Материал: В.И.Чуешов, Л.А.Мандрыка, А.А. Сичкарь Оборудование и основы проектирования химико-фармацевтических производств
выпуклые таблетки. Вначале сильной воздушн й струёй с поверхности |
|
|
таблеток удаляется пыль, а затем посредством форсунок на таблетки пе |
|
|
риодически разбрызгивается покрывающий раствор. По окончании покры |
|
|
тия таблетки обдувают холодным воздухом в течение 5- lО мин и выгру |
|
|
жают. На рис. 2.13 приведена принципиальная схема дражировочного кот |
|
|
ла фирмы «Pellegrini» (Италия). |
|
|
Котёл имеет сложную форму: цилиндрическая средняя часть с двух |
|
|
сторон стыкуется с двумя усечёнными конусами. К внуренней поверхно |
|
|
сти цилиндрической части приварены полые лопатки, которые повышают |
|
|
интенсивность перемешивания таблеток-ядер. С торцов котла расположено |
|
|
два отверстия. Через одно отверстие идёт наполнение барабана и осущест |
|
|
вляется контроль за технологическим процессом. Через второе отверстие |
|
|
осуществляется подвод подогретого воздуха, отсос паровоздушной смеси |
|
|
и здесь же вмонтирована форсунка для распыления покрывающего раство |
|
|
ра. В цилиндрической части имеется люк для выгрузки готового 1:родукта |
.. |
• |
|
|
|
и для мытья оборудования. Котёл изготовлен из нержавеющеи стали, |
|
|
внутренние поверхности обработаны злектрополировкой. |
|
|
Недостатком нанесения покрытий в дражировочных котлах является |
|
|
медленное протекание процесса при использовании водных растворов. В |
|
|
этом случае процесс покрытия эффективнее проводить в псевдоожи:,1сен- |
|
|
110м слое, так как эти аппараты характеризуются более высокими значе |
|
|
ниями коэффициента теплопроводности и теплопередачи от теплоносителя |
|
|
к покрываемым таблеткам. Для нанесения покрытия в режиме псевдоожи |
|
|
женного слоя на предприятиях используют установки СГ-30 и СГ-60, а |
|
|
также установки фирм «Glatt» и «Manesty». Продолжительность процесса |
|
|
покрытия не превышает 180 мин. |
|
|
•
Рис. 2 13 Схема дражировочного 1<отла фи мы «Pellegrini» 1 - система подачи подготовленного воздуха; 2 - устройство распределения возду ха внутри котла; 3 - котел; 4 - перемешивающие лопатки, 5 - направляющие вращения, 6 - электрический привод; 7 - станина, 8 - система отвода влажного воздуха
|
Для 11а11есения прессовшшых покрытий на предприятиях фармацев |
||||||
тической промышленности применяются таблеточные прессы «Drycota» |
|||||||
(фирма «Manesty», Англия), и таблетпрессы отечественного производства |
|||||||
РТМ-24. |
'Эти машины представляют собой сдвоенный агрегат, состоящий |
||||||
из |
двух |
роторов. |
На первом роторе обычно прессуются таблетки-ядра |
||||
двояковыпуклой формы, которые затем специальным транспортирующим |
|||||||
устройством передаются на второй ротор, где происходит напрессовыв_а |
|||||||
ние покрытия. |
Производительность этих машин до 10500 таблеток в час. |
||||||
|
Каш1бровка и опудривание гранул. В гранулят, предназначенный |
||||||
для изготовления таблеток вводятся добавки, |
которые с одной стороны оп |
||||||
ределяют требуемое качество таблеток, а с |
другой стороны облегчают |
||||||
процесс их изготовления. Процесс введения добавок называется опудрива |
|||||||
нием гранул |
и |
он может производится |
в |
специальных |
машинах |
||
опудривателях |
( |
|
|
|
смеситиле |
||
|
|
|
гомогенизаторах), а может быть выполнен в |
||||
rрануляторе, сушилке кипящего слоя. |
|
|
|
||||
|
Упаковка таблеток. Упаковочные линии с точки зрения принципов |
||||||
упаковки и технологического оборудования делят на: |
