Материал: Сплавы никеля
Газ, выделяющийся из карбонила при понижении давления, через гидравлический затвор направляется в газгольдер.
После окончания процесса реактор охлаждают, выпускают из него в газгольдер газ, а твёрдый остаток выгружают и направляют на извлечение меди, кобальта и драгоценных металлов.
Полученный карбонил никеля загрязнён карбонилами железа и кобальта, углеродом, сернистыми соединениями, водой. Так содержание карбонила железа в карбониле никеля может достигать 3-5%. Поэтому полученный в реакционной колонне карбонил никеля подвергается очистке в ректификационной колонне. Для процесса ректификации карбонила никеля используются насадочные ректификационные колонны. Такая колонна представляет собой пустотелый цилиндр, заполненный насадкой. В качестве насадок используется фарфоровые или медные кольца.
В процессе ректификации неизбежно происходит разложение карбонила никеля и образование некоторого количества порошкообразного никеля.
Для предотвращения потерь никеля процесс ректификации проводится в два приёма. В результате первой (основной) ректификации, которая осуществляется при температуре 55-65оС, получается чистый карбонил никеля (дистиллят) и кубовый остаток, содержащий 50% Ni(CO)4 и 50% Fe(CO)5.Выход кубового остатка составляет 4-7% от исходного карбонила. По мере накопления кубового остатка он подвергается второй ректификации при температуре 65-70оС на другой ректификационной колонне меньших размеров. Полученный после второй ректификации дистиллят обогащён карбонилом железа. Он направляется на первую ректификацию.
В верхней части колонны дистиллят конденсируется и стекает в дефлегматор. Часть его возвращается в колонну в качестве флегмы, а остальная часть является готовым продуктом т после дополнительного охлаждения поступает в сборник чистого жидкого карбонила.
Второй кубовый остаток направляется на извлечение кобальта.
Очищенный карбонил никеля направляется в испаритель, где поддерживается температура порядка 55-60оС. Пары карбонила поступают в верхнюю часть аппарата для разложения карбонила никеля, который представляет собой цилиндр, окружённый металлической рубашкой для обогрева горячим газом. Температура в аппарате поддерживается в пределах 300оС. Образующийся при разложении карбонила никеля никелевый порошок под действием собственного веса покидает зону разложения и скапливается в нижней конической части аппарата. Крупность порошка 2-4 мкм. В никелевом порошке содержится менее 0,001% Cu, 0,005% Fe, 0,002% S и до 0,003% С.
Образующийся в результате разложения карбонила никеля оксид углерода направляется в газгольдер.
Карбонильный никель широко
используется для производства специальных сплавов, которые применяются в
атомной и ракетной технике. Из никелевого порошка методами порошковой
металлургии можно получать стержни, ленту или проволоку любого диаметра,
фасонные изделия, фильтрующие элементы, подшипники, электроды для
аккумуляторов, трубы и другие изделия. Никелевый порошок находит специфическое
применение в электровакуумной, электроламповой и радиотехнической
промышленности.
2.16 Получение чернового никеля из богатых никелевых концентратов
Флотационные никелевые
концентраты, полученные после разделения меди никеля, подвергают одностадийному
обжигу в печи кипящего слоя при температуре 1100-1200оС. В печи
протекает основная реакция окисления сульфида никеля
Ni3S2
+ 7O2
= 6NiO + 4SO2
(2.83)
Полученный при обжиге оксид никеля содержит до 0,5% S. Сера в оксиде никеля в основном связана с медью в виде Cu2S. Более глубокое удаление серы нецелесообразно, так как черновой никель в последствии будет подвергаться электролитическому рафинированию, при котором эта сера перейдёт в шлам.
После выпуска огарка из печи его предварительно восстанавливают трубчатом отапливаемом реакторе. Это приводит к значительной экономии электрической энергии при последующей плавке оксида никеля на черновой никель в дуговой электропечи.
