Материал: Углеродные наноматериалы, производство, свойства, применение (Мищенко), 2008, c.172
Установлено, что наименьшее значение fтр = 0,06…0,07 получено при внесении УНМ и смеси квазикристаллов Al65Cu23F13 с полиэтиленом низкого давления ПЭНД. Несмотря на примерно одинаковый эффект этих добавок, применение УНМ можно считать предпочтительным, так как использование полиэтилена неизбежно вызывает уменьшение механической прочности покрытия и, как следствие, снижение несущей способности.
0,2
0,15
0,1
0,05
00
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
|
Рис. 6.13. Коэффициенты трения покрытий с добавками: |
|||
|
|
|
1 – |
металлокомплекс меди и основания Шиффа (подложка Ст3); |
||
2 – |
квазикристалл Al65Cu23F13 (подложка Ст3); 3 – MoS 2 (подложка графит); 4 – квазикристалл Al65Cu23F13 (подложка графит); |
|||||
|
|
|
5 – |
квазикристалл Al65Cu23F13 + полиэтилен (подложка графит); |
||
|
|
|
6 – металлокомплекс меди и основания Шиффа (подложка графит); |
|||
|
|
|
|
|
7 – |
УНМ (подложка Ст3) |
Наряду с достижением аномально низкого fтр были зафиксированы уменьшение давления страгивания (≈ в 2 раза), увеличение до 1 000 000 циклов наработки испытанных пневмоцилиндров, а также выглаживание до Ra = 1,27…1,7 мкм их рабочей поверхности (начальное значение Ra = 3,0 мкм) в зоне трибоконтакта [8].
6.3. КОНСТРУКЦИОННЫЕ КОМПОЗИТЫ НА ОСНОВЕ ЭПОКСИДНО-ДИАНОВЫХ СМОЛ
Эпоксидные смолы являются одним из лучших видов связующего для большого числа волокнистых КМ. Основные причины этого заключаются в следующем:
−эпоксидные смолы обладают хорошей адгезией к большому числу наполнителей и армирующих компонентов;
−известно большое количество разновидностей доступных эпоксидных смол и отверждающих компонентов, что позволяет получать материалы с широким сочетанием свойств;
−реакция отверждения не сопровождается выделением воды или каких-либо летучих веществ, при этом усадка смол ниже, чем во многих других случаях;
−отвержденные смолы обладают высокой химической стойкостью и хорошими электроизоляционными свойствами.
Вместе с тем создание эпоксидных компонентов, модифицированных УНМ, вызывает существенные трудности, связанные с достижением их однородного распределения в матрице из-за высокой энергетической активности, склонности к агрегатированию и седиментации в менее плотной олигомерной среде.
Эффективным способом преодоления указанных проблем является использование УЗ обработки. Проведенные исследования, в которых использовали в качестве основы эпоксидно-диановую смолу
ЭД-20, позволили установить оптимальные соотношения компонентов композита и технологические параметры его получения.
Установлено, что наилучшее распределение УНМ "Таунит" достигается в смеси растворителей
ацетон : спирт = 9 : 1 при температуре ≈ 50 °C и времени воздействия УЗ 10 мин.
Изготовленные таким образом образцы (d = 10 нм, l = 40 нм) с различным (до 6 % мас.) содержанием УНМ были испытаны на прочность по стандартной методике с целью установления необходимого количества модификатора (УНМ).
