Материал: В.И.Чуешов, Л.А.Мандрыка, А.А. Сичкарь Оборудование и основы проектирования химико-фармацевтических производств
рых суппозитории выливаются сразу в первичную упаковку, |
далее следу |
|||
ют контрол ,ные весы, и картонажный автомат. Такие линии производят в |
||||
разных странах: "Farmo Dui FD 22/U" (фирма "Sarony" - Италия), "Servac |
||||
200 Su ЗООS", "Hotliger und Karg" (Германия). |
|
|
||
|
Принцип работы этих линий идентичен. Оrливка суппозиториев мо |
|||
жет производиться в алюминиевую фолы)' или поливинилхлоридную |
||||
плёнку. Основные части автоматической линии "Servac ЗООS" следующие: |
||||
1) устройство для отматывания алюминиевой фольги с рулонов; |
||||
2) устройство для надрезания фольги перед формированием; |
|
|||
3) формовочная головка, в которой под воздействием давления на двух |
||||
лентах |
фольги формуется половина формы; |
|
|
|
4) в узле |
сваривания при температуре 150 °С происходит сваривание этих |
|||
двух п |
лос в непрерывную ленту незаполненных форм, верхняя часть |
|||
|
|
|
|
|
которых открыта; |
|
посредством |
||
5) устройство для заполнения форм суппозиторной массой |
||||
полых игл; |
|
массы; под |
||
6) термостатируемая ёмкость расплавленной суппозиторной |
||||
ёмкостью располагается дозирующий насос; |
|
|
||
7) сварное устройство для сваривания верхней части ленты после заполне |
||||
ния форм; |
6, 1О суппозиториев; |
|||
8) устройство для разрезания ленты на отрезки по 5, |
||||
9) холодильная камера, в которой наполненные |
формы |
посредством |
||
|
|
,тся потоком холодного возду |
||
транспортёра перемещаются и охлаждаю |
|
|
||
ха; |
|
|
|
|
1О) |
устройство подачи наполненных форм к контрольным весам и на |
|||
упаковку в картонажный автомат. |
|
|
||
|
Производительность установки 300 шт/мин. В сравнении с раздель |
|||
ной отливкой суппозиториев с последующей упаковкой в фольгу или цел |
||||
лофан склеиванием, данный метод позволяет совместить эти операции и |
||||
исключить контакт работающего персонала с продукццей, а следовательно |
||||
производство более отвечает требованиям GМР: Кроме того, приведенный |
||||
метод позволяет снизить трудоёмкость и увеличить пронзводитедьность |
||||
процесса. |
|
|
|
|
2.9. Оборудование для производства жидких
лекарственных форм в стерильных и асептических условиях
Промышленное производство инъекционных, инфузионных раство ров, глазных капель характеризуется высокой степенью развития, так как в его основе лежит широкое использование автоматизированных линий. На стадии приготовления растворов используется ёмкостное обо рудование - реакторы, которые могут раб.qтать под давлением. С целью пре
