Материал: Сплавы никеля
Кобальт окисляется и переходит в шлак труднее, чем железо, но легче, чем никель. Поэтому по мере окисления железа становится возможным окисление кобальта. Процесс окисления кобальта ускоряется по мере удаления из расплава железа. Особенно интенсивно процесс окисления кобальта протекает в конце процесса конвертирования, когда концентрация железа в сульфидной массе падает ниже 15%. Конверторные шлаки последних сливов всегда богаче кобальтом.
Продуктами конвертирования являются никелевый файнштейн, конверторный шлак и сернистые газы.
Никелевый файнштейн содержит 76-78 % Ni, 19-21% S, 0,2-0,3% Fe, 0,3 - 0,5% Co и < 2% Cu. Более полное удаление железа из файнштейна нецелесообразно, так как это может привести к интенсивному окислению никеля и его переходу в конверторный шлак.
Состав конверторных шлаков колеблется в следующих пределах концентраций компонентов шлака, %: Ni - 0,7-1,2; Co - 0,2-0,5; Fe - 49-53; SiO2 - 27-30; MgO - до 3.
Железо в конверторном шлаке
содержится в виде FeO и Fe3O4. Содержание Fe3O4 зависит от
концентрации кремнезёма в шлаке. Чем выше концентрация SiO2, тем меньше
концентрация магнетита. Содержание магнетита в конверторном шлаке колеблется в
пределах 10 - 12%. Наличие магнетита в расплаве вызывает дополнительный переход
кобальта в шлак по реакции:
3Fe3O4
+ CoS = 9FeO + CoO +SO2 (2.29)
Конверторные шлаки обязательно подвергают процессу обеднения. Обеднение конверторных шлаков осуществляется путём их смешения с бедным штейном в специальных конверторах или электропечах. В результате получают отвальный шлак, содержащий 0,14% Ni и 0,05% Co и кобальтовый штейн, содержащий 4-5% Со и 24-30% Ni. Кобальтовый штейн направляется на переработку с целью извлечения Co и Ni.
При окислении металлического железа в первом периоде образуются газы, которые не содержат сернистого ангидрида. По мере выгорания железа концентрации SO2 в отходящих газах увеличивается. К концу продувки она составляет 10-13%.
Для конвертирования никелевых
штейнов используют горизонтальные конверторы емкостью 20 и 30 тонн. Конструкция
конверторов практически не отличается от конструкции конверторов для
конвертирования медных штейнов.
2.5 Окислительный обжиг файнштейна
никель руда плавка обжиг
Целью окислительного обжига файнштейна является удаление из него серы до содержания менее 0,02% и перевод никеля в оксид никеля NiO.
Сульфид никеля Ni3S2 относится к наиболее легкоплавким сульфидам. Температура его плавления составляет 788оС. При таких низких температурах глубокое удаление серы невозможно. По этой причине окислительный обжиг файнштейна производится в две стадии.
Низкотемпературная стадия
обжига осуществляется в печах кипящего слоя (рисунок 2.3).
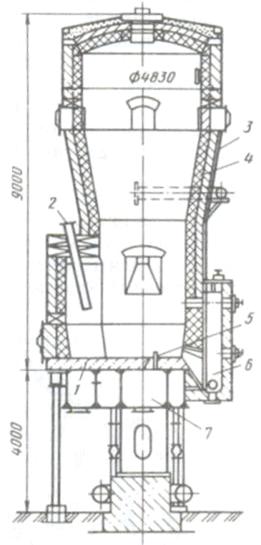
- подина соплами; 2- загрузочное отверстие; 3-кожух; 4- футеровка; 5-сопло; 6-отверстие для выпуска огарка
Рисунок 2.3 - Печь кипящего
слоя для окислительного обжига никелевого файнштейна
Для повышения тугоплавкости шихты предварительно измельчённый файнштейн смешивают с оборотной оксидной пылью из газоходов, циклонов и электрофильтров. Количество оборотных материалов достигает порядка 25-30%. Это позволяет вести обжиг при температуре 900-1050оС.
В первую очередь в окислительной
атмосфере печи происходит окисление металлической составляющей файнштейна
2Ni
+ O2
= 2NiO, (2.30)
а затем окисление сульфида
никеля
Ni3S2
+ 7O2
= 6NiO + 4SO2
(2.31)
Печи для обжига файнштейна имеют некоторые конструктивные особенности в сравнении с обычными печами кипящего слоя. Они имеют увеличенный диаметр в верхней части. Это позволяет снизить скорость отходящих газов, а, следовательно, уменьшить пылевынос никелевого огарка, который составляет 25-35%.