контурной |
||||||
- |
линии для контурной ячейковой (блистерной) упаковки и |
||||||
- |
безъячейковой |
упаковки; |
|
|
|
||
линии для упаковки в стеклянную тару; |
|
|
|
||||
- |
остальные упаковочные устройства. |
|
|
|
|||
|
Широкое распространение получили линии для блистер11ой (ш,и |
||||||
контурной ячейковой) упаковки. Они состоят из таких элементов: |
|||||||
1)автомат упаковки в блистеры;
2)картонажный автомат;
З) |
контрольные весы; |
|
|
4) |
автомат групповой упаковки. |
|
|
|
В этих линиях материалом для получения термоформуемой плёнки |
||
является слабопластифицированный поливинилхлорид (ПВХ). Эта nлёнка |
|||
хорошо формуется и термосклеивается с разными материалами: алюми |
|||
ниевой фольгой; бумагой, картоном покрытым слоем термолака. |
Такая |
||
упаковка широко используется для негиrроскопичных таблеток, |
драже, |
||
капсул. |
На производстве примеuяют машины зарубежных фирм |
||
изготовителей: ФАРКОН, Uhlшann и др., а также производства НПО «Про |
|||
гресс» (С-Петербург). Они формуют в термопластичной плёнке ячейки, в |
|||
которые помещают таблетки, драже, капсулы, затем термосклеивают плён |
|||
ку с фольгой, наносят методом тиснения серию и срок годности лекарст |
|||
венного препарата и вырубают готовые упаковки. Машины отличаются по |
|||
способу формировани}!: ллёнки: непрерывный и циклический.· В первом |
|||
случае плёнка в автомате непрерывно поступает на вращающийся барабан, |
|||
где идёт е разогрев до пластичного состояния при помощи злектронаrре |
|||
ватеJJ.Я или инфракрасного излучателя. Размягчённая плёнка при помощи |
|||
вакуума присасывается к ячейкам барабана и принимает необходимую |
|||
форму. Образовавшиеся ячейки заполняются таблетками, капсулами, после |
|||
чего сверху покрываются алюминиевой фольгой. При помощи горячего ,и |
|||
40
холодного бара9анов термосклеивающей установки склеиваются полосы |
|
плёнки 11 фольги. |
Полученная лента с таблетками или капсулами выруба |
ется на штампе. |
6е11,ячейко1иtя iu,u «стриповщт уптшв,ш состоит из |
Кт1111_1'[JШtя |
|
термически склееной в виде решётки двойной ленты, в непроклеенные |
|
места, которой помещаются таблетки. Материалом для упаковки служит |
|
целлофан, покрытый термосклеивающимся лаком, ламинированная бумага |
|
или фольга. Для упаковки используют автоматы. с производительностью |
|
615-1ООО табл./мин при ширине ленты 50-60 мм, диаметре таблеток не бо |
|
лее 12 мм. Автоматы работают по такому принципу: таблетки из вибропи |
|
тателя подают на дистанционное устройство, которое укладывает их на |
|
нижнюю целлофановую ленту в два ряда с определённым шагом. Сверху |
|
накладыва.ется вторая лента. Проходя между нагретыми барабана1-1и, ленты |
|
свариваются, а затем отр заются с необходимым количеством таблеток в |
|
упаковке. |
|
Ут11<0вка таблеток в стеклянную тару. Для фасовки таблеток, |
|
драже, гранул, капсул в банки, флаконы, пробирки используют оборудова |
|
ние зарубежных фирм, и также НПО «Прогресс». Это автоматы для фасов |
|
ки таблеток в стеклянные пробирки с одновременной укупоркой пробирок |
|
полиэтиленовой пробкой с амортизатором. Производительность автоматов |
|
7000 пробирок/час. Мариупольским ЗТО выпускается технологическая ли |
|
ния для фасовки таблеток в стеклянную тару с резьбовым горлом. Произ |
|
водительность линии 3000-7200 флаконов/час в зависимости от числа таб |
|
леток во флаконах. |
|
2.7. Оборудование производства медицинских капсул |
|
Для получения мягких и твёрдых желатиновых капсул используется |
|
