы инструментов с описанием, привести эскизы элементов и углов заточки токарного проходного резца с описанием.
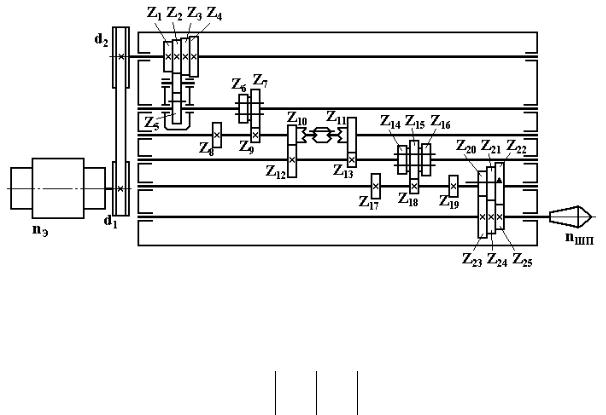
3. Провести анализ кинематической цепи главного движения условного станка, приведенной на рис. 4, включающий написание урав-
|
|
нений кинематического баланса в общем и развернутом видах. Опре- |
|||||||||||||||||||||||||||||||||||
|
|
делить количество скоростей вращения шпинделя, максимальные и |
|||||||||||||||||||||||||||||||||||
|
|
минимальные значения оборотов шпинделя. Коэффициент проскаль- |
|||||||||||||||||||||||||||||||||||
С |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
зывания ременной передачи принять равным 0,985. Значения осталь- |
|||||||||||||||||||||||||||||||||||
|
|
ных исходных данных приведены в табл. 4. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||
|
|
и |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
Рис. 4. Кинематическаябцепь главного движения условного станка (вариант № 4) |
|||||||||||||||||||||||||||||||||||
|
|
Таблица 4. Число о оротов электродвигателя, диаметры шкивов ременной |
|
|
|
||||||||||||||||||||||||||||||||
|
|
передачи и числа зубьев зубчатых колес (вариант № 4) |
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
nЭ |
|
d |
1 |
|
d |
2 |
|
|
Z |
1 |
Z |
|
Z |
Z |
Z |
Z |
|
Z |
Z |
8 |
|
Z |
9 |
|
Z |
10 |
Z |
11 |
|
||||||
|
|
|
|
|
|
|
|
|
2 |
А3 4 5 6 |
7 |
|
|
|
|
|
|
|
|
||||||||||||||||||
|
660 |
|
120 |
|
560 |
|
|
23 |
|
31 |
|
44 |
47 |
46 |
42 |
|
72 |
|
46 |
|
31 |
|
23 |
51 |
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
Z12 |
Z13 |
|
|
Z14 |
|
Z15 |
|
|
Z16 |
|
Z17 |
|
Z18 |
|
Z19 |
Z20 |
|
Z21 |
|
Z22 |
|
Z23 |
|
Z24 |
Z25 |
||||||||||
|
66 |
34 |
|
|
36 |
|
66 |
|
|
52 |
|
43 |
|
18 |
|
32 |
34 |
41 |
|
51 |
|
|
68 |
|
53 |
31 |
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
И |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ВариантД№ 5 |
|
|
|
||||||||||||||||
1. Обработка заготовок на горизонтально-расточных станках: дать характеристику метода растачивания, привести схему горизонтальнорасточного станка с описанием, привести схемы обработки заготовок на горизонтально-расточных станках с описанием.
2. Фрезы для обработки заготовок на вертикально-фрезерных станках: привести эскизы инструментов с описанием, привести эскиз зуба торцовой фрезы с указанием режущих кромок и углов заточки с описанием.
3. Провести анализ кинематической цепи главного движения условного станка, приведенной на рис. 5, включающий написание уравнений кинематического баланса в общем и развернутом видах. Опре-