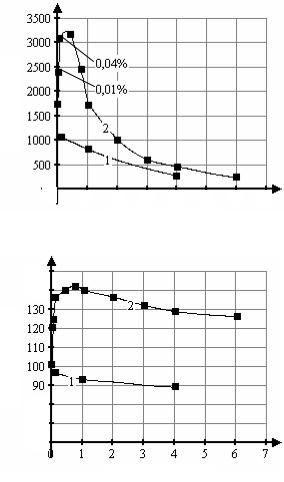
Нагрузка, МПа
3500 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
0,04 % |
|||||
2500 |
|||||||
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
||||||
|
|
0,01 % |
|||||
2000 |
|||||||
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1500 |
|
|
|
|
|
|
|
|
|
2 |
|
|
|||
|
|
|
|
|
|||
|
|||||||
1000 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
500 |
|||||||
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
Нагрузка, МПа
0 1 2 3 4 5 6 7
Содержание УНМ, %
а)
150
140
|
|
|
|
2 |
130 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
120 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
110 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
100 |
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
90 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
80
70
60
0 |
|
1 |
|
2 |
|
3 |
|
4 |
|
5 |
|
6 |
|
7 |
Содержание УНМ, %
б)
Рис. 6.14. Результаты испытания образцов:
а – на сжатие; б – на изгиб; 1 – ЭД-20 + УНМ; 2 – ЭД-20 + УНМ + УЗ
На рис. 6.14 представлены результаты испытаний, из которых следует, что:
− |
создание композитов, модифицированных УНМ, требует их обязательного предварительного ак- |
тивирования (УЗ) в смеси с органическими растворителями; |
|
− |
область оптимальных концентраций УНМ в композите лежит в диапазоне 0,4…0,8 % мас.; |
−увеличение объема содержания УНМ выше 1 % мас. ведет к существенному снижению прочности композита;
−применение в качестве наполнителя УНТ в композитах на основе ЭД-20 позволяет существенно
в1,5 – 2,0 раза увеличить их прочностные характеристики.
Следует отметить, что приведенные результаты носят предварительный оценочный характер и требуют дальнейшей проработки с использованием других средств активирования составляющих данных компонентов, а также целевой функционализации самих наноуглеродных модификаторов.
Процесс отверждения изделий из полимерных композиционных материалов на основе термореактивных связующих сопровождается, как правило, экзотермической реакцией. Вследствие низкой теплопроводности композитов при отверждении возникает существенная неоднородность температурноконверсионного поля, которая возрастает с увеличением толщины изделия. Это приводит к существенному перегреву внутренних слоев изделия, деструкции связующего и накоплению внутренних напряжений, вызывающих коробление готового изделия. Поэтому качество изделий из ПКМ во многом определяется оптимальностью процессов тепломассопереноса на стадии отверждения. Устранить указанные недостатки процесса и тем самым повысить качественные показатели изделий можно путем задания некоторого температурно-временного режима специального вида на поверхности изделия [9, 10].
Эмпирические методы выбора режимов отверждения ПКМ отработаны лишь на изделиях малой толщины и основаны на длительном и дорогостоящем экспериментальном подборе температурновременного режима. Наиболее полно проблема выбора режимов отверждения изделий любой толщины, особенно толстостенных, может быть решена путем комплексного применения методов математического моделирования, идентификации, автоматизированного проектирования и оптимизации [9, 10].
Выбор режимов отверждения, основанный на математическом моделировании, предусматривает определение параметров, характеризующих этот процесс в условиях, близких к условиям получения изделий из композитов в технологическом процессе. Одними из основных параметров математической модели процесса отверждения являются свойства материала, т.е. теплофизические характеристики композита: объемная теплоемкость C (T, , ), теплопроводность (T, , ) в зависимости от температуры T, степени отверждения и содержания связующего , измеряемые как в отвержденном состоянии Cот, λот, так и в неотвержденном Cно, λно, характеризующем начало процесса отверждения, мощность тепловыделений W(t), полный тепловой эффект Qп, кинетические параметры, т.е. энергия активации процесса отверждения E( ) и кинетическая функция ϕ( ), входящие в уравнение кинетики, а также реологические параметры: энергия активации E ( ), эффективная вязкость ( ).
Определяемые в условиях, близких к технологическому процессу, свойства являются в некотором смысле эффективными, т.е. несут в себе неучтенные при математическом описании и моделировании факторы и эффекты. Это обстоятельство ограничивает использование стандартных методов и приборов, таких как ДСК, ДТА и других для исследования процесса отверждения композитов. Поэтому перспективными являются методы, устройства и измерительные системы, позволяющие при исследовании воспроизводить условия технологического процесса, т.е. наличие технологического давления, исследование наполненного композита вместо исследования чистой смолы и т.д. Эти требования связаны с наличием межфазных явлений, происходящих на границе раздела смолы и наполнителя, а также влиянием технологического давления на теплопроводность композита.