Кроме того, выгрузка огарка производится не через сливной порог, как это происходит в обычных печах, а через выгрузочное отверстие, расположенное на уровне пода. Это предотвращает накопление в печи крупных спёкшихся частиц огарка.
Выход огарка из печей кипящего слоя составляет 70-75%, а извлечение никеля в огарок 99,4%.
Огарок, выходящий из печи кипящего слоя, подвергается сульфатхлорирующему обжигу в трубчатом реакторе - холодильнике. Процесс происходит за счёт физического тепла огарка.
В качестве хлорсодержащего
реагента используют поваренную соль или природный сильвинит (NaCl·KCl),
который подмешивают к выгруженному горячему огарку с температурой 700-800оС
в количестве 10-15%. В процессе обжига NaCl
разлагается сернистым или серным ангидридом печных газов в присутствии
кислорода по реакциям:
2NaCl + SO2 +O2 = Na2SO4 + Cl2 (2.32)
NaCl + SO3
+0,5O2 = Na2SO4 + Cl2 (2.33)
Скорость и полнота разложения поваренной соли увеличивается с повышением концентрации оксидов серы в газах и при наличии в шихте оксидов железа и никеля, которые служат катализатором. Выделяющийся при этом газообразный хлор очень активен и интенсивно хлорирует соединения металлов, присутствующих в огарке и, в первую очередь, соединения меди.
Хлориды меди при температуре обжига более устойчивы к воздействию кислорода, чем хлориды других металлов, входящих в файнштейн. Поэтому медь в огарке сульфатхлорирующего обжига, в основном, присутствует в форме хорошо растворимых хлоридов, оксихлоридов и сульфатов. Перевод меди в растворимую форму составляет 75-80%. Железо, никель и кобальт остаются при этом в виде нерастворимых оксидов. Вынос пыли в процессе обжига не превышает 3- 4 % от массы обжигаемого материала.
Огарок после сульфатхлорирующего обжига направляют на обезмеживание. Процесс обезмеживания заключается в выщелачивании меди подкисленной (6-30г/л H2SO4) водой методом просачивания в опрокидывающихся нутч-фильтрах. После выщелачивания огарок характеризуется следующим составом: Ni - 75-76%; Cu - 15-0,25%; Co - 0,48-0,5%; Fe - 0,9-1,2%; S - 0,9-1,2% ; влаги до 10%.
Выщелоченный огарок подвергают второй стадии окислительного обжига, который осуществляется в трубчатых вращающихся печах. Печь отапливается природным газом или мазутом. Топливо сжигается в печи с большим избытком кислорода. Это позволяет создать в печи окислительную атмосферу.
Огарок из бункера подаётся в хвостовую часть печи с температурой 800оС. После загрузки он движется в печи навстречу топочным газам, которые содержат 8-10% кислорода. Температура топочных газов достигает 1200 - 1300оС. Высокая температура и наличие в газовой фазе кислорода приводит к почти полному окислению серы. Её остаточное содержание в огарке не превышает 0,02%.
Полученный в трубчатой печи оксид никеля имеет следующий состав: Ni - 78%; Cu - 0,4%; Co - 0,4-0,5%; Fe - 0,3-0,4%.
Из обжиговой печи горячий оксид
никеля, имеющий температуру 900-1000оС, поступает в трубчатый
реактор. В реактор вводят 4-8 % нефтяного кокса. В реакторе за счёт физической
теплоты огарка протекает химическая реакция
NiO
+ C = Ni
+ CO (2.34)
Восстановление оксида никеля в трубчатой печи происходит на 40-50%. Из реактора выходит металлизированный огарок, содержащий 82-86% Ni. Металлизированный огарок направляется на восстановительную плавку.
.6 Восстановительная плавка
Процесс восстановительной плавки металлизированного огарка никеля осуществляется в дуговых электрических печах. Теплота, необходимая для процесса, выделяется при горении дуги, между графитовыми электродами и металлическим никелем.
Технологический процесс восстановительной плавки оксида никеля в электрической печи состоит из ряда последовательных операций:
шихтовка оксида никеля с восстановителем;
загрузка шихты и её расплавление;
доводка металла;
выпуск и гранулирование никеля.