..
• •
дотвраще11ия всех видов контам tнации растворов реакторы должны герме |
||||||||||||||
тично закрываться подъёмной или откидывающейся крышкой. |
В крышке |
|||||||||||||
реактора дол.кНJ,1 быть штуцеры для подачи сырья, растворителя, инертно |
||||||||||||||
го газа, люк со смотровым стеклом, |
кожух для термодатчик |
|
|
орожне |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
а за |
|||
ние реакторов осуществляется через нижнее выпускное отверстие, |
||||||||||||||
полнение через подсоединённый трубопровод посредством вакуума или |
||||||||||||||
давления. Реактор должен быть оборудован рубашкой (для подачи хладо |
||||||||||||||
или теплоагента) и перемешивающим устройством. Раньше |
в |
основном |
||||||||||||
применяли реакторы, изготовленные из специального стекла Simax или с |
||||||||||||||
эмалированны:vrи внутренними поверхностями. |
Современная тенденuия в |
|||||||||||||
изготовлении ёмкостноrо оборудования - |
изготовление его из высоколеги |
|||||||||||||
рованных сталей с обработкой поверхностеli методом электрополировки. В |
||||||||||||||
новых конструкциях такого оборудования предложено перемешивание |
||||||||||||||
вести посредством магнитной мешалки, |
расположенной в нижней части |
|||||||||||||
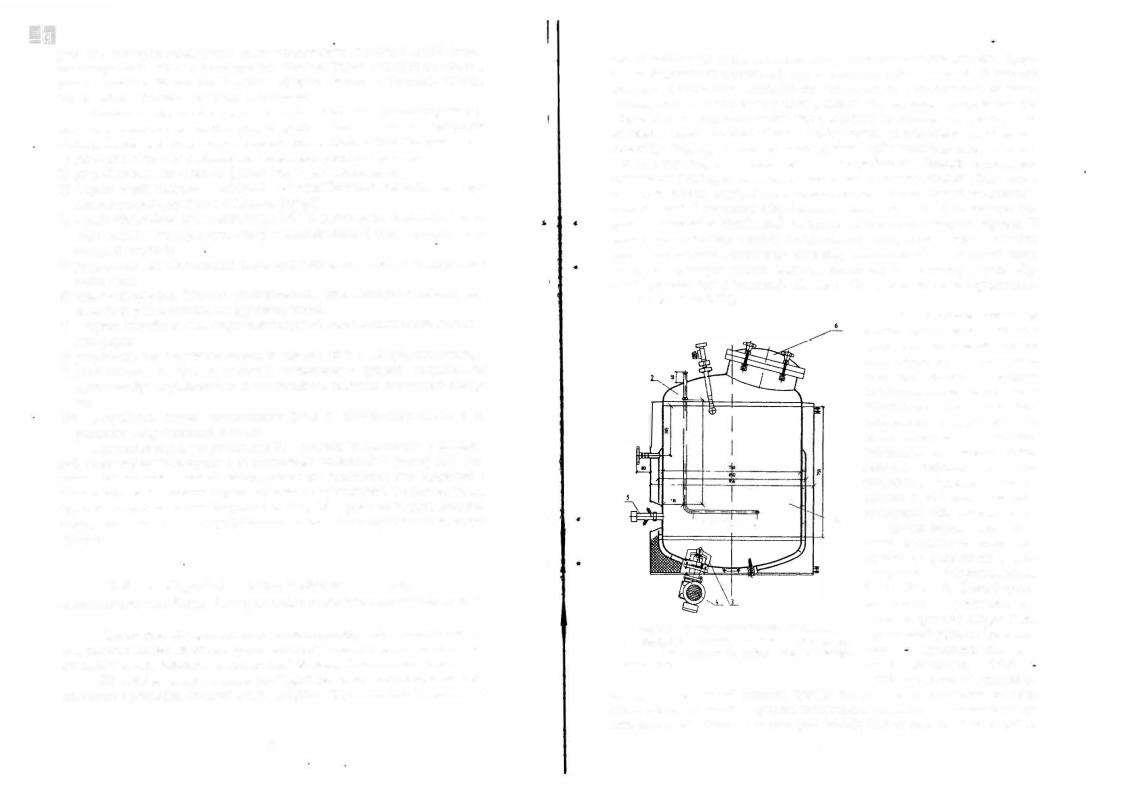
аппарата. При:vrером такого реактора может служить реактор фирмы |
"Ау |
|||||||||||||
рих Эндельштайн" (Германия), объёмом 300 л, |
со скоростью перемешива |
|||||||||||||
ния 5,5 об/с (рис.2.20). |
|
|
|
|
В настоящее |
время на |
||||||||
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
наших предприятиях исполь |
|||||||||
|
|
|
|
|
зуют |
две |
основные |
схемы |
||||||
|
|
|
|
|
производства |
|
инъекцион |
|||||||
|
|
|
|
|
ных |
растворов |
на |
стадии |
||||||
|
|
|
|
|
ампулнровання: |
вакуумное и |
||||||||
|
|
|
|
|
шприцевое. |
Основным |
дос |
|||||||
|
1 |
|
|
|
тоинством |
вакуумного |
ме |
|||||||
|
1 |
|
|
|
тода |
наполнения |
являются |
|||||||
|
1 |
§ |
|
|
небольшая |
стоимость |
произ |
|||||||
|
|
|
|
|
водства, высокая производи |
|||||||||
|
|
|
|
|
тельность, |
простота |
конст |
|||||||
|
|
|
|
|
рукции и обслуживания обо |
|||||||||
|
|
т+-.......,V |
'1.. |
рудования. |
Для данного мето |
|||||||||
|
|
да |
производства весь ком |
|||||||||||
|
|
|
||||||||||||
|
|
|
|
|
||||||||||
|
|
|
|
|
плект |
технологического |
обо |
|||||||
|
|
|
|
|
рудования разработан и про |
|||||||||
|
|
|
|
|
изводится |
Мариупольским |
||||||||
|
|
|
|