Выгружаемый из трубчатой печи металлизированный огарок поступает на восстановительную плавку в дуговых электрических печах. Аппаратура и технология восстановительной плавки огарка, полученного из богатого никелевого концентрата, практически не отличаются от восстановительной плавки огарка никелевого файнштейна, полученного из окисленных никелевых руд, на огневой никель. Отличие заключается только в том, что в данном случае плавку ведут без наведения известкового шлака. Полученный в электропечи металлический никель разливают на карусельной разливочной машине в аноды. Никелевые аноды направляются на электролитическое рафинирование. Состав анодного никеля колеблется в следующих пределах,%: Ni -75-95; Cu - 2-12; Co - 0,5-1,0; S - 03-3,0; оксиды - 0,1-0,3.
Если металлический никель поступает на карбонильный процесс, то его гранулируют.
.17 Электролитическое рафинирование никеля
Анодные процессы
Отлитые никелевые аноды представляют собой сплав, состоящий из трёх фаз: первая фаза - кристаллы твёрдого раствора никеля с медью, железом, кобальтом, платиноидами и углеродом. Вторая фаза состоит из кристаллов сульфида никеля Ni3S2, а третья из кристаллов Cu2S. Кроме того, в аноде содержатся незначительное количество оксидов, таких как NiO, SiO2, Al2O3. Из перечисленных фаз металлическая фаза является основной составляющей анода. Целью электролитического рафинирования никеля является получение чистого катодного никеля и попутное извлечение ценных сопутствующих компонентов - кобальта, платиноидов, золота, серебра, меди, селена и теллура.
Основным анодным процессом при
электролитическом рафинировании литых анодов является реакция
электрохимического растворения никеля:
Ni
- 2e = Ni2+
(2.84)
Равновесный потенциал
никелевого электрода составляет -0,24 В. Поскольку процесс анодного растворения
сопровождается высокой химической поляризацией, то потенциал растворение
металлической фазы в растворах, содержащих ионы хлора, при 60оС при
плотности тока от 100 до 400 A/м2
колеблется в пределах от 0,15 до 0,25 В. Этот потенциал значительно
отрицательнее потенциалов растворения сульфидов. Поэтому одновременно с никелем
будут растворяться содержащиеся в нём примеси:
Со -2е = Со2- (2.85)
Сu
- 2e = Cu2+ (2.86)- 2e = Fe2+ (2.87)
Сульфиды, платиноиды, карбиды, соединения селена и теллура, а также окислы при этих потенциалах анода будут переходить в шлам. Выход шлама при электролитическом рафинировании никеля составляет 3-5% от растворившейся части анода.
В процессе растворения
никелевого анода существенную роль играет сера. Содержание в анодном никеле 1% S
равнозначно содержанию 5% Cu2S
или 3,75% Ni3S2.
Содержание 2 % серы соответствует содержанию в аноде 8-9 % сульфидов. При
растворении анода, содержащего незначительное количество серы, она в основном
переходит в шлам и не мешает процессу растворения металлической фазы. Но если
содержание серы в анодном никеле достаточно велико, то при длительной работе
анодов в первый период идёт растворение металлической фазы, а на аноде в виде
шлама остаются в нетронутом виде кристаллы Ni3S2
и Cu2S.
По мере накопления корки шлама площадь растворяющеёся поверхности анода
уменьшается, плотность тока увеличивается и, как следствие, потенциал анода
смещается в положительную сторону. В этих условиях потенциал анода может
возрасти от 0,2- 0,25 до 1,0-1,1 В. Тогда становится возможным процесс
растворения сульфидов по реакциям:
Ni3S2
+ 8H2O - 18e = 3Ni2+ + 2SO42+ + 16H+
(2.88)2S +SO42- - 2e = CuS + CuSO4
(2.89)
Реакция (2.88) крайне не желательна, так как приводит резкому увеличению концентрации кислоты и большому затрату электрической энергии на окисление серы, что приводит к снижению анодного выхода по току для никеля.
