Материал: Строительные машины (в вопросах и ответах)
Частоударные гайковерты применяются для сборки соединений с наибольшим диаметром резьбы 12…22 мм, развивают момент затяжки 125…250 Н·м при частоте вращения шпинделя 16…19 с–1
ипотребляемой мощности 270…390 Вт. Масса машин 3,5…4,5 кг.
Уредкоударных гайковертов меньше, чем у частоударных гайковертов аналогичного класса, мощность двигателя (на 15…35 %), габаритные размеры, масса машины (на 20…40 %), больше (в 2…3 раза) КПД процесса затяжки. Уровень шума пониженный и практически вибробезопасный.
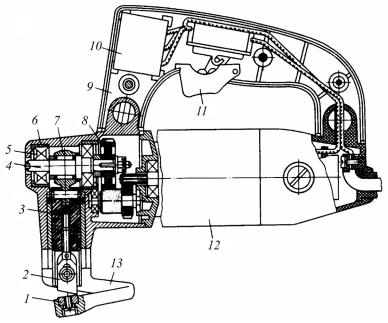
Электрические шуруповерты (рис. 160) предназначены для за-
винчивания шурупов, винтов, болтов и гаек с диаметром резьбы до 6 мм при выполнении крепежных операций на облицовочных работах – монтаже внутренних перегородок зданий из плитных материалов, подвесных потолочных конструкций, а также при устройстве полов с применением материалов и изделий из дерева.
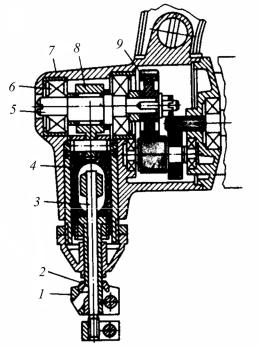
Рис. 160. Принципиальная схема электрического шуруповерта: 1 – смена рабочего инструмента; 2 – втулка; 3 – постоянный стержневой магнит; 4 – шпиндель; 5 – ведомая полумуфта; 6 – пружины; 7 – ведущая полумуфта; 8 – редуктор; 9 – реверсивный электродвигатель; 10 – выключатель; 11 – рукоятка; 12 – головка-ключ; 13 – крестовая отвертка;
14 – плоская отвертка
Главными параметрами шуруповертов являются максимальный момент затяжки (Н·м) и время затяжки (с).
231
Конструктивное исполнение шуруповертов аналогично гайковертам за исключением редуктора, который может быть одноили двухступенчатым. Кроме того, шуруповерты имеют бесступенчатое электронное регулирование частоты вращения электродвигателя, а также регулирование реализуемого на шпинделе момента, что позволяет выбирать оптимальный режим работы машины при завинчивании винтов и шурупов различного диаметра и длины в материалы различной прочности.
Шуруповерты обеспечивают момент затяжки 10…15 Н·м, продолжительностьзатяжки 3…5 с и потребляют мощность0,32 … 0,42 кВт.
68. Для чего предназначены электрические ножницы? Как они устроены?
Электрические ножницы предназначены для резки и раскроя листового металла, вырубки в нем отверстий и окон различной конфигурации, а также резки металлических профилей различной конфигурации.
Основным параметром ножниц является толщина разрезаемого металла.
Ножевые ножницы (рис. 161) применяют для прямолинейной и фасонной резки листового проката различных металлов толщиной до 3,5 мм. Режущий орган – подвижный и неподвижный однолезвийные ножи, между которыми закладывается разрезаемый материал.
По принципу действия и конструкции режущего инструмента различают ножницы ножевые, вырубные и прорезные. Все ножницы имеют единую унифицированную конструкцию привода (двигатель, редуктор) и кривошипно-шатунного механизма, различаются между собой только типом режущего инструмента. Кривошипно-шатунный механизм включает в себя эксцентриковый валик, вращающийся в подшипниках, шатун и движущийся возвратно-поступательно ползун, к которому крепится подвижный нож или пуансон режущего инструмента. Особенность ножевых ножниц заключается в том, что резку можно начинать только с края материала. Число двойных хо-
232
дов ножниц 1060… 1350 в минуту, скорость резания 1,8…4,0 м/мин, потребляемая мощность 0,45… 0,55 кВт.
Рис. 161. Ножевые ножницы: 1 – неподвижные однолезвиевые ножи; 2 – подвижный режущий нож; 3 – ползун; 4 – эксцентриковый валик; 5 – подшипник; 6 – корпус; 7 – шатун; 8 – двухступенчатый цилиндрический редуктор; 9 – рукоятка; 10 – устройство для подавления радиопомех; 11 – выключатель; 12 – однофазный коллекторный двигатель; 13 – улитка
Вырубные ножницы (рис. 162), работающие по принципу долбления, применяют для прямолинейной и фасонной резки листового и профильного (гофрированного) проката различных материалов и металлов толщиной до 8 мм, а также для образования отверстий любого контура в листах, вентиляционных коробах и трубах.
Вырубные ножницы отличаются от ножевых только режущими органами в виде движущегося возвратно-поступательного пуансона (пустотелого цилиндра) и неподвижной матрицы с держателем, ме-
233
жду которыми закладывается разрезаемый материал. При каждом ходе пуансона вырубается элемент в виде сегмента. Резание такими ножницами можно начинать как с края, так и с середины материала, для чего в начальной точке реза предварительно просверливают отверстия для прохода матрицы. Ножницы вырубают в материале паз шириной, равной диаметру пуансона.
Рис. 162. Вырубные ножницы: 1 – держатель; 2 – неподвижная матрица; 3 – пустотелый цилиндр; 4 – ползун; 5 – эксцентриковый валик; 6 – подшипник; 7 – корпус; 8 – шатун; 9 – двухступенчатый цилиндрический редуктор
Число двойных ходов вырубных ножниц 600...2120 в минуту, скорость резания 1,0…2,0 м/мин, потребляемая мощность
0,45…1,9 кВт.
234
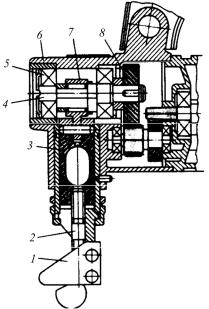
Рис. 163. Вырезные ножницы: 1 – держатель; 2 – подвижный нож; 3 – ползун; 4 – эксцентриковый валик; 5 – подшипник; 6 – корпус; 7 – шатун; 8 – двухступенчатый цилиндрический редуктор
Вырезные ножницы (рис. 163) применяют для резки металлических профилей различной конфигурации толщиной до 10 мм. Режущий инструмент таких ножниц состоит из подвижного ножа специальной формы, закрепленного на ползуне с помощью резьбового хвостовика, и двух неподвижных ножей, закрепленных на держателе. Число двойных ходов вырезных ножниц 600…1200 в минуту, скорость резания 1,5…1,8 м/мин, потребляемая мощность 1,5 кВт.
69. Как функционируют электрические машины ударного и ударно-вращательного действия?
Кмашинам ударного действия относятся молотки, бетоноломы
итрамбовки, а к машинам ударно-вращательного действия – перфораторы. Эти машины широко используют при выполнении строи-
235