Материал: Санитарная обработка оборудования и инвентаря в молочной промышленности
Методика заключается в следующем: модельное загрязнение, состоящее из 70 % молочного жира (сливочное масло 82,5 % жирности), 15 % растительных жиров кокосового масла, 10 % сухого обезжиренного молока и 5 % сажи. Сливочное и кокосовое масло, сухое обезжиренное молоко и сажу интенсивно перемешивали в ступке до получения однородной массы. Наносили 5 г загрязнения (в среднем 0,1 г на 1 см2 площади) на поверхности пластинок (размером 125 х 40 х 2 мм) из нержавеющей стали, равномерно распределяли и подсушивали при комнатной температуре (18-20 °С) в течение 24 часов. При сушке загрязнителя на пластинках масса его уменьшается в среднем на 30 %.
Подготовленные пластины вставляли в пазы прибора Уиттлстоуна, подключенного к емкости с рабочими растворами моющего средства различных концентраций. Прибор Уиттлстоуна является частью опытного стенда и позволяет в лабораторных условиях воссоздать процессы, максимально приближенные к происходящим при механизированной (циркуляционной) мойке и дезинфекции молочного оборудования. Включали насос для циркуляции испытуемого моющего раствора определенной температуры через прибор в течение установленного времени.
После рециркуляции растворов разработанных средств пропускали водопроводную воду в течение 3-5-7 минут (до получения нейтральной реакции с помощью универсальной индикаторной бумаги). После ополаскивания пластин от остаточных количеств средства установку отключали и вскрывали прибор Уиттлстоуна.
Степень удаления загрязнений определяли визуально. Санитарную обработку моющим раствором считали эффективной при отсутствии на поверхностях пластин следов белка и жира.
При испытаниях моюще-дезинфицирующего средства к 5 г модельного загрязнения добавляли 1 мл микробной суспензии (смесь 5 штаммов одной культуры). Для контаминирования тест-объектов готовили суспензии Escherichia coli, Pseudomonas aeruginosa, Streptococcus faecalis, Staphylococcus aureus, Oospora lactis и Salmonella typhimurium в концентра-циях не менее 1-10 КОЕ в 1 см .
После обработки рабочими растворами моющее-дезинфицирующего средства разбирали прибор и стерильным ватным тампоном (на стержне из нержавеющей стали, вмонтированном в пробирку) брали смывы с поверхностей пластинок и сразу над пламенем спиртовки опускали тампон в пробирку с нейтрализатором. Выбор нейтрализатора зависит от вида дезинфицирующей субстанции или класса действующего вещества. Тампон в пробирке тщательно встряхивали 30-40 секунд, отжимали о стенки пробирки и удаляли. Содержимое пробирок переливали в стерильные центрифужные пробирки и закрывали пробками. Пробирки со смывами центрифугировали при частоте вращения 5000 об/мин в течение 30 мин. Затем надосадочную жидкость сливали, добавляли к осадку 10 мл стерильной водопроводной воды, встряхивали, чтобы осадок растворился в воде, и вторично центрифугировали при частоте вращения 5000 об/мин в течение 30 мин, после чего опять сливали надосадочную жидкость, добавляли стерильной пипеткой 1 мл стерильной водопроводной воды и встряхивали. Стерильными пипетками засевали по 0,5 мл жидкости на питательные среды (МПА, ГРМ, жидкое сусло-агар и др.). Термостатирование проводили при температуре 37 °С, исключение составляла Oospora lactis - при 30 °С. Предварительную оценку результатов осуществляли через 48 часов, окончательную - через 6 дней.
Критерий эффективности средства
при обеззараживании тест-объектов - не менее 99,99 %. Средство считается
эффективным при условии совпадения результатов в трех опытах.
2.4 Проведение
испытаний в производственных условиях
По результатам проведенных лабораторных исследований, разработки научно-технической документации на производство и применение разработанных средств мойки и дезинфекции, получения согласования органов здравоохранения проводят испытания на 1-3-х предприятиях молочной промышленности.