различное по конструкции оборудование. Изготовление мягких желатино |
|
вых капсул и их наполнение производится в одной установке и на одном |
|
предприятии. Твёрдые желатиновые капсулы могут производиться на од |
|
ном предприятии, а их заполнение на других. |
|
На стадии |
приготовления желатиновой массы используется такое |
|
, оснащённые парово |
оборудование, как: реакторы различной вместимости |
|
дяными рубашками, мешалками различных типов, пригодных для переме |
|
шивания и гомогенизации язких сред; подводом вакуума. Для выстаива |
|
ния, хранения и транспортирования приготовленной массы используются |
|
термостатируемые ёмкости. Для введения в желатиновую массу красите |
|
лей и вспомогательных веществ используются ёмкостные аппараты с пе |
|
ремешивающими устройствами и подводом вакуума. |
|
Для получения мягких капсул используются автоматы, которые |
|
выполняют формирование, заполнение и запечатывание капсул. |
|
Капельный метод изготовления капсул. Оборудование для изго |
|
товления капсул этим методом производит голландская фирма "Interfarm |
|
|
|
Bussum", МГП "Гранула"(Россия) |
и др. |
Автоматы, производящие капсулы |
|||||
|
|
зтим методом высокопроизводительны |
- до 100 тыс. капсул в час с высо |
||||||
|
|
кой точностью дозирования (отклонение в дозировке наполнителя не пре |
|||||||
|
|
вышает ± 3%). Этим методом можно капсулировать только легкотекучие |
|||||||
|
|
жидкие наполнители с небольшим верхним пределом дозирования 0,3 мл. |
|||||||
|
|
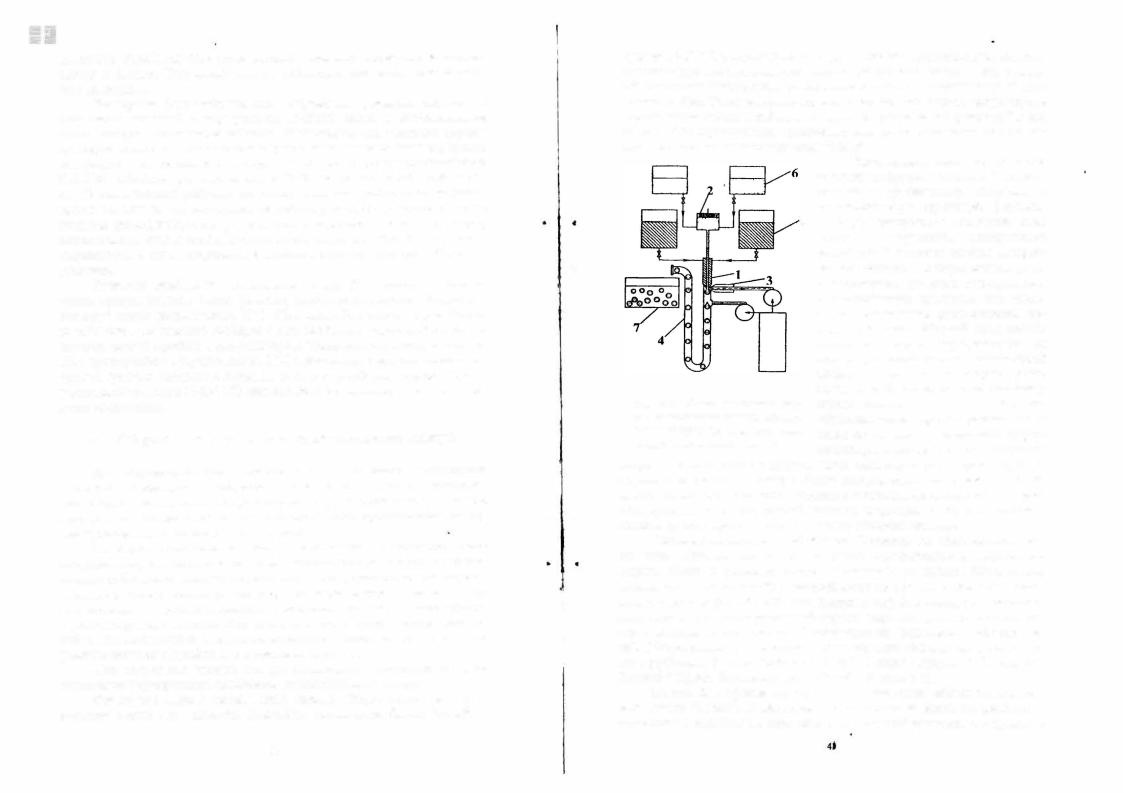
На рис. 2.14 представлена принципиальная схема получения капсул ка |
|||||||
|
|
пельным методом на автомате типа "Mark". |
|
|
|
||||
|
|
|
|
|
|
Расплавленная желатиновая масса |
|||
|
|
|
|
|
из термостатируемой ёмкости 5 по обог |
||||
|
|
|
|
|
реваемому |
трубопроводу |
поступает |
в |
|
|
|
|
|
|
концентрическую трубчатую форсунку |
||||
|
|
|
|
5 |
1. Через центральное отверстие этой |
||||
|
|
|
|
|
форсунки |
посредством |
дозирующего |
||
|
|
|
|
|
устройства 2 выходит жидкое лекарст |
||||
.. |
• |
|
|
|
венное средство 6, а через концентриче |
||||
|
|
|
|
|
ское отверстие форсунки одновременно |
||||
|
|
|
|
|
с лекарственным средством под давле |
||||
|
|
|
|
|
нием выдавливается расплавленная же |
||||
|
|
|
|
|
латиновая масса. Жидкий наполнитель |
||||
|
|
|
|
|
заполняет капсулу, образующуюся из |
||||
|
|
|
|
|
концентрического потока |
желатиновой |
|||
|
|
|
|
|
массы, а запечатывание капсулы проис- |
||||
|
|
|
|
|
ходит за счёт естественного поверхно |
||||
|
|
Рис. |
2.14 Схема |
получении мяг- |
стного натяжения желатина. Под воз |
||||
|
|
ких |
желатиновых |
капсул капель- |
действием пульсатора 3 образовавшиеся |
||||
|
|
ным |
методом на |
автомате типа |
капли отрываются и поступают в цирку- |
||||
|
|
«Mark» (объяснение в тексте) |
|||||||
|
|
ляционную систему 4, заполненную ох- |
|||||||
|
|
|
|
|
|||||
|
|
лаждённым вазелиновым маслом. |
Здесь происходит формирование, охла |
||||||
|
|
ение и перемещение капсул. Далее капсулы отделяют от масла, промы |
|||||||
|
|
вают изопропиловым спиртом и сушат в специальных сушильных камерах, |
|||||||
.. |
" |
в которые подаётся воздушный поток со скоростью 3 м/с, |
что позволяет |
||||||
|
|
удалить промывную жидкость и влагу из оболочки капсулы. |
|
|
|||||
|
|
Ротационно-матричный метод. |
Автоматы для изготовления кап |
||||||
|
|
сул этим методом выполняют операции первоначального закрепления |
|||||||
|
|
формы, сушки и удаления следов загрязнений (от смазки, |
наполнителя, |
||||||
1 |
|