В состав шихты восстановительной плавки входят помимо оксида никеля восстановитель, флюсы и оборотные материалы. В качестве восстановителя используют нефтяной кокс, который содержит незначительное количество серы, порядка 0,2-0,5%. В качестве флюса используется известняк, а в качестве оборотов возвратная пыль.
Расход кокса в процессе восстановительной плавки составляет 125-170 кг на тонну никеля.
Процесс восстановления оксида
никеля в печи описывается следующими уравнениями химических реакций
NiO +CO = Ni + CO2 ( 2.35)2 + C = 2CO (2.36)
ложение реакций (2.35) и (2.36)
даёт реакцию
NiO
+ С = Ni + CO
(2.37)
Эти реакции начинают протекать в шихте ещё до её расплавления.
Температура в жидкой ванне печи
составляет порядка 1600-1700оС. По мере расплавления
шихты происходит растворение оксида никеля в расплавленном металле,
науглероживание металла и растворение образующегося карбида в металлическом
никеле. Вследствие этого имеет место восстановление карбида никеля в жидкой
ванне по реакции:
Ni3C
+ NiO = 4Ni
+ CO (2.38)
Последняя реакция протекает очень интенсивно и сопровождается бурным выделением оксида углерода, что приводит к хлопкам и выбрасыванию из печи расплава. Углерод очень хорошо растворяется в расплавленном никеле. Поэтому в жидкой ванне происходит процесс науглероживания никеля. При содержании углерода в никеле 2,2% углерода образуется эвтектика, имеющая относительно низкую температуру плавления 1315оС. Поэтому в целях ускорения процесса стараются вести его при избытке углерода. Это снижает время расплавления шихты и снижает расход электроэнергии.
В процессе доводки металла избыток углерода из металла легко удаляется присадкой в ванну оксида никеля. Удаление избытка углерода обусловлено протеканием реакции (4.35).
В конце плавки с целью
предотвращения вторичного окисления металла кислородом воздуха и обессеривания
металла в печь добавляют чистый известняк. Расход известняка составляет 5-28 кг
на одну тонну металлического никеля. При этом сера, присутствующая в металле в
виде Ni3S2
переходит в форму нерастворимого в жидком никеле сульфида кальция:
Ni3S2
+ 2CaO + 2C = 3Ni + 2CaS + 2CO (2.39)
Нерастворимый в никеле сульфид кальция переходит в шлак. Слой шлака, покрывая поверхность металла, изолирует его от контакта с кислородом воздуха. Кроме того, он предохраняет свод печи от воздействия высокой температуры, создаваемой электрической дугой.
После снятия шлака печь наклоняют и сливают расплавленный никель в разливочный жёлоб. Готовый металл льют в грануляционные бассейны, на дне которых установлена дырчатая корзина. Полученные гранулы извлекают из бассейна, сушат, упаковывают в фанерные бочки и отправляют потребителю. Извлечение никеля в процессе восстановительной плавки в электрической печи составляет 99,0-99,5%.Огневой никель должен содержать не менее 98,6 % никеля и кобальта.
Для электроплавки применяют трёхэлектродные печи вместимостью 4,5- 10т. Печи работают периодически. Продолжительность цикла плавки составляет 6-8 часов.
Восстановительная плавка оксида
никеля завершает технологическую схему пирометаллургической переработки
окисленных никелевых руд. Основными недостатками рассмотренной технологии
переработки окисленных никелевых руд являются многостадийность, низкое
извлечение никеля и кобальта в штейн (70-85%), высокий расход дорогостоящего
кокса и полная потеря железной составляющей руды.
2.7 Плавка на ферроникель
Устранение основных недостатков традиционной технологии переработки окисленных никелевых руд достигается при их переработке на ферроникель в электрических печах. Ферроникель представляет собой сплав железа и никеля, в который так же переходит кобальт.
При плавке на ферроникель достигается значительное упрощение технологической схемы переработки окисленных никелевых руд. При этом существенно повышается извлечение никеля и кобальта и снижается расход топлива.
Плавка на ферроникель относится к восстановительным процессам и осуществляется в руднотермических печах. Главными преимуществами этой плавки являются возможность переработки руд с тугоплавкой магнезиально - силикатной пустой породой, достижение достаточно высокого извлечения металлов, небольшой расход топлива и более высокая комплексность использования сырья.