Качество санитарной обработки
считается удовлетворительным при отсутствии бактерий группы кишечных палочек, а
общая бактериальная об-семененность (КМАФАнМ) не должна превышать нормы,
установленные СаНПиН 2.3.4.551-96 [16]. Кроме этого на обработанных
поверхностях оборудования не должны обнаруживаться следы жира, белка и
минеральных отложений.
2.5 Обработка
результатов исследований
Для обработки полученных экспериментальных данных были использованы математические методы планирования многофакторного эксперимента. Расчет коэффициентов математических моделей осуществляли методом наименьших квадратов [39, 52, 120].
3. РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ
Исходя из составов загрязнений на поверхностях технологического оборудования, под моющей способностью технических моющих средств (ТМС) следует понимать комплекс основных свойств препарата: гидролиз белка, эмульгирование жира и растворимость минеральных солей.
Кроме основных указанных
свойств жидких ТМС они должны содержать ингредиенты, обеспечивающие
стабильность рН рабочих растворов (буферы), товарный вид (прозрачность,
отсутствие осадка). Немаловажным фактором для ТМС является их антикоррозионные
свойства, что достигается введением в рецептуры особых компонентов.
3.1
Обоснование и выбор электролитов
Учитывая выводы раздела 1.5., что основными щелочными компонентами в жидких моющих средствах могут выступать гидроокись калия (КОН), гидроокись калия в смеси с гидроокисью натрия (NaOH), метасиликат натрия (Na2SiO3) или калия или смесь их, нами была определена их растворяющая (гидролизующая) способность по отношению к молочным белково-жировым загрязнениям в концентрациях от 0,025 до 0,7 % из расчета содержания электролитов в концентратах моющих средств в количестве от 2,5 до 70 % и применения их в виде 1 %-ных рабочих растворов.
Результаты лабораторных исследований с использованием устройства тонкой ротационной очистки представлены в таблице 3.1.
Таблица 3.1.
Степень растворения молочных загрязнений (СРМЗ) в растворах щелочных электролитов
|
Ед. калий, % |
СРМЗ, % |
Ед. натрий, % |
СРМЗ, % |
Метасиликат натрия, % |
СРМЗ, % |
|
||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
||
|
0,025 |
8±2 |
0,025 |
10±2 |
0,025 |
5±1 |
|
||
|
0,05 |
15±2 |
0,05 |
17±3 |
0,05 |
9±3 |
|
||
|
0,10 |
24 ±3 |
0,10 |
27±3 |
0,10 |
16±2 |
|||
|
0,20 |
29 ±2 |
0,20 |
0,15 |
19±2 |
||||
|
0,30 |
32 ±2 |
0,30 |
35 ±3 |
0,20 |
20 ±2 |
|||
|
0,40 |
32 ±1 |
0,40 |
37 ±2 |
0,25 |
24±2 |
|||
|
0,50 |
34 ±1 |
0,50 |
37±2 |
0,30 |
26±1 |
|||
|
0,60 |
35 ±1 |
0,60 |
38±2 |
0,40 |
26 ±1 |
|||
|
0,70 |
35±2 |
0,70 |
39 ±2 |
0,50 |
27 ±1 |
|||
Показано, что СРМЗ в растворах щелочных электролитов, представленная в табл. З.1., составляет 27 ± 1 % для силикатов натрия, 35 ± 2 % для гидроокисей натрия и 39 ± 2 % для гидроокисей калия, то есть на степень растворения молочных загрязнений (СРМЗ) существенно влияет степень диссоциации электролитов в водных растворах (рН среды).
СРМЗ возрастает с повышением концентрации электролитов до 0,7 %. Дальнейшее увеличение содержания электролита в водном растворе незначительно влияет на СРМЗ, но увеличивается нецелесообразный расход ингредиента. Степень удаления молочных загрязнений гидроокисями натрия и калия на 10 - 12 % выше, чем при использовании метасиликата натрия, что объясняется более высокой степенью диссоциации их ионов.
