Материал: Проектирование автоматизированной установки объёмной печати моделей
подключать установку только в работающую розетку;
не допускать попадания влаги в установку (в случае попадания немедленно выключить и высушить);
не допускать попадание грязи и пыли в установку (в случае попадания нужно выключить и почистить);
использовать для печати только качественный пластик ABS или PLA;
по окончании печати выждать некоторое время прежде чем извлекать модель, либо извлекать модель в теплозащитных перчатках;
не выполнять постобработку в некачественном растворителе;
не выполнять постобработку в непроветриваемом помещении;
работать с растворителем только в специальных перчатках.
Для обеспечения соблюдения правил безопасности, работники должны их знать. Для этого необходимо проводить обязательный инструктаж по технике безопасности для всех лиц, принимаемых на работу.
Работники должны пройти следующие инструктажи:
вводный
первичный
повторный
внеплановый
целевой
Проведение инструктажей по охране труда включает в себя ознакомление работников с имеющимися опасными или вредными производственными факторами, изучение требований охраны труда, содержащихся в локальных нормативных актах организации, инструкциях по охране труда, технической, эксплуатационной документации, а также применение безопасных методов и приемов выполнения работ
Так же необходимо проводить обучение работников правилам пожарной безопасности. Противопожарный инструктаж должен проводиться с учётом специфики предприятия. Проведение противопожарного инструктажа включает в себя ознакомление работников организаций с:
правилами содержания территории, зданий (сооружений) и помещений, в том числе эвакуационных путей, наружного и внутреннего водопровода, систем оповещения о пожаре и управления процессом эвакуации людей;
требованиями пожарной безопасности, исходя из специфики пожарной опасности технологических процессов, производств и объектов;
мероприятиями по обеспечению пожарной безопасности при эксплуатации зданий (сооружений), оборудования, производстве пожароопасных работ;
правилами применения открытого огня и проведения огневых работ;
обязанностями и действиями работников при пожаре, правилами вызова пожарной охраны, правилами применения средств пожаротушения и установок пожарной автоматики.
Руководители, специалисты и работники организаций, ответственные за пожарную безопасность, обучаются пожарно-техническому минимуму в объеме знаний требований нормативных правовых актов, регламентирующих пожарную безопасность, в части противопожарного режима, пожарной опасности технологического процесса и производства организации, а также приемов и действий при возникновении пожара в организации, позволяющих выработать практические навыки по предупреждению пожара, спасению жизни, здоровья людей и имущества при пожаре.
Необходимо обеспечить наличие всех инструкций по охране труда на рабочих местах.
При работе с установкой рекомендуется использовать средства индивидуальной защиты. Так как при работе с установкой существует вероятность получения термических ожогов (в первую очередь рук) то работникам необходимо использовать средства защиты рук от воздействия высоких температур. Для этих нужд подойдут рукавицы суконные, рукавицы с брезентовым наладонником и другие рукавицы, защищающие от высоких температур.
При постобработке модели в растворителе необходимо использовать как средства индивидуальной защиты, так и средства коллективной защиты.
В качестве средств индивидуальной защиты необходимо использовать:
средства защиты рук: перчатки х/б с полным нитриловым покрытием и манжетой (защита от кислот);
средства защиты органов дыхания, лица и глаз: закрытые противогаз или респиратор.
В качестве средств коллективной защиты необходимо использовать средства нормализации воздушной среды, а именно:
вентиляция и очистка воздуха;
локализация вредных факторов.
Соблюдение всех этих мер обеспечит требуемый
уровень безопасности на объекте.
7.3 Разработка проектных решений
7.3.1 Разработка мероприятий, методов и средств обеспечения безопасности работы установки
Для обеспечения безопасности работы установки, необходимо определить, какие именно опасности можно устранить путём внесения конструктивных решений в проект. В таблице 6.1 был указан перечень возможных опасностей, которые могут возникнуть при работе с установкой.