Проектирование процессов тепломассопереноса при отверждении композитов может начаться только после того, когда будут исследованы его физико-химические свойства, зависимость их от температуры, степени отверждения, кинетика химических реакций и другие параметры. Кроме того, во время проектирования часто требуется дополнительное проведение исследований для уточнения характеристик и параметров технологических процессов. В этих условиях четкая грань процессов проектирования и научных исследований стирается и актуальным становится использование для этой цели интегрированной исследовательской измерительной системы (ИИС). Такая система должна работать в некотором итерационном режиме при рассмотрении различных вариантов проекта и включать в себя подсистемы исследования и проектирования. Поэтому актуальным является разработка и построение интегрированной ИИС, объединяющей работу подсистем исследования и проектирования как средств достижения высокого уровня научных исследований, эффективности технологических процессов и типизации проектных решений.
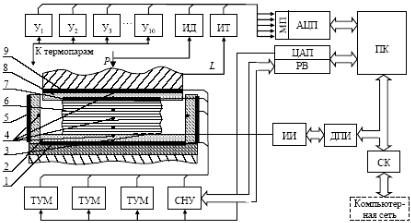
Разработанная нами интегрированная ИИС процессов отверждения композитов представляет собой комплекс аппарат- но-технических средств, математического, алгоритмического, программного, информационного и организационного обеспечения. Система позволяет осуществить идентификацию параметров математических моделей и выбор оптимальных темпе- ратурно-временных режимов отверждения изделий из ПКМ [11].
Рис. 6.15. Структурная схема ИИС исследования процесса отверждения ПКМ:
1 – нижний охранный нагреватель; 2 – подложка нижнего нагревателя; 3 – планарный емкостной первичный преобразователь;
4 – точки заделки термопар; 5 – боковой охранный нагреватель; 6 – исследуемый образец; 7 – основной нагреватель; 8 – подложка верхнего нагревателя; 9 – верхний охранный нагреватель;
АЦП – аналого-цифровой преобразователь; ДПИ – драйвер приборного интерфейса; ИД – измеритель давления; ИИ – измеритель иммитанса; ИТ – измеритель толщины; MП – мультиплексор; ПК – персональный
компьютер; РВ – регистр выходной; СК – сетевая карта; СНУ – стабилизатор напряжения управляемый; ТУМ – тиристорный усилитель мощности;
У – усилитель постоянного тока; ЦАП – цифроаналоговый преобразователь
Аппаратно-техническое обеспечение интегрированной ИИС исследования процесса отверждения ПКМ построено на базе персонального компьютера, позволяющего автоматически проводить все опе-
рации, связанные с проведением экспериментов и расчетом свойств ПКМ. Оно включает в себя измерительное устройство, блок предварительного усиления, блок питания и персональный компьютер со встроенными адаптерами аналогового и дискретного ввода/вывода. Измерительное устройство, блоки усиления и питания являются специальной разработкой подсистемы исследования ИИС. Структура построения ИИС представлена на рис. 6.15.
Основой технического обеспечения ИИС является экспериментальное измерительное устройство, реализующее необходимые условия нагрева и отверждения исследуемых образцов. Измерительное устройство ИИС построено по принципу калориметра и реометра сжатия, имеющего возможность создания и измерения давления на образец при его нагреве и отверждении, а также измерения его толщины во времени, что позволило в одном эксперименте совместно с теплофизическими, кинетическими и диэлектрическими характеристиками определять и реологические характеристики связующего при продольном течении. Конструкция измерительного устройства позволяет проводить исследования в диапазоне температур от 20 до 270 °C под давлением на образец до 1 МПа.
Для реализации однонаправленного переноса тепла в исследуемом образце, а также поддержания адиабатических условий и специального температурного режима нагрева в измерительном устройстве предусмотрены основной и три охранных адиабатических нагревателя. Для их управления разработаны четыре цифровых автоматических ПИД-регуля-тора. Система предусматривает два режима нагрева исследуемого образца: с регулированием по плотности теплового потока q (граничное условие второго рода) и температуре T (граничное условие первого рода).
С помощью аппаратного и программного обеспечения ИИС в измерительном устройстве организуется нагрев исследуемого образца и измеряются во времени следующие величины: время tj , напряжение нагревателя Uj , температура Ti, j в 2…5 заданных точках i по толщине образца, толщина образца Lj , усилие, приложенное к образу Fj , диэлектрическая проницаемость εj и фактор диэлектрических потерь образца tgδj . В процессе эксперимента ИИС производит первичную обработку этой информации и записывает ее на жесткий диск, а также осуществляет тестирование и контроль работы системы. По окончании эксперимента производится расчет исследуемых характеристик.