|
ЗТО и НИКТИ. |
Спецоборудо |
||||||||
|
|
|
|
|
вание |
это: |
1) |
установка |
для |
|||||
Рис.2.20 |
Реактор с магнитной мешалкой. |
резки спаренных ампул и на |
||||||||||||
правленной укладки ·их в кас |
||||||||||||||
1 - корпус, |
2 - рышка, 3 - мешалка; 4 - привод |
|||||||||||||
сеты |
производительность |
|||||||||||||
мешалки, 5 - штуuер для о,§ора проб; 6 - загру |
||||||||||||||
таких |
установок |
10000 |
||||||||||||
зочный люк |
|
|
|
|
||||||||||
' |
|
|
|
|
18000 |
ампул/ч; |
2) полуавто- |
|||||||
|
|
|
|
|
||||||||||
мат для направленной укладки пустых ампул в технологические кассеты |
||||||||||||||
линий ампулирования - |
производительность установок |
в зависимости от |
||||||||||||
типа кассет 22 - 40 тыс. |
ампул/ч (АП 16-1-0; 16-2-0; 16-3-0; АП25М-20/1Е; |
|||||||||||||
50 |
51 |
|
20/2Е; 20/3Е); 3) полуавтомат для мытья ампул i.uприцевым и пароконди |
|
|
По этому при1щипу работают автоматические линии ампулирования, |
|||||
цио1шым способом - производительность 5000 ампул/ч; 4) полуавтомат |
|
ряда зарубежных фирм: "Ma1·zocchi Milano", "Zanasi", /МА (Италия); |
||||||
для наполнения ампул вакуумным методом (АП-4М2) производительность |
|
ROTA, LIВRЛ, BOSCH (Германия). В состав такой линии входят следую |
||||||
12-20 тыс. амnул/ч; 5) линия вакуумного наполнения АП25М; 6) машина |
|
щие установки: |
|
|||||
для запайки ампул, в которой осуществляется удаление из ампул воздуха |
|
1) |
ультразвуковая моющая машина; |
|
||||
инертны , газом, запайка ампул и укладка ампул в кассеты производитель |
|
2) |
сушильный и стерилизующий туннель; |
|
||||
ность 15 тыс. ампул/ч; 7У установка стерилизации и контроля ампул на |
|
3) |
установка шприцевоrо наполнения и запайки; |
|
||||
герметичность (стерилизаторы АП-7; АП-18; АП-I8М); 8) машина для |
|
4) установка нанесения маркировочных КОJ]ец на ампулы. |
|
|||||
маркировки ампул производительность 10 тыс. ампул/ч;-9) автоматические |
|
|
Все установки взаимосвязаны и места перехода между ними защи |
|||||
линии для упаковки ампул в полимерную плёнку или фольгу, картонные |
|
щены ламинарным стерильным воздушным потоком, что обеспечивает со |
||||||
коробки. |
|
|
|
|
|
блюдение требований GМР. |
|
|
Недостатко;и вакуумного способа является: |
|
|
|
.. |
|
Принцип работы ультразвуковой моющей машины: ампулы или |
||
1) невозможность точного дозирования; |
|
|
|
|
флаконы через входное отверстие попадают в бункер и надеваются 11а иг |
|||
2) ампулы·при наполнениJ-1 погружаются в дозируемый раствор, что при |
|
лы распылительного устройства, которое пошагово перемещается и ампу |