Анодное растворение примесей снижает выход по току для никеля, который составляет 96-97%. Вследствие этого происходит истощение раствора по никелю. Кроме того, в процессе растворения анода электролит обогащается ионами водорода. Поэтому в процессе электролитического рафинирования никеля необходимо пополнять дефицит никеля в электролите и нейтрализовать избыточную кислоту.
Катодные процессы
Основным катодным процессом при
электролитическом рафинировании никеля является процесс разряда ионов никеля:
Ni2+ +2e = Ni (2.90)
Стандартный потенциал никелевого электрода равен -0,24 В. Поскольку никель характеризуется малым током обмена выделение никеля на катоде происходит со значительным перенапряжением. Это создаёт условия для разряда ионов водорода на катоде. Поэтому при электроосаждении никеля необходимо устранить поляризацию электрода и облегчить разряд ионов никеля.
Это достигается за счёт поддержания определённого состава электролита и температуры. С повышением температуры и увеличении плотности тока при поддержании рН = 2,0-2,5 разряд ионов никеля происходит быстрее, чем ионов водорода. Аналогичный эффект наблюдается при рН = 4,0-4,5 при умеренной плотности тока.
При электролитическом
рафинировании никеля используется сульфат- хлоридный электролит, содержащий
небольшое количество свободных ионов водорода. Основными компонентами
электролита являются сульфаты никеля и натрия и хлорид никеля. Для автоматического
регулирования кислотности среды в пределах 2,5-5,0 рН в электролит вводят
борную кислоту, которая играет роль буферной добавки и в зависимости от рН
среды диссоциирует по разному. С увеличением рН раствора она диссоциирует по
уравнению
Н3ВО3 = 3Н+
+ ВО33-, (2.91)
а при уменьшении рН по
уравнению
Н3ВО3 = В3+
+ 3ОН- (2.92)
При анодном растворении в
электролит одновременно с никелем переходят примеси медь, железо и кобальт.
Потенциал выделения никеля в условиях электролиза составляет порядка -0,55 В.
Потенциал разряда ионов меди, кобальта и водорода электроположительнее
потенциала разряда никеля. Поэтому все они будут разряжаться на катоде вместе с
никелем. Кроме того, отношение скоростей разряда ионов более
электроотрицательных металлов, таких как Fe,
Mn и Zn
к скорости разряда никеля значительно выше отношения их концентрации:
![]() >>
>> ![]() ,
,
что приведёт к разряду этих примесей на катоде вместе с никелем.
Поэтому для предотвращения возможного загрязнения катодного никеля примесями и снижения выхода по току для никеля необходимо выполнение при организации электролитического рафинирования никеля следующих условий:
тщательная очистка электролита от примесей;
поддержание рН электролита в пределах 2,0-5,0;
разделение катодного и анодного пространств слабо фильтрующей, химически инертной и механически прочной диафрагмой;
применение оптимального электрического режима и состава электролита.
Технология электролитического рафинирования никеля
Применяемые в настоящее время никелевые электролиты содержат, г/л: Ni - 70-110; Na - 20 25; Cl- - 40-80; SO42 - 110-160; Н3ВО3 - 4- 6. Электролиз ведут в ваннах ящичного типа. В качестве катодов используют никелевые матрицы (тонкие листы), а в качестве анодов черновой никель.