При этом следует отметить, что степень удаления молочных загрязнений при 0,05 %-ном содержании гидроокиси в растворе - незначительное и составляет лишь 15 - 18 % от общего количества модельного загрязнения. При повышении концентрации гидроокисей в 2 - 4 раза степень удаления загрязнений возрастает до 25 - 30 %. Дальнейшее увеличение концентрации гидроокисей незначительно влияет на степень удаления загрязнений и составляет лишь от 3 до 7 %. Эта закономерность характерна для всех электролитов.
Обработка экспериментальных данных изменений степени растворения молочных загрязнений от концентраций щелочных электролитов позволила получить следующую модель, представленную на рис.3.1.
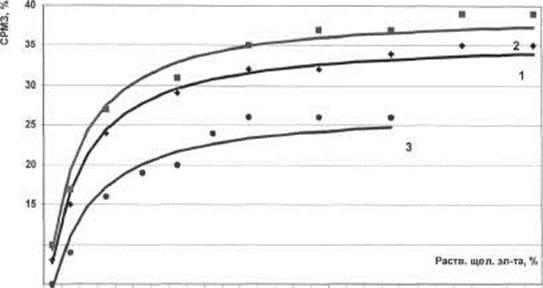
Рис. 3.1. Моделирование
процесса растворения молочных загрязнений (СРМЗ) в растворах щелочных
электролитов
Полученные экспериментальные
данные могут быть описаны следующим уравнением:
Y
= EXP(A0
+ A,/X), (3.1.)
где: Y (СРМЗ) - степень растворения молочного загрязнения, %; X - концентрация электролита в растворе, %; Ао, А, - коэффициенты.
При количестве точек М = 9, количестве серий - числе параллельных опытов Q = 3 и шаге прогнозирования = 0,025:
- для растворов едкого калия: Ао = 3,58225; А\ = -0,03886; коэф. корреляции г = 0,996 и данная модель адекватна;
· для растворов едкого натрия: Ао = 3,67297; А, = -0,03592; коэф. корреляции г = 0,992 и данная модель адекватна;
· для растворов метасиликата натрия: Ао = 3,29886; А\ = -0,04511; коэф. корреляции г = 0,982 и данная модель адекватна.
Результаты моделирования и расчеты коэффициентов приведены в приложении 1.
По данным Г. Штюпеля [127] неорганические электролиты понижают диспергирование ПАВ (способность их удерживать загрязнения в растворе), способствуя повторной адсорбции загрязнения на очищаемую поверхность. Метасиликат, напротив, улучшает эту способность ПАВ к диспергированию. Поэтому метасиликат натрия, введенный в рецептуру моющего средства подавляет действие других электролитов относительно диспергирования ПАВ.
Поэтому нами были проведены
исследования степени растворимости молочных загрязнений смесями электролитов и
установлены рациональные концентрации гидроокиси калия и метасиликата натрия,
при которых достигается максимальная степень растворения молочно-белковых
загрязнений (табл. 3.2.).
Таблица 3.2.
Степень растворения молочных загрязнений (СРМЗ) в смесях электролитов
|
Смесь электролитов, % |
СРМЗ, % |
Смесь электролитов, % |
СРМЗ, % |
||||||||
|
Едкий калий |
Метасиликат натрия |
|
Едкий калий |
Метасиликат натрия |
|
||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
||||||
|
0,025 |
0,025 |
15 ±3 |
0,10 |
0,025 |
21 ±3 |
||||||
|
0,025 |
0,05 |
17±3 |
0,10 |
0,05 |
24±2 |
||||||
|
0,025 |
0,10 |
20±2 |
0,10 |
0,10 |
27±3 |
||||||
|
0,025 |
0,15 |
22 ±2 |
0,10 |
0,15 |
29 ±2 |
||||||
|
0,025 |
0,20 |
22± 1 |
0,10 |
0,20 |
29 ±2 |
||||||
|
|
|
||||||||||
|
0,05 |
0,025 |
17±2 |
0,20 |
0,025 |
30±1 |
||||||
|
0,05 |
0,05 |
19±3 |
0,20 |
0,05 |
31±1 |
|
|||||
|
0,05 |
0,10 |
21 ±3 |
0,20 |
0,10 |
34±1 |
|
|||||
|
0,05 |
0,15 |
23 ±1 |
0,20 |
0,15 |
34 ±2 |
|
|||||
|
0,05 |
0,20 |
23 ±3 |
0,20 |
0,20 |
34 ±2 |
|
|||||
Смесь метасиликата натрия и гидроокиси калия обладала более высокими гидролизующими свойствами, чем чистые растворы метасиликата натрия, но ниже, чем растворы гидроокиси калия.