||||||
водит к загрязнению капилляров ампул; |
|
|
|
|
лы (флаконы) последовательно заполняются циркулирующей водой, по |
|||
3) только часть раствора попадает в ампулы, а часть его остаётся в аппара |
|
гружаются в ванну rде идёт обработка ультразвуком с частотой 20-40Гц |
||||||
те и после цикла наполнения идёт на перефильтрацию, что ведёт к до |
|
при температуре 60°С, ополаскиваются очищенной водой, продуваются |
||||||
полнительному загрязнению и перерасходу фильтровальных материа |
|
стерильным сжатым воздухом. По окончании этих операций ампулы (фла |
||||||
лов; |
|
|
|
|
|
коны) в горизонтальном положении снимаются с игл и поступают в вы |
||
4) промежуток времени от наполнения до запайки значительный в срав |
|
ходной бункер или на транспортёр стерилизующего туннеля. Производи |
||||||
нении со шприцевым наполнением (более 3 мин) и это создает благо |
|
тельность машины 8-14 тыс. ампул/ч. |
|
|||||
приятные условия для контаминации раствора механическими частица |
|
|
Принцип работы стерилизующего туннеля: транспортировка ам |
|||||
ми и микрофлорой из окружающей среды (в сотни раз больше, чем при |
|
пул или флаконов осуществляется посредством горизонтального и двух |
||||||
шприцевом наполнении). |
|
|
|
|
вертикальных боковых транспортёров. На входе в туннель ампулы прохо |
|||
В отечественной промышленности в настоящее время всё большее |
|
дят через ламинарный поток стерильного воздуха. Туннель разделён на три |
||||||
распространение получает шприцевой метод наполнения, несмотря на то, |
|
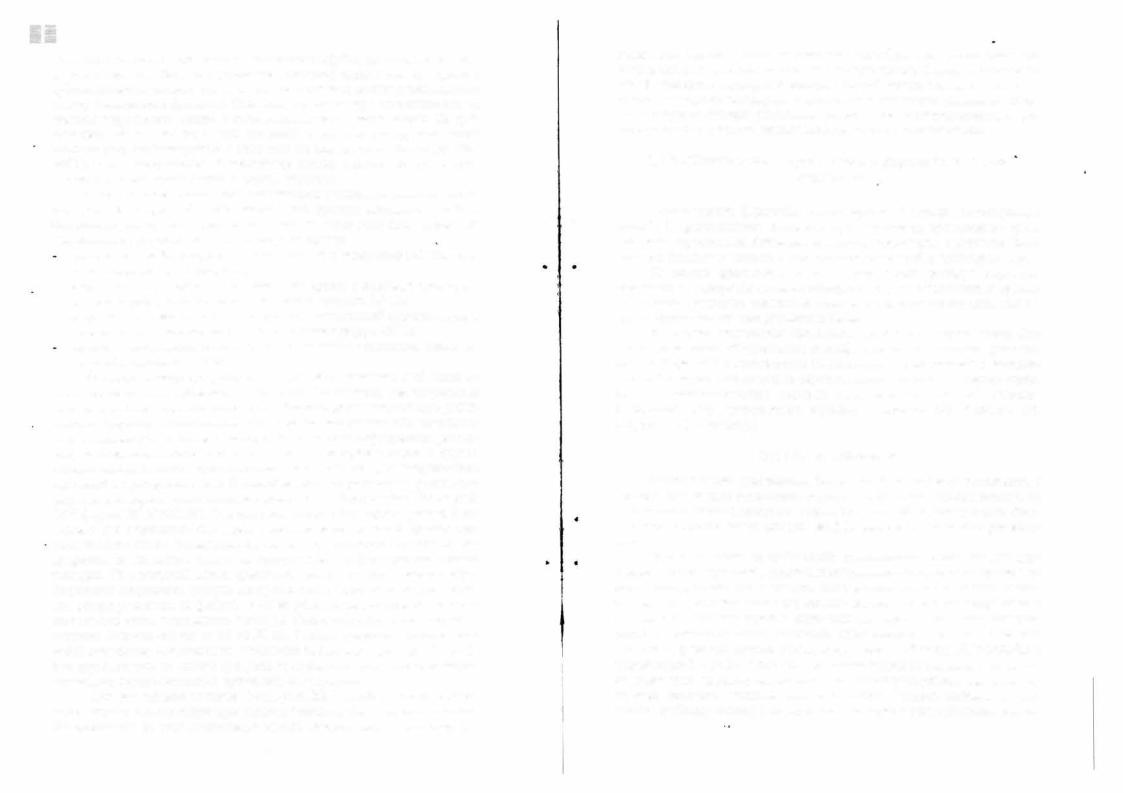
зоны: сушки, стерилизации и охлаждения (рис.2.22). |
|
|||||
что аппаратурное оформление этого метода конструктивно значительно |
|
|
Температура в зоне стерилизации 360 °с, а на выходе 23 °с. Воздуш- |
|||||
сложнее. Схема производства инъекционных раС1'50ров, соответствующая |
|
|
Рис.2. |
Схема стерили- |
||||
правилам GМР представлена на рис. 2.21. |
|
|
|
|
|
|||
|
|
|
|
|
зующего туннеля. |
|||
|
|
|
|
|
|
|
||
Нестерильная зона |
Стерильная зона |
|
|
|
|
|
А - зона сушки; В - стери |
|
|
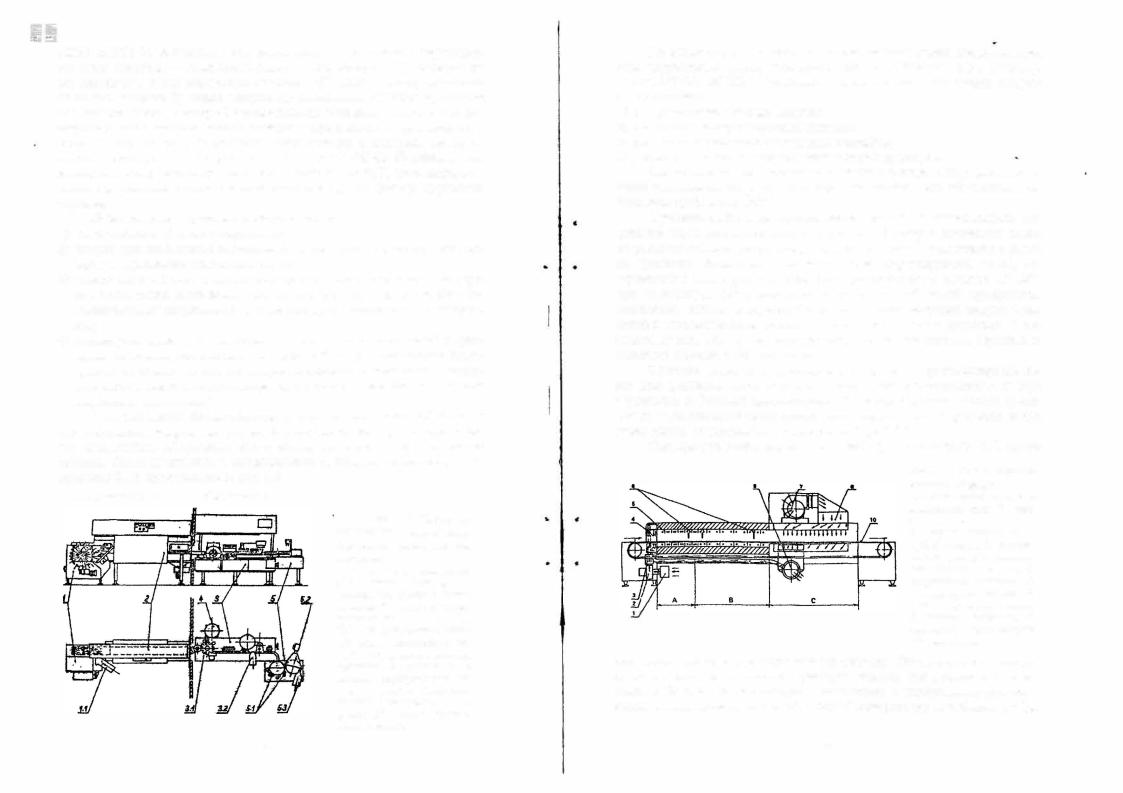
Рис. |
1. Схема ав- |
|
|
лнзацноннц зона; С - зона |
|||
|
|
|
охлажденн1 |
|||||
|
томатической линии ампу |
|
|
1- подача |
воздуха после |
|||
|
лировани я |
растворов |
д |
ля |
|
|
грубой очистки; 2- вентиля |
|
|
|
|
|
|||||
|
инъекций |
|
|
|
|
|
тор; 3- фильтр. 4- ла шнар |
|
|
1 - автомат д11я мойк11 амn л |
|
|
на• воздушная завеса, 5- |
||||
|
(1 1 - ВХО.J.НОЙ бункер). |
2 - |
|
|
нагревающие элементы. 6- |