механических загрязнений) с высокой точностью (± 1%) и большой произ |
|||||||
|
водительностью (от 18 до 92 тыс. |
капсул в час). Это оборудование позво |
|||||||
|
ляет получать капсулы различной формы, широкого диапазона вместимо |
||||||||
|
сти с |
наполнителями различной консистенции (жидкими, пастообразны |
|||||||
|
|
ми). Оборудование для изготовления капсул этим методом выпускаю мно |
|||||||
|
|
гие зарубежные ф рмы: "Scherer" - США; "Leiner" - Англия; |
"Phaпnagel" - |
||||||
|
|
Италия; "Capsule Technology lnternational" - Канада и др. |
|
|
|||||
|
|
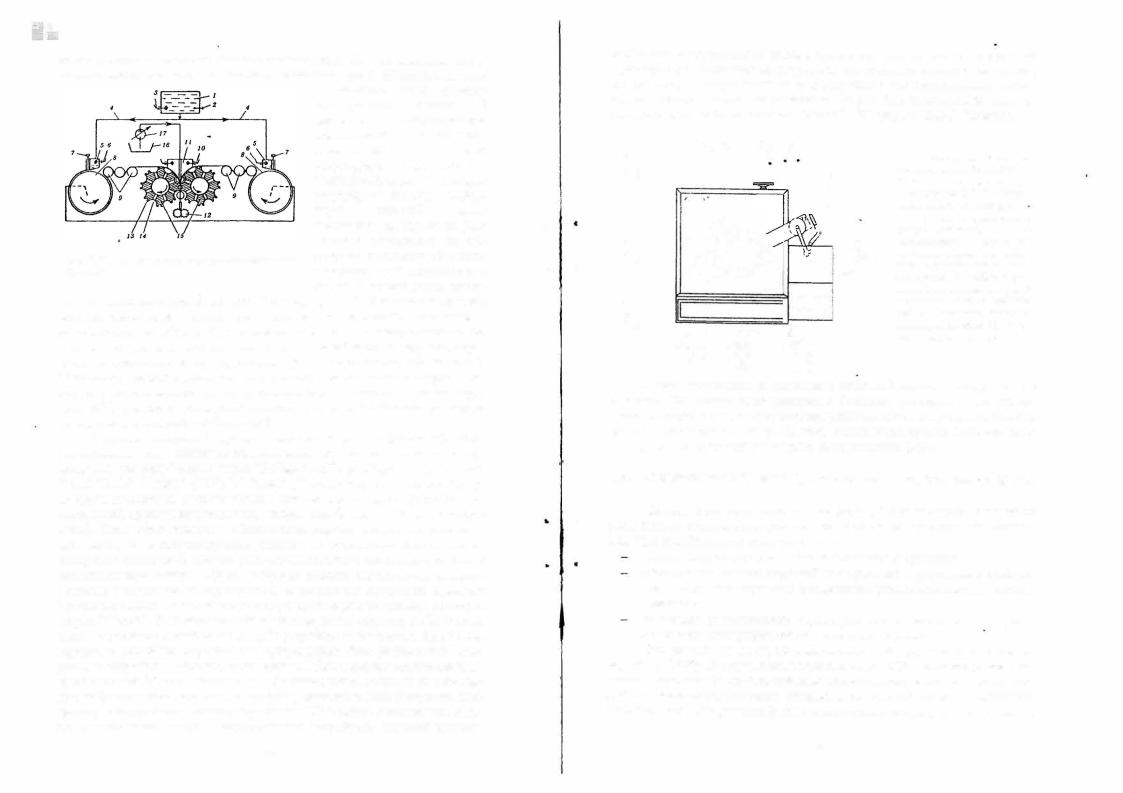
На рис. 2.15 приведена nринципиальная схема работы автоматиче |
|||||||
|
|
ской линии "Leiner". Подготовленная желатиновая масса из реактора - |
|||||||
|
|
термостата 1 пода тся по двум обогреваемым трубопроводам 4 в правую и |
|||||||
|
|
|
|
|
|
' |
|
|
|
42
1
левую распределительную ёмкости-термостаты 5. Из 1тих емкостей жела
ти,ювая масса п ступает на барабаны желатинизации 8 |
Желатиновая мас |
|||||
|
са проходя |
через |
систему |
|||
|
охлаждаемых |
валков |
9 |
|||
|
застывает |
с |
образованием |
|||
|
желатиновой ленты. |
Толщина |
||||
|
желатиновой |
|
ленты |
|||
|
регулируется |
при |
помощи |
|||
|
заслонки-затвора 7, которая |
|||||
|
регулирует |
высоту |
зазора, |
|||
|
через |
который |
масса |
|||
|
выливается на барабаны. Для |
|||||
|
лучшего скольжения. на обе |
|||||
Рис. 2.15. Схема работы автематической линии |
стороны желатиновой ленты |
|||||
наносится слой вазелинового |
||||||
"Leiner" |
||||||
|
масла. С валков лента посту |
|||||
пает на штамповочные барабаны 15 с матрицами 14. В момент соприкос новения пресс-форм и совмещения противолежащих матриц через канал в клиновидном устройстве 1 1 происходит дозирование лекарственного ве щества, что приводит к вдавливанию желатиновой ленты в матрицы, обра зованию половинок капсулы, которые тут же склеиваются между собой. Полученные капсулы подаются на промывку изопропиловым спиртом, по сле чего высушиваются вначале в сушилке барабанного типа при темпера туре 24°С, а затем в туннельной сушилке в течение 12-18 часов до содер жания влаги в капсулах не более 10%.
Твёрдые капсулы получают методом погружения (макания). Сего дня автоматические линии по изготовлению твёрдых желатиновых капсул выпускает ряд зарубежных фирм: "Hofliger und Karg" (Германия); "Elanco", "Parke Davis", "Colton'1 (США); "Zanazi" (Италия) и др. Эти автоматы друг от друга отличаются незначительно (копичеством штифтов, формой рам держателей, производительностью, которая колеблется от 36 до 72 капсул в час). Такое оборудование в обязательном порядке состоит из: ма атель ной ванны в термостатируемом кожухе, поrружаюшего механизма со штифтами; сушильной камеры, узла авто,1атического подрезания, снятия и комплектования капсул. Пустые твёрдые капсулы наполняются лекарст венными веществами на Сf!ециальных наполняющих автоматах. Принцип работы автоматов по наполнению капсул рассмотрим на примере автомата фирмы "Zanazi". Этот автомат позволяет дозировать порошки любого типа; здесь может быть установлено до трёх устройств дозирования. Вместо до зирующих устройств порошка или rранул может быть установлено дози рующее устройство жидкого наполнителя. Максимальная производитель ность автомата 70 тыс. капсул в час. Основные части автомата по заполне нию твёрдых капсул: станина, в которой размещается электропривод, ком прессор, вакуум-насос, панель управления. На станине размещается сбор ник для хранения капсул и сортировочное устройство, круглый вращаю-
.. ..
..