Стоит начать с самого простого. Так как установка рассчитана на применение пластиков ABS и PLA, которые в свою очередь изготавливаются из натуральных компонентов и не токсичны, так что при использовании их в качестве сырья для трёхмерной печати всякая опасность, связанная с химическим поражением человека исчезает. То есть мероприятие по устранению химической опасности, связанной с некачественным пластиком заключается в закупке качественного сырья.
Такой же принцип и по устранению химической опасности вследствие использования некачественного растворителя. Для растворения ABS пластика необходимо использовать ацетон, а для растворения PLA необходимы фенол или концентрированная серная кислота. Для работы с данными растворителями необходимо помещение с хорошей вентиляцией. Так же необходимо применять средства индивидуальной защиты. Для допуска персонала к работе с вредными веществами требуется проведение инструктажа по технике безопасности, а так же необходимо проводить предварительные и периодические медицинские осмотры лиц, имеющих контакты с вредными веществами. Вследствие этих мероприятий химическая опасность установки устраняется целиком, а химическая опасность постобработки модели в растворителях снижается.
Для предотвращения опасности механических травм о движущиеся части установки, опасности ожогов о нагревающиеся элементы установки и об пластик, а так же снижения опасности поражения электрическим током в конструктив установки необходимо внести изменения.
Для устранения и снижения вышеописанных опасностей необходимо изолировать процесс печати от человека. Для этого Установке необходимо сделать корпус, который не допускает возможности случайно травмироваться о рабочие органы установки. Корпус должен быть снабжён дверцей, через которую можно извлекать готовую модель. Для усиления безопасности и предотвращения вторжения человека через дверцу во время печати, необходим датчик открытия дверцы. Датчик открытия дверцы сделает невозможным запуск печати при открытой дверце, а так же, при открытии дверцы во время печати подаст сигнал на контроллер, вследствие чего произойдёт аварийная остановка процесса печати. Это конструктивное решение призвано устранить вероятность механических травм о рабочие органы установки, а так же снизить вероятность ожогов и поражения электрическим током. Так же корпус поможет снизить такой негативный фактор как шум приводов. Помимо прочего, корпус изолирует установку от попадания грязи и пыли в рабочие органы, что в свою очередь снижает вероятность возникновения возгорания внутри установки.
Но так как полностью устранить попадание грязи и пыли невозможно, необходимо применять профилактические меры по очистке рабочих органов установки. Очистку необходимо производить периодически, не реже одного раза в неделю при постоянном использовании установки.
Однако нет возможности полностью исключить
вероятность возгорания. Можно лишь мгновенно отреагировать на него и избежать
возникновения пожара в помещении с последующими трагическими последствиями. Для
этих нужд установку необходимо оборудовать датчиком пламени, который немедленно
оповестит контроллер в случае возгорания, а контроллер в свою очередь
произведёт аварийное отключение установки и просигнализирует оператору о
возникновении аварийной ситуации. Это позволит вовремя ликвидировать возгорание
и не допустить возникновение пожара.
7.3.2 Выбор способов утилизации отходов производства
Сам процесс печати безотходен, и даже если приходится утилизировать старые отработанные модели, напечатанные на установке, то в этом не возникает никаких трудностей, поскольку используемые в печати пластики ABS и PLA являются нетоксичными и биоразлагаемыми.
Однако в постобработке моделей присутствует работа с кислотами, а именно с серной кислотой и фенолом (карболовая кислота).
Прежде чем утилизировать серную кислоту, её необходимо нейтрализовать. В настоящее время существует множество способов нейтрализации серной кислоты:
Разложение кислоты при высокой температуре.
В жидком состоянии серная кислота может находиться при температуре ну более 300 градусов по Цельсию, при температуре 296 градусов уже начинается процесс разложения. Метод заключается в том, что кислота разогревается до температуры порядка 305 градусов, вследствие чего происходит нейтрализация;
Нейтрализация гидроксидом натрия.
Концентрированная серная кислота разбавляется
одной порцией NaOH:
H2SO4 (конц.)+NaOH=NaHSO4+H2O.
