Материал: Строительные машины (в вопросах и ответах)
ва затвердевает, приобретая первоначальную прочность. Холодный метод сварки применяют для нетермопластичных линолеумов (релина, нитролинолеума), которые невозможно сваривать тепловым методом. Холодная сварка заключается в склеивании торцов кромок стыкуемых полотнищ линолеума специальными составами, обеспечивающими прочное клеевое соединение.
Рис. 148. Машина для затирки цементных стяжек: 1 – рукоятка управления; 2 – электродвигатель; 3 – редуктор; 4 – диски
Аппараты инфракрасного излучения, выполненные по единой конструктивной схеме в виде нагревательного утюжка, обеспечивают непрерывный процесс тепловой сварки линолеума и перемещаются оператором вдоль стыка вручную.
Принцип работы аппарата состоит в нагревании до вязкотекучего состояния свариваемых кромок линолеума инфракрасными излучателями – галогенными лампами, создающими тепловой поток, который направляется отражателями через продольную прорезь формирующей пластины на свариваемые кромки.
Для наблюдения за ходом сварки в корпусе имеются смотровое окно со стеклофильтром. Встроенный в корпус вентилятор служит для обдува потоком воздуха формующей пластины и охлаждения
211
корпуса и ручек в процессе сварки. Регулятор напряжения поддерживает напряжение на заданном уровне, соответствующем типу свариваемого линолеума. Производительность аппарата 50...80 м2/ч, потребляемая мощность не более 2,0 кВт.
а |
б |
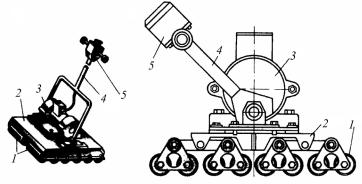
Рис. 149. Виброкатки: а – для прокатки линолеума; б – для втапливания керамических плиток; 1 – роликовые опоры; 2 – плиты; 3 – вибратор; 4 – рукоятки управления; 5 – переключатели
Виброкаток (рис. 149) служит для прикатывания свежеуложенного линолеума на клеевую или мастичную прослойку. Под воздействием вибрации осуществляется равномерное перераспределение материала прослойки, удаление воздуха и плотное прижатие линолеума к поверхности основания. Виброкатки используют также для втапливания керамических плиток в жесткий цементно-песчаный раствор при устройстве плиточных полов и прикатке плиток из синтетических материалов.
Виброкаток для прикатки линолеума и синтетических плиток состоит из вибратора с круговыми колебаниями и регулируемым статическим моментом дебалансов, плиты, опирающейся на 12 роликов, объединенных в два ряда, и рукоятки управления.
Прикатка линолеума и синтетических плиток осуществляется при медленном перемещении катка с вымоченным вибратором по
212
поверхности пола. Каток имеет ширину захвата 520 мм. Производительность катка – 150 м2/ч.
61. Каковы конструктивные особенности машин для устройства и отделки монолитных покрытий полов?
При устройстве цементно-песчаных и бетонных стяжек, бетонных и мозаичных полов для подачи и нанесения готовых жестких цементно-бетонных смесей (осадка конуса 3…5 см) используют специальные машины – пневмонагнетатели.
Для выравнивания, уплотнения и предварительного заглаживания стяжек и полов применяют электромеханические поверхностные вибраторы – виброрейки и площадочный вибратор (при малых объемах работ), которые передвигают по уплотняемой поверхности с помощью гибких тяг.
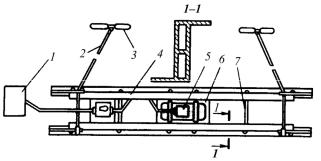
Виброрейки (рис. 150) однотипны по конструкции, максимально унифицированы и различаются между собой шириной обрабатываемой полосы (1,5; 3,0 и 4,0 м), габаритами, массой и производительностью. Они обеспечивают проработку слоя бетонной смеси на глубину до 150 мм и оснащаются одинаковыми мотор-вибраторами мощностью 0,25 кВт и регулируемой вынуждающей силой 2...5,6 кН.
Рис. 150. Схема виброрейки: 1 – передвижной шкаф; 2 – тросы-тяги; 3 – ручки управления; 4 – пустотелые рабочие профили; 5 – моторвибратор; 6 – основание; 7 – стяжки
213
Каждая виброрейка состоит из двух параллельных алюминиевых Z-образных в поперечном сечении пустотелых рабочих профилей, мотор-вибратора с регулируемым статическим моментом дебалансов, пусковой электроаппаратуры и органов управления. При работе виброрейку перемещают вручную на весу со скоростью 0,5...1,0 м/мин по кромкам смежных полос уложенной бетонной смеси (раствора) или по направляющим (маячным) рейкам.
В целях заглаживания и железнения бетонных и цементнопесчаных полов используют универсальную машину. При устройстве и отделке монолитных бетонных полов методом вакуумирования применяют вакуумный комплекс. Предварительную обработку (обдирку) бетонных полов осуществляют фрезерными машинами, а последующее чистовое шлифование поверхности пола – мозаичношлифовальными машинами: ручными (при небольших объемах работ) и самоходными (при больших объемах работ). Для последующей очистки обработанной мозаично-шлифовальными машинами поверхности используют шламоуборочную машину.
Универсальная заглаживающая машина (рис. 151) укомплекто-
вана чугунным диском диаметром 880 мм для предварительного заглаживания и железнения бетонных и цементных полов, а также лопастным рабочим органом диаметром 800 мм для чистовой отделки пола с тремя (четырьмя) металлическими заглаживающими лопастями, расположенными в одной плоскости соответственно под углом 120 (90о) друг к другу.
Привод рабочего органа состоит из двухскоростного электродвигателя, клиноременной передачи и червячного редуктора.
Вакуумный комплекс (рис. 152) предназначен для устройства монолитных бетонных полов и их обработки методом вакуумирования. Сущность вакуумирования заключается в удалении избыточной воды затворения в смеси с воздухом (воздушной смеси) из свежеуложенного и виброуплотненного слоя бетона под воздействием вакуума. Это приводит к повышению прочности вакуумированного бетона по сравнению с обычным на 20…25 %, уменьшению усадки и ускоренному затвердеванию бетона, увеличению водонепроницае-
214
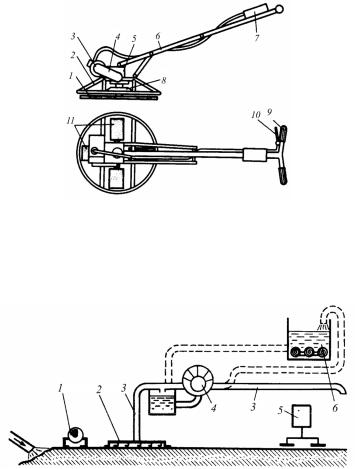
мости, морозо- и износостойкости его поверхностного слоя, а также позволяет производить окончательную обработку поверхности пола заглаживающими машинами практически сразу же после завершения процесса вакуумирования.
Рис. 151. Универсальная заглаживающая машина: 1 – чугунный диск; 2 – защитное ограждение; 3 – электродвигатель; 4 – клиноременная передача; 5 – червячный редуктор; 6 – складная рукоять; 7 – электропусковая аппаратура; 8 – планшайба; 9 – ручки; 10 – ручная педаль; 11 – заглаживающие лопасти
Рис. 152. Вакуумный комплекс для устройства монолитных бетонных полов: 1 – набор виброреек; 2 – отсасывающие маты; 3 – комплект шлангов; 4 – вакуумный агрегат; 5 – заглаживающие машины; 6 – ванна для промывки фильтровально-дренажного слоя
215