Технологическая схема плавки окисленных никелевых руд на ферроникель предуcматривает предварительный процесс агломерации руды или процесс сушки и прокалки окисленной никелевой руды в трубчатых вращающихся печах. Процесс прокалки нередко совмещают с предварительным восстановлением руды. Сушка обеспечивает удаление гигроскопической влаги, а прокалка удаление конституционной влаги и частичное восстановление руды. Сушка и частичное восстановление оксидов руды значительно снижают расход электрической энергии при последующей плавке руды в электропечи. Огарок, нагретый до 700- 900оС, поступает на плавку в руднотермическую печь. В качестве восстановителя плавки используют коксовую мелочь крупностью 10-35 мм. Расход кокса составляет 3-4% от массы руды.
В процессе плавки оксид никеля
восстанавливается по реакции:
NiO
+ C = Ni
+ CO (2.40)
Одновременно с никелем
восстанавливаются кобальт, железо, хром и кремний:
Fe2O3 + C = 2Fe + 3CO (2.41)+ C = Co + CO (2.42)2 + 2C = Si + 2CO (2.43)
Сr2O3
+ 3C = 2Cr + 3CO (2.44)
В результате плавки получают ферроникель, загрязнённый в основном кремнием, хромом и углеродом. В процессе плавки ферроникель загрязняется также серой и фосфором.
Хром поступает в печь с окисленной никелевой рудой, в которой присутствует в виде оксида хрома. Сера вводится в электропечь, как с исходной рудой, так и с восстановителем, а фосфор в основном вводится в процесс вместе с рудой.
Извлечение никеля в ферроникель составляет 90-95%, а кобальта 85-90%.
Ферроникель, полученный в электропечи содержит 4-20% Ni, до 10% Si, до 3% Cr, до 1,5% С, 0,4%S, 0,3% P.
Поскольку ферроникель, загрязнён хромом, серой, кремнием, фосфором и углеродом, то он подвергается рафинированию.
Очистка от серы производится
наведением на расплавленный ферроникель известково-глинозёмистого шлака,
содержащего 53% СаО и 47% Al2O3.
Очистка ферроникеля от серы производится за счёт химической реакции:
(CaO)
+ [FeS] = (CaS)
+ (FeO) (2.45)
В качестве регента для удаления
серы из ферроникеля может быть использована сода, которая переводит серу в шлак
по реакции:
Na2CO3
+ [FeS] +[C] = (Na2S) + [Fe] + CO + CO2 (2.46)
Образующиеся в результате реакций сульфиды CaS и Na2S нерастворимы в металлической фазе и переходят в шлак.
Удаление других примесей из ферроникеля осуществляется в конверторе, где жидкий ферроникель продувается чистым кислородом. Для рафинирования используется так называемый дуплекс - процесс, предусматривающий продувку ферроникеля в двух конверторах.
Сначала продувка ферроникеля
осуществляется в конверторе с кислой (динасовой) футеровкой. Здесь происходит
удаление таких примесей как Si,
Cr и С за счёт
протекания реакций, которые обладают большим сродством к кислороду, чем железо:
[Si] + O2 = (SiO2) (2.47)
[Cr] + 1,5O2 = (Cr2O3) (2.48)
[C]
+ 0,5O2
= CO (2.49)
Окисление примесей возможно
также оксидом железа, содержащимся в шлаке, а также кислородом, растворённым в
металлической фазе:
[Si] +2 (FeO) = 2[Fe] + (SiO2) (2.50)
[Cr] + 3(FeO) = (Cr2O3) + 3[Fe] (2.51)
[C] + [O] = CO
(2.52)
Последняя реакция протекает в объёме ванны и имеет большое значение для дегазации сплава.
Шлаки, получающиеся в процессе кислой продувки, имеют следующий состав; Ni - 0,07%, SiO2 - 34-51%, FeO - 22-40%, Fe2O3 - 4,5-13%, Cr2O3 - 1,5-10%.
Вторая стадия процесса рафинирования осуществляется в конверторе с основной футеровкой. На этой стадии осуществляется очистка ферроникеля от фосфора и окончательная очистка от серы.
Ошлакование фосфора протекает
по химической реакции:
2[P] + 5(FeO) +
(CaO) = Ca2(PO4)3 + 5[Fe] (2.53)
Окончательная очистка от серы протекает по реакции (2.45).