Математическое обеспечение интегрированной ИИС процесса отверждения полимерных композиционных материалов представляет собой модели и методы, используемые для исследования теплофизических, кинетических и реологических характеристик материалов [12]. Основу математического обеспечения составляют: математические модели процесса отверждения, методы определения параметров математических моделей, метод определения диэлектрических характеристик, метод определения функций взаимосвязи кинетических и диэлектрических параметров исследуемого материала [13, 14]. Также в математическое обеспечение входит ряд вспомогательных методов: методы численного решения дифференциальных и интегральных уравнений, метод сглаживания экспериментальных данных сплайн-функциями и др. Математическое обеспечение служит основой для построения алгоритмического и программного обеспечения. Структура построения математического, алгоритмического, про- граммно-информационного, метрологического и организационного обеспечения интегрированной ИИС представлена на рис. 6.16.
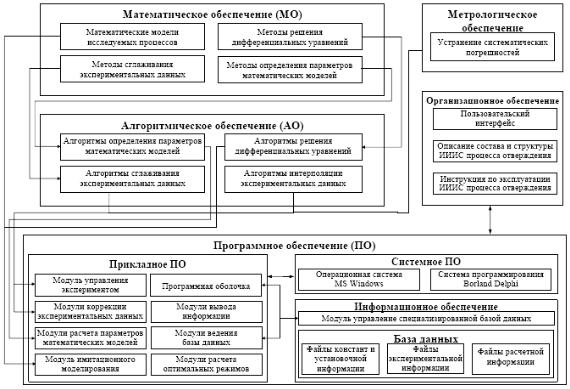
Рис. 6.16. Структура построения обеспечивающих подсистем интегрированной ИИС процесса отверждения ПКМ
Программное обеспечение ИИС процесса отверждения ПКМ состоит из двух основных частей: системного программного обеспечения (ПО) и прикладного ПО (рис. 6.16). Системное программное обеспечение включает в себя операционную систему MS Windows, управляющую работой ПЭВМ ИИС и систему или среду программирования Borland Delphi, с помощью которой разработано прикладное программное обеспечение [11].
Прикладное программное обеспечение представляет собой комплекс программных модулей, выполняющих операции над данными: получение, хранение и обработку. По комплексу решаемых задач все прикладное программное обеспечение подразделяется на следующие модули:
1)Программная оболочка – производит распределение данных от экспериментальных, расчетных модулей, модулей коррекции и вывода в модуль ведения базы данных и обратно путем осуществления необходимых запросов; передает управление описанным выше модулям в соответствии с алгоритмом функционирования и требованиями пользователя.
2)Модули управления экспериментом – служат для ввода исходной информации об эксперименте, управления проведением эксперимента, сбора экспериментальной информации и вывода ее в базу данных;
3)Модули расчета – решают задачи определения теплофизических, кинетических, реологических и диэлектрических характеристик на основе информации, полученной экспериментальными модулями, а также определяют функции взаимосвязи кинетических и диэлектрических характеристик и выполняют расчет оптимальных режимов отверждения изделий из композитов;
4)Вспомогательные модули – включают в себя модуль ведения базы данных, который получает информацию от управляющего модуля и сохраняет ее в базе данных, передает информацию из базы данных в управляющий модуль, модули коррекции экспериментальных данных предназначены для обеспечения расчета необходимых поправок и устранения систематических погрешностей исходных данных, модуль вывода информации, осуществляющий представление информации, получаемой от управляющего модуля в виде, удобном пользователю ИИС (таблицы или графики зависимостей).
Информационное обеспечение ИИС процесса отверждения ПКМ предназначено для хранения и передачи экспериментальной и расчетной информации между модулями системы. Оно реализовано в виде специализированной базы данных, которая физически является совокупностью файлов на жестком диске ПЭВМ. Для удобства поиска экспериментальная информация о ПКМ в базе данных объединена в обобщенные группы и подгруппы по признаку близости их рецептуры, структуры и свойств. База данных позволяет сопоставлять свойства при изменении содержания ингредиентов ПКМ и прослеживать динамику их изменения. Это, в свою очередь, позволяет прогнозировать свойства при отсутствии данных о ПКМ по имеющимся в базе данных.