щийся стол с держателями крышек; бункер для наполнителя с подводящим и дозирующим устройством; устройство для удаления капсул с дефектами;
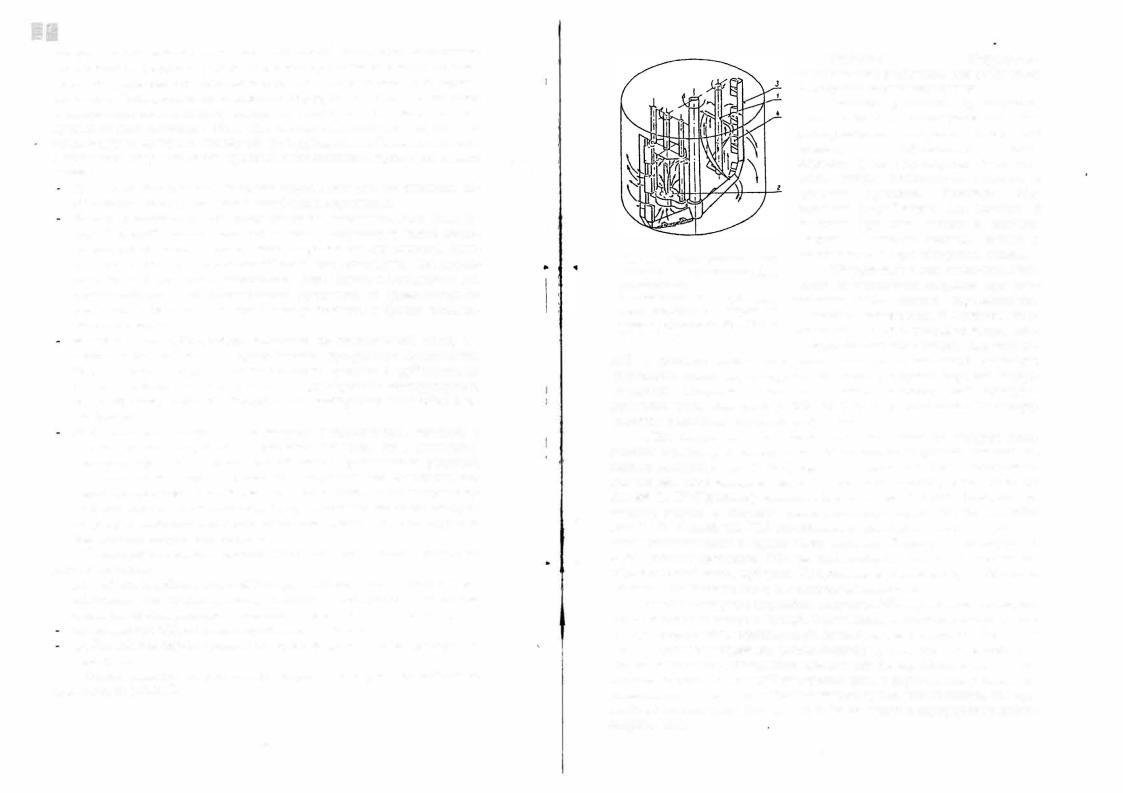
устройство для закрывания капсул; устройство для выталкивания напол ненных капсул и чистящее устройство. На рис. 2. 16 представлена принци пиальная схема работы автомата "Zanazi" - 70" фирмы "IMA" (Италия).
|
7 |
. . |
|
Во |
|
о |
|
|
|
|
|
|
6 |
|
|
|
|
о |
|
|
|
|
|
Рис. 2. 16. Схема ра |
|
о |
|
|
|
|
|
|
|
g |
боты автомата "Zanazi": |
|||
о. |
|
|
|
|
|
|
9 |
о |
||||
|
|
|
|
|
|
|
положение I - подача капсул |
|||||
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
G |
и их вскрытие; 2, 3 |
. сорти |
||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
ровка капсул по размеру, 4 |
||||
о • |
1 • |
а:)(,'.' |
' |
|
О 11 |
|
е=о |
|||||
|
|
зирование гранул или табле |
||||||||||
5 |
f |
|
fbl _; |
|
|
|
|
nepвaJI |
стадия дозирования |
|||
|
|
|
1• |
-.\ |
|
|
|
1J |
rранул |
(таблеток, |
жидкого |
|
|
|
|
• ) |
|
|
|
наполнителя); 5 · второе до |
|||||
о |
?j;;,13 |
|
|
,о= |
ток; 6 - дозирование порошка |
|||||||
|
\..о |
<..µ· |
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
или гранул; 7 - отбор и уда |
||
|
|
|
|
|
|
|
|
|
|
ление бракованных капсул, 8 |
||
4 |
|
|
|
|
|
|
|
|
|
· закрмтие капсул крышеч |
||
о • |
|
|
|
|
|
|
|
|
|
кой; 9 |
- удаление |
капсул в |
о |
|
|
|
|
|
|
\Q |
приемную емкость; |
1 О - очи |
|||
|
GQ |
|
GQ |
, |
|
|
стка сжатым воздухом. |
|||||
|
36 |
|
26 |
|
|
|
||||||
|
{]:О |
|
{}[} |
|
|
|
|
|
|
|
||
|
с=, |
|
|
6 |
|
|
|
|
|
|
|
|
После наполнения и закрытия крышечкой капсулы поступают на |
||||||||||||
упаковку. |
Это может быть упаковка в блистеры, |
стеклянную или пласт |
||||||||||
массовую тару, |
а они, |
в свою очередь, упаковываются в картонный пенал и |
||||||||||
далее в групповую упаковку. На этой стадии используется тоже оборудо вание, что и в производстве твёрдых лекарственных форм.
2.8. Оборудование производства мягких лекарственных форм
Качество мягких. лекарственных форм (МЛФ) во многом зависит от соответствия оборудования для их производства технологическим процес сам. При несоблюдении этого возможно:
неравномерное распределение компонентов в продукте;
образование газовых эмульсий, что приводит к ухудшению стабиль ности в процессе хранения и изменению физико-химических свойств препарата;
изменение реологических параметров, что также приводит к деста билизации дисперсных систем в процессе хранения.