|||
|
rуннель для сушки и стери |
|
|
температурные датчики, 7- |
||||
|
лизации; 3 - автомат шnри |
|
|
вентилятор подачи воцуха, |
||||
|
цевого наполнения и запайки |
|
|
8- фильтр воздушный, 9- |
||||
|
(3.1 - nромежуrочный ротор; |
|
|
венrnлятор отвода воздуха; |
||||
|
3.2 -выход наполненных ам |
|
|
1Отранспортер |
||||
|
пул); 4 - бункер д11я раствора |
|
ный поток проходит двухступенчатую очистку. Степень очистки воздуха |
|||||
|
препарата; 5 - установка на |
|
||||||
|
|
во второй ступени от частиц с размером больше или равным 0,3 мм со |
||||||
|
несени1 маркировочных ко |
|
||||||
|
лец на ампулы (подталки |
|
ставляет 99,97%. Нагрев воздуха в зоне сушки и стерилизации осуществ |
|||||
|
вающее устройство; 5.2 - |
|
ляется тэнами со специальной обработкой поверхности во избежание обра- |
|||||
|
сушка; 5.3 - |
выход маркиро |
|
|
|
|
||
ванных ампул).
52 |
53 |
зования окалины. Время пребывания ампул вместимостью 2 мл составляет
30 мин.
Пр111щю, работы уста1t0вю1 110 напош1ен11я амr ул: транспортная система работает пошаговым способом и состоит из входного наклонного дискового бункера, подающего цилиндра, при помощи которого ампулы из дискового бункера перемещаются на гребенчатый шаговый подающий ме ханизм поперечного выталкивателя, который обеспечивает транспорти ровку ампул в промежутках между отдельными операциями и спускного жёлоба, металлической иглы, которая при наполнении перемещается вверх. В автоматах предусмотрен узел обработки ампул инертным газом перед наполнением и перед запаиванием. Ампулы в течение процесса на полнения должны быть строго центрированы. Центрирование может быть
осуществлено посредством: призматического выреза, в который ампулы помещены;· зажимными к.цещами с четырёхточечным контактом; вращаю щимися рамками. Передвижение ампул обеспечивается сочленённым бес конечным транспортёром, или гребенчатым шаговым подающим механиз мом или в специальных патронах. Одновременно наполняются 6 ампул (в зависимости от типа оборудования). Каждую точку наполнения обслужи вает отдельный поршневой насос. Корпус насоса выполнен из стекла, а поршень может быть стеклянным, керамическим или металлическим со специальной обработкой поверхности. Работа дозирующего устройства контролируется датчиком, который в случае отсутствия ампулы (флакона) блокирует подачу раствора. Запаивание ампул осуществляется при помо щи горелок, работающих на смеси природного газа и кислорода. Оплав ленные концы ампулы захватываются клещами, которые удаляют излишки капилляра. В процессе запаивания ампулы вращаются.