Для разбавленной серной кислоты требуется та же
щелочь в двойном размере:
H2SO4 (разб.)+2NaOH=Na2SO4+H2O.
В обоих случаях образуются оксосоли Na2SO4;
Помимо этого, серная кислота при определенных условиях нейтрализуется оксидами некоторых металлов.
Так, например, разбавленная серная кислота,
соединяясь с оксидом бария, образует соль - сульфат бария и воду:
H2SO4 (разб.)+BaO=BaSO4+H2O.
Некоторые металлы, например цинк, хорошо
реагируют с разбавленной кислотой, в результате чего образуется соль, а водород
выделяется наружу:
H2SO4 (разб.)+Zn=ZnSO4+H2.
Для нейтрализации паров фенола можно использовать специальную установку.
Абсорбционно-биохимическая установка очистки
вентиляционного воздуха от вредных веществ (АБХУ).
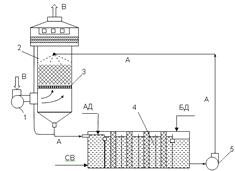
Рисунок 7.1 - Технологическая схема АБХУ
Установка состоит из следующих элементов:
вентилятор;
абсорбер;
массообменная решётка;
биореактор;
насос.
Вентиляционный воздух, удаляемый от технологического оборудования, с помощью вентилятора 1 подается в абсорбер 2, где на массообменной решетке расположен слой насадки 3. Насадка непрерывно орошается абсорбентом, подаваемым насосом 5 и находится в «кипящем» состоянии, что обеспечивает интенсивный массообмен между газовой и жидкой фазами. В качестве абсорбента применяется техническая вода. Регенерация абсорбента осуществляется в биореакторе 4, где с помощью специально селекционированного штамма микроорганизмов вредные органические вещества минерализуются до СО2 и Н2О. Для обеспечения активной жизнедеятельности микроорганизмов, за счет добавления в биореактор биогенных добавок, в растворе поддерживается концентрация азота и фосфора. Очищенный абсорбент вновь подается на орошение в абсорбер. Установка имеет замкнутый цикл циркуляции абсорбента и не имеет стоков в канализацию. Очищенный вентвоздух после сепарации выбрасывается в атмосферу.
Так же можно воспользоваться услугами
специальных фирм по утилизации вредных отходов.
7.3.3 Оценка вероятности возникновения пожара.
Так как автоматизированная установка объёмной печати моделей является пожароопасной, необходимо провести расчёт вероятности возникновения пожара при её эксплуатации.
При определении вероятности возникновения пожара из за электрооборудования использовались следующие источники:
ГОСТ 12.1.004-91. Пожарная безопасность. Общие требования;
Статья 143. Требования пожарной безопасности к электрооборудованию (Федеральный закон 123-ФЗ);
Из этих источников можно заключить, что вероятность возникновения пожара в электрооборудовании не должна превышать 10-6 в год. Это относится к электрическим розеткам, компьютерам, блокам питания, электромоторам и т.д.
Предполагаем, что каждая единица электрооборудования имеет соответствующую худшему случаю вероятность возникновения пожара: 10-6. Поскольку, в случае, если эта вероятность больше, то применение данного электрооборудования не соответствует действующим нормативным документам.
При расчёте вероятности возникновения пожара используется ГОСТ 12.1.004-91* "Метод определения вероятности возникновения пожара (взрыва) в пожаровзрывоопасном объекте".
Для определения пожаровзрывоопасности любого
объекта, необходимо определить пожаровзрывоопасность его составных частей
(технологических аппаратов, установок, помещений). Вероятность возникновения
пожара (взрыва) в объекте в течение года Q(ПЗ) вычисляют по формуле:
|
|
(7.1) |
где Qi(ПП) - вероятность возникновения пожара в i-ом помещении объекта в течение года;- количество помещений в объекте.