Материалы, из которых изготовляется оборудование для произ водства (МЛФ). В современных производствах МЛФ рекомендуется при менять основное и вспомогательное оборудование, системы коммуника ций из высококачественных леrnрованных сталей марок 12XJBHJOТ. l2Xl 7Н1 ЗМЗТ. Не рекомендуется использовать оборудование из стекла,
44 |
45 |
|
потому что в аварийных ситуациях битое стекло может стать источником |
|
|
|
|
|
|
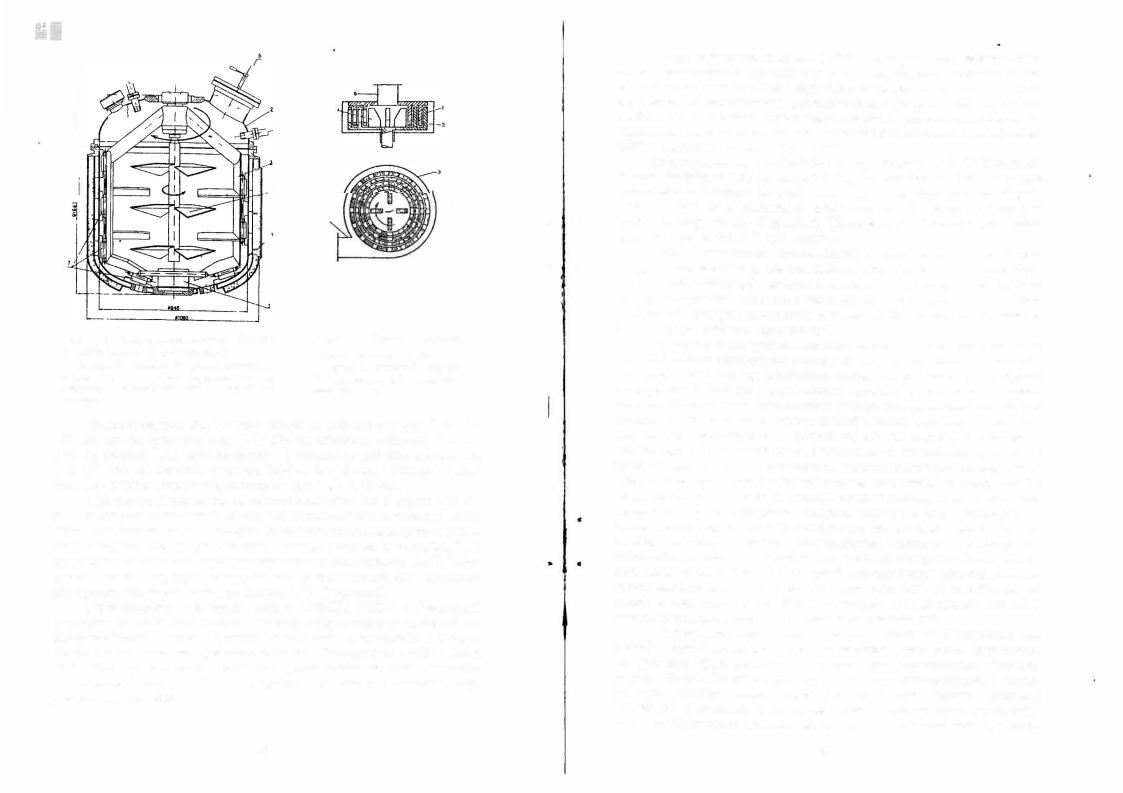
Реакторы |
|
|
|
оборудуются |
||||||
контаминации продукции, |
кроме того параметры ведения многих техноло |
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
пароводяными рубашками или рубашками |
|||||||||||
гических процессов в стеклянном оборудовании огранич:ены из-за хрупко |
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
с обогревом масляными тэнами. |
|
|
|||||||||
сти стекла. Недопустимо использование оборудования из чёрных металлов |
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
Реакторы |
работают под |
|
вакуумом, |
||||||||
и низколегированных сталей, так как это приводит к контаминации про |
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
чтобы |
избежать |
пенообразования |
или |
||||||||
дукции ионами металлов, |
более того детали изготовленные из обычной |
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
завоздушивания реакционной массы, |
что |
||||||||||
стали могут со временем полностью прокорродировать. Повреждения эма |
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
приводит |
к |
образованию |
|
газовых |
|||||||
лированного покрытия также приводят к контаминации продуктов ионами |
|
|
|
|
|
|
|
||||||||||
( |
\ |
|
|
|
|
эмульсий, а это в последствии будет при |
|||||||||||
железа. |
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
чиной |
потёри |
стабильности |
продукта в |
|||||||
Для транспортирования исходного сырья после его отвешивания ис |
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
процессе |
хранения. |
|
Реакторы |
обо |
|||||||
пользуются ёмкости из нержавеющей стали с крышками. |
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
рудуются |
устройствами |
для |
загрузки и |
||||||||
Выгрузку промежуточной продукции (мази, линимента, геля, суппози |
|
|
|
|
|
|
|||||||||||
|
" |
с |
|
|
|
выгрузки |
Ьродук:га, |
входов |
и |
выходов |
|||||||
торной массы) осуществляют под давлением отфильтрованного сжато |
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
вакуума |
и сжатого |
воздуха, |
|
входов и |
|||||||
го воздуха или азота в герметически закрываемые передвижньiе ёмко |
|
|
|
|
|
|
|
||||||||||
|
|
|
Рис. .1 . Схема реактора с раз- |
выходов воды и пара, смотровым окном. |
|||||||||||||
сти из легированной нержавеющей стали (так называемые "мюллеров |
|
|
|
||||||||||||||
|
|
|
личными |
перемешивающими |
Оборудование для гомогенизации. |
||||||||||||
ские бочки"), различной вместимости. Эти ёмкости используются для |
|
|
|
||||||||||||||
|
|
|
устройствами. |
|
Одной из важнейших операций при изго |
||||||||||||
временного хранения промежуточной продукции, её транспортирова |
|
|
|
|
|||||||||||||
|
|
|
1 - спиральная мешалка; 2 - колло |
товлении |
МЛФ |
помимо |
перемешивания |
||||||||||
ния к месту фасовки и выгрузки непосредственно в бункер наполни |
|
|
|
иднu мельниuа; 3 - якорная ме |
|||||||||||||
|
|
|
является гомогенизация. В процессе гомо |
||||||||||||||
тельного автомата. |
|
|
|
|
шалка с тефлоновыми скребками на |
||||||||||||
|
|
|
|
генизации вместе с перемешиванием про |
|||||||||||||
|
|
|
|
кронштейнах |
|
|
|||||||||||
Материальные трубопроводы выполнены из нержавеющей стали, а в |
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
исходит измельчение частиц. Для этих це |
|||||||||||
местах "мёртвых" зон - из армированного прозрачного полиэтилена. |