|
р |
|
и |
|
ция |
|
|
|
|
о о |
о |
|
р ст |
|
оро |
осу |
|
|
Сте |
и |
л |
за |
ам |
л |
фла |
к |
н |
в) с нап |
лн нным |
а |
|
в |
м |
|
|
||
|
|
|
|
|
|
пу |
( |
|
|
е |
|
|
|
|
|
|
||
ществляется в стерилизаторах насыщенным водяным паром под избыточ |
||||||||||||||||||
ным давлением О,11 МПа и температуре 120±1°с. |
|
|
|
|
|
|
||||||||||||
Стерилизация, контроль на герметичность запайки, мойка и сушка |
||||||||||||||||||
наполненных ампул относятся к |
технологически операциям, |
требующим |
||||||||||||||||
больших затрат времени, рабочей силы и пространства. В настоящее .время на предприятиях используют специально разработанные автоклавы стерилизаторы, в которых вып9лняются все перечисленные операции. Сте рилизатор представляет четырёхугольный сосуд, работающий под высо ким давлением. Двери автоклава оборудованы запорным устройством с предохранителем, которое препятствует открыванию дверей, если в рабо чем пространстве избыточное давление. Внутренние части стерилизатора изготовлены из высоколегированной жаропрочной стали с электрополи ровкой поверхности. Стерилизатор оснащён предохранительным клапа ном, мановакууметром и термографом. Подача пара осуществляется в нижней части стерилизатора.
Наполненные ампулы, помещённые в специальные перфорирован ные короба укладываются на тележку, размещённую в специальной раме. Из этой рамы тележка с коробами переносится в стерилизатор. В стерили-
заторе проводят следующие операции: стерилизацию; проверку ампул на герметичность в окрашенном растворе; мойку и ополаскивание ампул обессоленной водой; сушку.
После проведения стерилизации в камере при помощи вакуумного насоса создаётся разрежение и идёт её заполнение красящим раствором. Затем красящий раствор откачивается из камеры, а ампулы двоекратно промываются водой очищенной. Далее осуществляется сушка ампул. В камере создаётся разрежение и сушка осуществляется при невысоких-тем пературах. По окончании сушки прекращается подача пара, в камеру по ступает очищенный воздух. Цикл стерилизации длится около 3 часов и он полностью автоматизирован.
11, Оборудование используемое в производстве инъекционных, инфу зионных растворов и глазных капель на стадии стерилизации одинаково.
Впроизводстве инъекционных и инфузионных растворов использу
•ется перспективный технологический процесс - лнофнлизация. Этот ме тод применяется при изготовлении инъекций и инфузий легкоразлагаю щихся веществ. Стерильный водный раствор лекарственного вещества за мораживают в стерильном контейнере, а затем лёд и связанную воду в асептических условиях удаляют сублимацией и вакуумной сушкой. Сушку замораживанием можно проводить в первичной упаковке (флаконе, бу тьшке, ампуле из стекла или пластика).
Оборудование для ведения процессов лиофилизации w,u холодной сублимации. Лиофнлизация - это процесс удаления растворителя из за
мороженного продукта в условиях глубокого вакуума. Если нагревать за мороженное вещество при постоянном давлении, которое ниже значения давления, при котором существует тройная точка - вещество из твёрдого вещества переходит в газообразное, минуя жидкую фазу. Это явление ис пользуется для получения фармацевтических препаратов термолабильных веществ (ферментов, вакцин, препаратов крови, антибиотиков и др.). Лио фильной сушка называется потому, чт<> порошки, получаемые методом
.. сублимации очень гигроскопичны и хорошо растворяются в процессе при готовления из них инъекционных и инфузионных растворов. Высушивание исходных растворов или суспензий осуществляется в ампулах, флаконах, бутылках из стекла или полимерных материалов.
В состав установки для лиофильной сушки входят: сублимационная камера, внутри которой расположены пластины для размещения продукта; конденсатор; охлаждающий компрессор для сублимационной камеры и для конденсатора; двухступенчатая вакуумная установка; насос.
Сублимационная камера - это та часть установки, где из заморожен ного препарата в условиях глубокого вакуума происходит испарение рас творителя, пары которого далее поступают в конденсатор-холодильник. Заrру,зка продукта в камеру может осуществляться сверху через съёмную крышку или через боковую дверь камеры. Внутри камеры расположены плиты, на которых и размещается высушиваемый продукт. Плиты выпол няют функцию нагревающего агента, но иногда и охлаждающего. Нагрев
54 |
55 |
|
г лит осуществляется при помощи встроенных трубок, по которым подаёт ся теплоноситель. Если замораживание г родукта осуществляется прямо в сублимационной камере, для охлаждения плит используют охлаждающий контур (охлаждение фреоном). Сублимационные камеры изготавливают из высоколегированных сталей с электрополировкой поверхностей. Из суб лимационной камеры парь . воды переходят в конденсатор, где они минуя жидкую фазу конденсируются в виде льда на сильно охлаждённые (до -60 - -80°С) плиты конденсатора. В установках иногда работает по два конден сатора. Один размораживается, а другой работает.
Очень важное место в сублимационных установках занимает двух
ступенчатый вакуумный насос, потому что процесс сублимации пойдёт беспрепятственно, если парциальное давление паров воды будет ниже 1,33 Па. Основные условия правильного ведения сушки:
правильный выбор скорости замораживания и окончательной темпера туры замороженного продукта;
-поддерживание вакуума на оптимальном уровне в процессе сушки, а в конце процесса достижение минимального значения 0,4 Па;
-удерживание минимальной температуры поверхностей конденсатора, а в конце сушки достижения минимальной температуры -70°С;
подвод к поверхности материала максимального количества тепла, но так чтобы материал не таял.