Возникновение пожара (взрыва) в любом из помещений объекта (событие ПП) обусловлено возникновением пожара (взрыва) или в одном из технологических аппаратов, находящихся в этом помещении (событие ПТАj,), или непосредственно в объеме исследуемого помещения (событие ПОi). Вероятность Qi(ПП) вычисляют по формуле:
|
|
|
 (7.2)
(7.2)
где Qj(ПТА) - вероятность возникновения пожара в j-м технологическом аппарате i-го помещения в течение года;(ПО) - вероятность возникновения пожара в объеме i-го помещения в течение года;- количество технологических аппаратов в i-м помещении.
Предполагаем, что вероятность возникновения пожара в объеме i-го помещения в течение года Qi(ПО) равна нулю. Т.е. вся опасность возникновения пожара исходит от электрооборудования. Это допущение применимо для объектов, где в объеме помещений не могут образовываться пожаровзрывоопасные смеси или газы. Например, такие объекты как общественные и административные здания.
Для примера расчёта примем цех, в котором есть 5 помещений, среднее количество человек в помещении - 5, среднее количество электрооборудования на человека - 10 (в том числе: сетевых розеток, офисной техники, светильников и т.п.).
Расчёт возникновения пожара в типовом помещении:

То есть с вероятностью 50∙10-6 в каждом помещении может возникнуть пожар.

Вероятность возникновения пожара на объекте в
целом составляет 0,00025. В соответствии с приказом С.К. Шойгу от 30 июня 2009
г. № 382, для объектов, на которых нет собранной статистики пожаров допускается
принимать вероятность возникновения пожара равной 4∙10-2 для каждого
здания. Следовательно, расчёт для нашего цеха удовлетворяет требованиям
пожарной безопасности.
Заключение
В данном дипломном проекте была освещена тема проектирования автоматизированной установки объёмной печати моделей. В результате проделанной работы были разработаны: корпус установки, система управления установки и программное обеспечение для установки. Произведён подбор электронных компонентов системы управления и разработана схема электрическая подключений. Произведён выбор вспомогательных элементов для системы управления, таких как ЖК-дисплей и клавиатура. Проектирование производилось с учётом функциональности, совместимости и экономичности.
Так же проведено моделирование процессов регулирования температуры и давления пластика в экструдере и проанализирована их работа с различными видами регуляторов (двухпозиционный, П, ПИ и ПИД).
Проведён функционально-стоимостной анализ проекта и определён период его окупаемости (около 3-х лет).
Освещена тема безопасности и экологичности
проекта, выбраны меры по обеспечению безопасности работающих с установкой, а
так же меры по обеспечению экологичности проекта и по предотвращению
чрезвычайной ситуации (пожара).
Список использованных источников
Кузнецов В.П. Методические указания к выполнению дипломного проекта для студентов специальности 210200. - Курган: Курганский государственный университет, ризограф, 2001. - 50 с.
Пухов А.С. Синтез решений при создании автоматизированных объектов. Учебное пособие. - Курган: Кург. гос. ун-т, 2000. - 36 с.
Кенио Т. Шаговые двигатели и их процессорные системы управления. М.: Москва Энергоиздат, 1987. - 200 с.
Брайан Керниган, Деннис Ритчи. Язык программирования C. М.: Вильямс, 2012. - 304 с.
Нестеров А.Л. Проектирование АСУТП. Книга 1. М.: ДЕАН, 2006. - 544 с.
Вальков В.М., Вершин В.Е. Автоматизированные системы управления технологическими процессами.- Л.: Политехника, 1991.-269 с
Проектирование систем автоматизации технологических процессов: Справ. пособие / Под общ. ред. А.С. Клюева-М.: Энергоатомиздат,1990.- 464 с.:ил.
Бахвалов Л.А. Моделирование систем: Учебное пособие для вузов. - Москва: Московский государственный университет, 2006. - 290 с.
Шемелин В.К. Проектирование систем управления в машиностроении: Учебник для студентов техн. вузов. - М.: Издательствово “Станкин”, 1988. - 254 с.
Таранов С.Т., Макарова И.М. “Автоматизация технологических процессов и производств”. Методические указания к выполнению экономической части дипломного проекта для студентов специальности 220301