|
|
|
|
|
|
|||||||||||
|
|
|
лей в промышленности используют |
коллоидные |
мельницы, |
мазетёрки |
|||||||||||
Это позволяет определять наличие остатков продукта в трубопроводах |
|
|
|
||||||||||||||
|
|
|
(жерновые, |
дисковые, |
вальцовые). В настоящее время широкое распро |
||||||||||||
и за счёт гибкости шланга удалять их. Трубопроводы конструируются |
|
|
|
||||||||||||||
|
|
|
странение |
получили |
такие |
типы |
гомогенизаторов, |
как |
|
роторно |
|||||||
таким образом, чтобы они быстро и легко разбирались для мойки и де |
|
|
|
|
|||||||||||||
|
|
|
пульсационные аппараты (РПА). РПА бывают погружного (вмонтиро |
||||||||||||||
зинфекции. |
|
|
|
|
|||||||||||||
|
|
|
|
ванного) и проточного (проходного) типов. |
|
|
|
|
|
|
|
||||||
Для приготовления основы, концентрата лекарственного вещества и |
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
РПА погружного типа выполняют в виде мешалок, которые поме |
||||||||||||||
других компонентов, а также приготовления мази, геля, линимента, |
|
|
|
||||||||||||||
|
|
|
щаются в реактор. К такому типу РПА относятся гидродинамические ап |
||||||||||||||
эмульсии, суспензии, |
суппозиторной массы применяются реакторы |
|
|
|
параты роторного типа (ГАРТ), серийно выпускаемые Таллиннским заво |
||||||||||||
различной вместимости с герметически закрываемыми крышками, что |
|
|
|
||||||||||||||
|
|
|
дом химического машиностроения, погружные аппараты фирмы "Janke and |
||||||||||||||
предотвращает все виды контаминации, испарение или поглощение во |
|
|
|
||||||||||||||
|
|
|
Kunkel К. G" (Германия), мешалка Polytron фирмы "OLSA" (Италия). По |
||||||||||||||
ды в процессе изготовления продукции, а также позволяет производить |
|
|
|
||||||||||||||
|
• |
с |
следняя входит в комплект |
реактора-гомогенизатора MACEF |
РН-500В |
||||||||||||
загрузку и выгрузку исходного сырья или промежуточного пр дукта |
|
|
|
(рис.2.18). Данный тип РПА устанавливают для эффективности перемеши |
|||||||||||||
при помощи вакуума или давления. |
|
|
|
||||||||||||||
|
|
|
вания дополнительно к другим типам мешалок. Несмотря на конструктив |
||||||||||||||
Реакторы-смесители должны быть укомплектованы мешалками |
|
|
|
||||||||||||||
|
|
|
ную простоту погружные РПА не обеспечивают достаточно однородной |
||||||||||||||
различных типов: |
|
|
|
• |
|||||||||||||
|
|
|
|
обработки всей массы продукта. Их применение оправдано при небольших |
|||||||||||||
- рамной или скребково-якорной (иногда с тефлоновыми скребками), не |
|
|
|
||||||||||||||
|
|
|
объемах обрабатываемых сред с невысокой вязкостью. |
|
|
|
|
|
|||||||||
обходимой для предотвращения локальных перегревов и налипания |
|
|
|
|
|
|
|
|
|||||||||
|
|
|
Наибольшее распространение получили РПА проточного типа, ко |
||||||||||||||
массы на стенках реактора в процессе нагревания или охлаждения; |
|
|
|
||||||||||||||
|
|
|
торые состоят из ротора и статора, помещенных в корпусе и выполненных |
||||||||||||||
лопастной для эффективного перемешивания массы; |
|
|
|
||||||||||||||
|
|
|
в виде чередующихся коаксиальных цилиндров с прорезями (отверстиями) |
||||||||||||||
турбинной для эмульгирования или суспендирования тонкодисперсных |
|
|
|
||||||||||||||
|
|
|
или в виде, концентрически расположенных зубьев. Во внутренней зоне |
||||||||||||||
порошков. |
|
|
|
|
|||||||||||||
|
|
|
|
ротора могут быть установлены лопасти или ножи, обеспечивающие из |
|||||||||||||
Схема реактора с различными перемешивающими устройствами |
|
|
|
мельчtшие крупных фракций дисперсной фазы и улучшающие условия пе |
|||||||||||||
приведена на рис.2.17. |
|
|
|
|
ремешивания и транспорта обрабатываемой среды, поступающей, как пра |
||||||||||||
вило, по осевому патрубку и движущейся от центра к периферии устройст ва (рис. 2.19).