Но использование их в смеси друг с другом дает возможность наряду с химическим расщеплением белка гидроокисью калия на растворимые в воде фрагменты, обеспечить метасиликатом натрия выраженный антикоррозионный эффект и предотвращение вторичной адсорбции загрязнения из раствора на очищаемую поверхность.
Таким образом, при проведении мойки оборудования целесообразно использовать в качестве электролитов смеси гидроокиси калия и метасиликата натрия при общей наиболее рациональной концентрации их в рецептуре от 5 до 20 % в соотношении 2:1, которое обусловлено их физико-химическими свойствами.
Моделирование процесса растворения молочных загрязнений в растворах смеси электролитов позволило получить зависимости представленные на рис. 3.2.
Полученные данные могут быть
описаны следующим уравнением:
Y
= A0 + Ai-LnX, (3.2.)
где: Y - степень растворения молочного загрязнения (СРМЗ), %; X - концентрация электролитов в растворе, %; Ао, Ai - коэффициенты.
Результаты моделирования и расчеты коэффициентов проведены аналогично материалам, представленным в приложении 1.
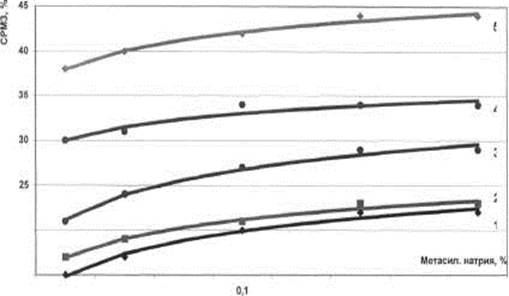
Рис. 3.2. Моделирование
процесса растворения молочных загрязнений (СРМЗ) в растворах смеси щелочных
электролитов
При количестве точек М = 5, количестве серий - числе параллельных опытов Q = 3 и шаге прогнозирования = 0,025:
1) для растворов смеси едкого калия (0,025 %) и метасиликата натрия (0,025 - 0,2 %): Ао = 28,32374; Aj = 3,65132; коэф. корреляции г = 0,99 и данная модель адекватна;
2) для растворов смеси едкого калия (0,05 %) и метасиликата натрия (0,025 - 0,2 %): Ао = 28,247; Aj = 3,06033; коэф. корреляции г = 0,991 и данная модель адекватна;
3) для растворов смеси едкого калия (0,1 %) и метасиликата натрия (0,025 - 0,2 %): Ао = 36,16546; А1 = 4,06822; коэф. корреляции г = 0,992 и данная модель адекватна;
4) для растворов смеси едкого калия (0,2 %) и метасиликата натрия (0,025 - 0,2 %): Ао = 38,07194; Ai = 2,18987; коэф. корреляции г = 0,95 и данная модель адекватна;
5) для растворов смеси едкого калия (0,35 %) и метасиликата натрия (0,025 - 0,2 %): Ао = 49,247; А, = 3,06033; коэф. корреляции г = 0,991 и данная модель адекватна.
Низкая гидролизующая
способность электролитов связана с их слабой эмульгирующей способностью по
отношению к жировой фракции загрязнения. Поэтому для повышения степени
растворения молочного загрязнения водный раствор электролита должен содержать
поверхностно-активные вещества (ПАВ). В их присутствии моющий раствор
(электролит - вода - ПАВ) приобретает совершенно иные физико-химические
свойства. В первую очередь, это снижение поверхностного натяжения растворов
электролитов, что обеспечивает полноту смачивания ими обрабатываемой
поверхности. Во-вторых, наличие ПАВ в растворе электролита способствует
эмульгированию жировой части молочного загрязнения. За счет этих факторов резко
возрастает степень растворения молочного загрязнения и перевод его в моющий
раствор в виде мелкодисперсной эмульсии.