Согласно международному стандарту GМР упаковка и её соответ
ствие современным требованиям имеют особое значение для стерильных лекарственных препаратов. Анализ зарубежного фармацевтического рынка
показал широкое использование полимерных материалов для изготовле ния: флаконов для таблеток и капсул; флаконов для инфузионных раство
ров, офтальмологических растворов, вакцин, препаратов крови и других жидких лекарственных форм; пластиковых контейнеров для инфузионных
растворов и препаратов крови. В качестве примера рассмотрим розлив сте рильных растворов в пластмассовые флаконы на оборудовании "bottle-pack 321" фирмы ROММELAG. Это система, которая формирует флакон и за полняет его стерильным раствором в асептических условиях. Данна тех нологическая линия герметична, защищена от неумелого обращения, не прерывна. За несколько секунд из гранул пластика формируется готовая упаковка. Из разогретой массы прессуется флакон, который вначале обра батывается стерильным сжатым воздухом, далее через канал вакуумирова ния воздух удаляется из фла·конаи он на участке шприцевого заполнения заполняется дозой стерильного раствора. Таким способом возможно изго товление ёмкости для доз от 0,1 до 50 мл. Готовая продукция представляет собой моноблоки, состоящие из нескольких контейнеров (от 2 до 15 штук). Все трубопроводы по подаче продукта от подающих резервуаров до запра вочных игл можно очищать и промывать без разборки.
Для размещения системы "bottle-pack 321" не обязательно требует ся помешение с контролируе Iм классом чистоты; стерильность в системе обеспечивается за счёт постоянного потока воздуха, создающего зону по-
56
вышен1юго давления возле заправочной иглы (при наличии поломок или неиспраrтостей фасовка мгновенно прекращается). Линия представляет собой пошюстью замкнутый контур, который можно очищать и стерили зовать, начиная от резервуара с продуктом и заканчивая упаковкой. В ма шину встроена система фильтрации воздуха, все подготовительные и про изводственные процессы имеют высокий уровень авто атизации.
2.1 О. Оборудование производства фармацевтических аэрозолей
|
с |
Производство фармацевтических розолей состоит из следующих |
.. |
стадий: 1) приготовление концентрата; 2) подготовка пропеллента; 3) на |
|
|
|
|
|
|
полнение аэрозольных баллонов, контроль, оформление и упаковка аэро |
|
|
зольных баллонов в пеналы с последующей упаковкой в групповую тару. |
|
|
На стадии приготовления концентрата в виде раствора, эмульсии, |
|
|
суспе зии используется типовое оборудование для измельчения и просеи |
|
|
вания сырья, реакторы смесители, гомогенизаторы такого же типа1 как и в |
|
|
производстве мягких лекарственных средств. |
|
|
На стадиях подготовки пропеллента, наполнения аэрозольных бал |
|
|
лонов применяется оборудование специфичное только для этого f1роизвод |
|
|
ства. В Украине нет производств по изготовлению стеклянных и металли |
|
|
ческих баллонов и их поста зки осуществляются из России и других стран. |
|
|
Клапанно-распылительные системы изготавливаются на АО «Стома» |
|
|
(r.Харьков). Фармацевтические аэрозоли выпускают АО «Стома», ФФ |
|
|
«Здоровье» (г.Харьков).: |
|
|
Производство баллонов |
|
|
Изготовление стеклянных баллонов. Независимо от назначения и |
|
|
способа применения стеклянные аэрозоЛ'Ьные баллоны изготавливаются из |
.. |
|
нейтрального боросиликатного стекла НС-1 или НС-2, обладающих боль |
|
шой прочностью и минимальным коэффициентом термического расшире |
|
|
|
|
|
|
ния. |
|
|
Одним из основных требований, предъявляемых к стеклам для фар |
|
|
мацевтических аэрозолей, является категорический запрет на введение в их |
|
|
состав оксидов тяжелых металлов, ядов, радиоактивных элементов и про |
|
|
чих веществ, которые могли бы вызвать нежелательные взаимодействия с |
|
|
лекарствами. Условил варки и выработки этих стекол в основном тождест |
|
|
венны производственным процессам, протекающим в ванных печах для |
|
|
тарного и дротовоrо стекла: температура в варочной части 1460-1490°С; в |
|
|
выработочной - 1240-1320°С Изготовление баллонов производится на ав |
|
|
|
|
|
томаtических высокопроизводительных стеклоформующих машинах со |
|
|
строгим контролем технологических операции. Готовые баллоны подвер |
|
|
гаются двойному отжигу в горизонтальных лерах с температурным макси- |
|
|
57 |
|
|
|
мумом 640-650°С для устранения или ослабления остаточных внутренних напряже11ий.