46 |
47 |
|
rr1 - 1
|
-" |
|
|
|
\ |
|
f |
|
|
• |
|
, |
, |
|
Рис. |
Реактор-гомогенизатор МАСЕF |
РН-500В фирмы "OLSA" (Италия). |
|
1 - корпус, 2 - крышка, 3 - рамная мешалка; 4 |
|
- лопастная мешалка, 5 - ,урбинная мешалка |
|
Polytron; 6 - загрузочный люк; 7 - тефлоновые |
|
скребки |
|
Рис 2 |
Схема роторно- |
пульсационного аппарата. |
|
1 - ротор, 2 - статор; 3 - корпус, |
|
4 - крыльчатка; 5, 6 - входной и |
|
выходноil патрубки |
|
Вмонтированные РПА имеют диаметры рабочих органов 115, 130, |
|
150 мм,частота вращения вала - 2900 об/мин,мощность двигателя 2,2 - 7,5 |
|
кВт. Проточные РПА изготавливаются с диаметром рабочих органов 60, |
|
115, 150,230 мм, частотой вращения 1500 - 8000 об/мин. Мощность двига |
|
3 |
/час. |
теля 1,4 - 37 кВт. Производительность по воде 1,6-60 м |
|
При изготовлении МЛФ,содержащих антибиотики и другие вещест |
|
ва с частицами повышенной прочности, рекомендуется применять аппа |
|
раты роликового типа, в которых дополнительными диспергиру ещими |
|
телами служат ролики, расположенные между ротором и статором. РПА |
|
проточного типа и роликовые гомогенизаторы выпускаются НПО "Про |
|
гресс" (Санкт-Петербург), из зарубежных производителей это оборудова |
|
ние производит фирма "Jankc: and Kunkel К. G" (Германия). |
|
Гомогенизатор "Мегатрон" фи;рмы "KINEMAПСА" (Швейцария) |
|
представляет собой коллоидную мельницу, оборудованную системой ох |
|
лаждения "труба в трубе". Процессы смешивания компонентов и гомоге |
|
низации мази позволяет проводить установка "Борщаговка - 320" (Киев); |
|
НПО "Техэнерrохимпром" - предлагает проточно-кавитационные смесите |
|
ли гомогенизаторы. На Украине разработан реакторный гомогенизатор |
|
диспергатор АР-3000. |
|
.. |
& |
••
..
Об()рудование дли фасовки МЛФ Период хранения нерасфасован |
|
ного промежуточного продукта в реакторе или сборнике необходимо све |
|
сти к минимуму во избежание нарушения стабильности препарата. Поэто |
|
му количссгво r1роизводимой промежуточной продукции в реакторе долж |
|
но быть сбалансировано с производительностью тубонаполнительноrо ав |
|
томата, автомата по изготовлению суппозиториев, автомата по расфасовке |
|
МЛФ в другой вид первичной упаковки. |
|
Оборудование по фасовке МЛФ в ту ы выпускают НПО "Прогр сс" |
|
(Санкт-Петербург), Мариупольский ЗТО, а из зарубежных фирм на наших |
|
предприятиях успешно работают автоматы тубонаполнительные фирмы |
|
"JWKA", автомат по наполнению туб/упаковке туб в картонные коробки |
|
фирмы «Петер Биндер» (Германия), '!Норд матик" (Швеция) и др. Произ |
|
водительность от 30 до60 туб в минуту. |
|
Тубонаполнительная машина состоит из таких основных частей: узла |
|
загрузки туб; механизма опрокидывания; узла воздушной очистки внут |
|
ренней поверхности туб; механизма ориентации туб по этикетке; бункера |
|
для промежуточного продукта с системой нагрева и перемешивания; узла |
|
наполнения туб; трёхпозиционной станции загибки с операцией впечаты |
|
вания информации; узлавыгрузки туб. |
|
Принцип работы тубонаполнительной машины: мазь передавливают |
|
в бункер тубонаполнительной машины и фасовку осуществляют при тем |
|
пературе |
° |
18-25 С без перемешивания. Алюминиевая туба из узла загрузки |
|
посредством механизма опрокидывания попадает в оправу револьверной |
|
головки бушоном вниз. Револьверная головка поворачивается по часовой |
|
стрелке и туба попадает в узел воздушной очистки внутренней поверхно |
|
сти, которая производится воздушной струёй под давлением. Последую |
|
щий поворот револьверной головки доставляет её к механизму ориентации |
|
тубы по рисунку,где она посредством датчика ориентируется для после |
|
дующей операции загибки юбки тубы после наполнения её продуктом. На |
|
операции наполнения мазь из бункера засасывается поршнем, а затем под |
|
давлением поршня посредством шприца фасуется в тубу. Последующий |
|
поворот револьверной головки подводит оправку с тубой к первой станции |
|
загибки, где последовательно с последующими позициями происходит за |
|
гибка юбки наполненной мазью тубы с двойным поворотом. Величина од |
|
ного заворота равна 5 мм. На последней позиции стадии загибки впечаты |
|
ваются необходимые данные (№ серии, срок годности). Узел выгрузки туб |
|
подаёт заполненную тубу в жёлоб, из которого туба автоматически попа |
|
дает на транспортёр подачи туб аВ1омата по упаковке туб. |
|
Обо |
удование для изготовления суппозиториев Промышленным |
способом |
р |
изготовления суппозиториев является метод литья. Зарубежны |
|
ми фирмами производятся машины для литья суппозиториев (автомат |
|
фирма1 "Franco Crespi") и автоматы для упаковки суппозиториев в целло |
|
фановую упаковку, алюминиеJJую фольгу в виде полосок (стрипов) |
|
"Wolkogon" (Германия). В настоящее время на предприятиях по изготов |
|
лению суппозиториев работают высокопроизводительные линии, в кото- |
|
48 |
49 |