Получение чистых катодных осадков на практике достигается отделением катодного пространства от объёма загрязнённого электролита, образующегося в результате растворения анода, специальной диафрагмой. Диафрагма представляет собой раму из армированного титановыми скобами профилированного пропилена, обтянутую специально обработанным брезентом, хлориновой или другой синтетической тканью. Диафрагма должна обладать химической инертность, механической прочностью и достаточной электропроводностью. Эта конструкция с помещённым в неё катодом представляет собой катодный ящик или катодную ячейку. Очищенный электролит (католит) поступает в катодный ящик, в котором поддерживается более высокий уровень электролита, чем в электролизной ванне. Разность уровней электролита создает гидростатический напор, обеспечивающий движение электролита из катодного пространства в анодное. Обеднённый никелем католит проникает в анодное пространство в том случае, если скорость его движения в порах диафрагмы превышает скорость движения катионов из анодного пространства под действием диффузии и электрического поля. Необходимая для этого скорость движения католита обеспечивается регулированием разности уровня электролита в катодной ячейке и электролизёре. Обычно эта разница составляет 30-40 мм. (рисунок 2.7)
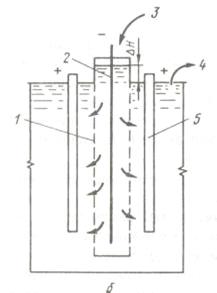
- катодная диафрагма; 2- катод; 3-католит; 4-анолит; 5 - анод
Рисунок 2.7 - Схема
электролитического рафинирования никеля с двумя анодами и одним катодом.
Электролит, находящийся в анодном пространстве, загрязнён примесями из анодного никеля и направляется на очистку от этих примесей.
В первую очередь электролит очищают от таких примесей, как железо, медь и кобальт, которые наиболее быстро накапливаются в электролите.
Очистка от железа основана на
окислении двухвалентного железа до трёхвалентного с последующим осаждением
гидрата oксида или
основной соли трёхвалентного железа, которые образуются в результате гидролиза.
В качестве окислителя обычно используется кислород воздуха. Окисление ионов
железа (II) и процесс
гидролиза описываются реакциями:
2FeSO4 +
0,5O2 + 5H2O = 2Fe(OH)3 + 2H2SO4
(2.93)3 + H2SO4 = NiSO4 = 2H2O
+ CO2 (2.94)
Добавление карбоната никеля обусловлено необходимостью нейтрализации образующейся в результате гидролиза серной кислоты и создания необходимой для процесса гидролиза кислотности среды. Обычно очистку от железа производят при температуре 75-80оС при рН = 4,0-4,5.
Железистые кеки содержат 8-15% Ni. После отделения кеков от раствора на дисковых фильтрах они подвергаются репульпации с целью извлечения из них части никеля. Далее они направляются на плавку вместе с рудным сырьём в электротермических печах.
Очистку от железа производят в чанах-пачуках, в которые непрерывно подаётся загрязнённый электролит и карбонат никеля. Раствор интенсивно перемешивается воздухом Вытекающий электролит фильтруется на фильтр - прессах. В отфильтрованном электролите остаётся железа порядка 10 мг/л.
Очищенный от железа электролит
направляется на очистку от меди. В основе очистки электролита от меди лежит
процесс цементации меди на никелевом порошке. Цементация основана на вытеснении
из раствора металла, обладающего более электроположительным потенциалом
(цементируемый металл) другим металлом (цементатором), обладающим более электроотрицательным
потенциалом. В качестве цементатора во избежание загрязнения электролита
другими примесями используется порошковый никель. При этом протекает реакция:
Ni
+ CuSO4
= Cu + NiSO4
(2.95)
На практике обезмеживание проводят в чанах с механическим перемешиванием или в специальных аппаратах - цементаторах.
Цементатор представляет собой полый аппарат с вертикальным рабочим пространством и переменным сечением (рисунок 2.8).
Загрязнённый медью раствор подаётся в нижнюю часть цементатора, а очищенный раствор выводится из цементатора через сливной порог, находящийся в верхней части аппарата. Никелевый порошок подаётся либо сверху, либо в месте с поступающим в аппарат раствором. В верхней части аппарата скорость вертикального потока снижается из - за расширения корпуса. В результате частицы твердых материалов образуют чётко выраженный кипящий слой, который удерживается на глубине около 2 м от уровня сливного порога. Выделившуюся цементную медь по мере её накопления периодически выгружают из цементатора и направляют на переработку в медное производство.