На стеклянные аэрозольные баллоны на роторных или конвейерных машинах наносится полиэтиленовое или поливинилхлоридное защитное покрытие, в котором выполняется отверстие (одно или несколько) диамет ром 1 ,5 . 3,0 мм для выход.а пропеллента и препарата в случае разрушения баллона. На покрытые баллоны методом трафаретной печати наносится красочный текст, содержащий название препарата и другие необходимые
надписи.
Изготовление алюминиевых баллонов. Моноблочные алюминие вые баллоны могут быть изготовлены центробежным литьем под давлени ем или путем глубокой вытяжки из листового алюминия. В настоящее время во вGех странах алюминиевые баллоны изготавливаются пу-rем вы давливания их из плоской заготовки на мощных прессах ударного выдав ливания. Самой сложной и трудоемкой операцией в изготовлении моно блочного баллона является образование конусной части с горловиной под клапан. Образование горловины производится на специальных высокопро изводительных многошпиндельных конусообразующих автоматах в 12, 14 и более операций, в зависимости от диаметра баллона.
Последовательность изготовления баллонов: листовой алюминий со склада поступает на разматывающее и выпрямляющее устройство, после чего на прессе из него вырубаются диски необходимого размера (в зависи мости от диаметра получаемого баллона). Диски по подъемному транспор теру подаются в загрузочно-накопительное устройство. После накопления партии дисков они поочередно поступают в моечную машину, машину для полоскания раствором ПАВ и в сушилку. Высушенные диски через сбо рочно-загрузочное устройство по транспортеру направляются в печь отжи га. Оrожженные диски подъемным транспортером через накопительно загрузочное устройство поступают в машину для смазки. После чего по двум каналам они направляются на прессы выдавливания баллонов, а за тем в машину на обрезку неровного края. Вытя.нутые баллоны после об резной машины nневмотранспортом по двум каналам последовательно по ступают на конусообразующие машины и машины формования горловины. Готовые баллоны по транспортеру поступают в моечН)Ю секционную ма шину, где последовательно обрабатываются различны\fи моющими рас творами, ополаскиваются и сушатся. Высушенные баллоны по транспорте рам поступают на машины внутренней лакировки, затем по конвейеру в печь полимеризации. Лакированные баллоны подаются на установку окра ски грунтом, подсушиваются в печи и поступают на машины для литогра фирования. Высушенные в печи готовые баллоны после упаковки посту пают на склад.
Изготовление пластмассовых баллонов. Как и вся полимерная та ра, пластмассовые аэрJ}Зольные баллоны изготавливаются вакуум формованием (моноблочные) или литьем под давлением (двухдетальные)
."
••
.. .
••
на формовочных или литьевых машинах Для их изготовления разrnбnты вается специальная оснастка (формы или пресс-формы), в ко1орых из по лимера происходит формообразование баллонов.
Надпись на полимерных баллонах может быть выполнена методом трафаретной печати, тиснением или другим способом.
Производство клапа11110-расnылительных систем
Технология производства клапанно-распылительных систем сос:тоит из четырех основных стадий:
1 - изготовление пластмассовых деталей (корпус клапана, шток, рас пылитель, насадка, сифонная трубка, защитный колпачок);
2 - изготовление резиновых деталей-(прокл ка, манжеты, отсекате- ли); 3 - изготовление металлических деталей (капсулы, чашки, пружины);
4 - сборка и испытание.
В настоящее время все операции по изготовлению клапанно распылительных систем и их сборке сосредоточены на одном предпри ятии. Все процессы автоматизированы. Пластмассовые детали изготавли ваются в мноrоrнездных пресс-формах на высокопроизводительных литье вых машинах.
Сифонные трубки изготавливаются на экструдерах передавливанием расплавленного полимера через фильеру необходимого сечения.
Резиновые детали изготавливаются путем прессования в мноrоrнезд ных пресс-формах или вырубки из листовой резины.
Капсулы (чашки) lfЛапанов изготавливаются из листового алюминия путем ударного прессования, с последующим анодированием или электро полировкой поверхности.
Пружины изготавливаются из нержавеющей пружинной проволоки или из обычной пружинной проволоки с последующим кадмированием на специальных навивочных автоматах. Операции сборки клапанно распьmительных систем и их контроль осуществляются на полуавтомати ческом и автоматическом оборудовании.
Приготовление и транспортировка смесей пропеллентов
Наиболее сложными и специфичными операциями для предприя1Ий
по производству аэрозольных упаковок является приготовление смесей сжиженных пропеллентов и подачи их на линию наполнения.
В настоящее время в России предприятиями химической промыш ленности организовано производство только одной смеси хладонов l l и 12 в соотношении 50:50. Если же рецептура предусматривает друrое соотно шение хладонов или других смесей, их готовят различными способами на
спеЦJ\3ЛЬНЫХ учаСТI\ЗХ.
На рис.2.23 показана наиболее простая технологическая схема такого участка. Например, необходимо приготовить смесь хладонов 12 и 114. Хладоны поступаIQJ на участок в специальных бочках по 500 кг. Бочки при
59
58