Материал: Проектирование автоматизированной установки объёмной печати моделей
Проектирование автоматизированной установки объёмной печати моделей
Аннотация
Данный дипломный проект посвящён проектированию автоматизированной установки объёмной печати моделей. Установка предназначена для быстрого прототипирования (печати пластиковых моделей по готовой 3D-модели). В качестве разрабатываемой системы управления в данном проекте будет система управления на базе контроллера DFRduino MEGA 2560. Разрабатываемая система управления служит для управления и контроля работы электрооборудования в установке, а так же обеспечения безопасности персонала и предупреждение об возникновении чрезвычайной ситуации.
В разделе «Функционально-стоимостной анализ проекта» произведена экономическая оценка проектных решений и выполнен расчёт окупаемости проекта в целом (определён период окупаемости).
В разделе «Безопасности и экологичность проекта» рассмотрены проблемы обеспечения безопасности персонала при работе с установкой, а так же разработаны меры по её обеспечению. Так же определено влияние установки на экологию и приняты меры по его снижению.
Данная работа содержит:
расчётно-пояснительная записка объёмом 97+ страниц;
графическая часть объёмом 11 листов формата А1.
Введение
Быстрое прототипирование - это технология быстрого «макетирования», быстрого создания опытных образцов или работающей модели системы для демонстрации заказчику или проверки возможности реализации. Прототип позже дополняется и уточняется для получения конечного продукта.
Для изготовления моделей в промышленности, ювелирной отрасли, области моделирования в последние годы все чаще и чаще применяются инновационные разработки и современное оборудование, позволяющее достигать желаемых результатов в краткие сроки и с наибольшей точностью исполнения.
Чтобы получить сложную высокоточную модель, недоступную для выполнения вручную, либо изготовить идентичные модели в любом количестве (от двух штук до нескольких тысяч), используют оборудование, позволяющее получить из трехмерной виртуальной модели готовый объект.
D-прототипирование - метод создания физического объекта на основе виртуальной 3D-модели. На сегодняшний день существует большое количество технологий объемной 3D-печати, но во всех лежит один и тот же принцип послойного создания твердой геометрии по электронным данным - компьютерной CAD-модели (формат STL).
Примерно с начала 1980-х гг. начали интенсивно
развиваться технологии формирования трёхмерных объектов не путём удаления
материала (точение, фрезерование) или изменения формы заготовки (ковка,
штамповка, прессовка), а путём постепенного наращивания (добавления) материала
или изменения фазового состояния вещества в заданной области пространства.
. Обоснование
проектирования автоматизированной установки объёмной печати моделей
1.1 Краткое описание технологического процесса
объёмной печати
Полилактид (ПЛА/PLA) - биоразлагаемый, биосовместимый, термопластичный, алифатический полиэфир, мономером которого является молочная кислота. Сырьем для производства служат ежегодно возобновляемые ресурсы, такие как кукуруза и сахарный тростник.
Акрилонитрилбутадиенстирол (АБС/ABS) - Это один из лучших расходных материалов для 3D печати. Такой пластик не имеет запаха, не токсичен, ударопрочен и эластичен. Температура плавления АВС-пластика составляет от 240˚С до 248˚С.
Струйная 3D-печать осуществляется с использованием данных материалов. Для этого необходимо нагреть их до температуры 185˚С (для PLA-пластика) или 245 ˚С (для ABS-пластика) и поддержать её постоянство (нагрев осуществляется в специальной камере в экструдере). Далее разжиженный пластик выдавливается через специальную головку на охлаждаемую рабочую поверхность, вследствие чего пластик быстро твердеет. После того как закончена печать очередного слоя происходит переход на следующий, таким образом осуществляется послойная печать и формируется объёмная пластиковая модель.
Данные виды пластика не токсичны, но вследствие
того, что для печати требуется высокая температура и высокая точность, работа
человека в данном процессе исключается в пользу автоматизированной системы.
1.2 Анализ существующих решений в области
объёмной печати
В настоящее время 3D-печать набирает популярность, вследствие чего существует множество решений для 3D-принтеров. Рассмотрим основные из них и используем их сильные стороны в реализации собственного проекта.
Стоит начать с того, что существует 2 основных технологии объёмной печати - это лазерная и струйная. Существует три основные технологии лазерной 3D-печати:
Лазерная печать - ультрафиолетовый лазер постепенно, пиксель за пикселем, засвечивает жидкий фотополимер, либо фотополимер засвечивается ультрафиолетовой лампой через фотошаблон, меняющийся с новым слоем. При этом жидкий полимер затвердевает и превращается в достаточно прочный пластик.
Лазерное спекание - при этом лазер выжигает в порошке из легкосплавного пластика, слой за слоем, контур будущей детали. После этого лишний порошок стряхивается с готовой детали.
Ламинирование - деталь создаётся из большого количества слоёв рабочего материала, которые постепенно накладываются друг на друга и склеиваются, при этом лазер вырезает в каждом контур сечения будущей детали.
Так же существует пять различных технологий струйной 3D-печати:
Застывание материала при охлаждении - раздаточная головка выдавливает на охлаждаемую платформу-основу капли разогретого термопластика. Капли быстро застывают и слипаются друг с другом, формируя слои будущего объекта.
Полимеризация фотополимерного пластика под действием ультрафиолетовой лампы - способ похож на предыдущий, но пластик твердеет под действием ультрафиолета.
Склеивание или спекание порошкообразного материала - похоже на лазерное спекание, только порошковая основа (подчас на основе измельченной бумаги или целлюлозы) склеивается жидким (иногда клеющим) веществом, поступающим из струйной головки. При этом можно воспроизвести окраску детали, используя вещества различных цветов. Существуют образцы 3D-принтеров, использующих головки струйных принтеров.
Густые керамические смеси тоже применяются в качестве самоотверждаемого материала для 3D-печати крупных архитектурных моделей.
Биопринтеры -- печать 3D-структуры будущего объекта (органа для пересадки) производится стволовыми клетками. Далее деление, рост и модификации клеток обеспечивает окончательное формирование объекта.
Поскольку в проекте будет использована технология струйной печати (под номером 1), необходимо рассмотрение существующих моделей струйных 3D-принтеров.
Две интересные конструкции предлагает так
называемый проект RepRap, а именно Darwin и Mendel.
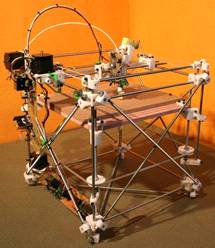
Рисунок 1.1. - Внешний вид 3D-принтера Darwin

Рисунок 1.2. - Внешний вид 3D-принтера Mendel
Оби эти модели, несмотря на их различия, Имеют одинаковый принцип позиционирования - при помощи трёх взаимно перпендикулярных направляющих. Этот принцип достаточно точный, но обладает низкой производительностью. Ещё эти модели снабжены нагревательным солом, что позволяет использовать в печати ABS пластик. Не смотря на то, что производительность невелика данное решение используется во многих современных 3D-принтерах, так как оно достаточно компактное и обладает высокой точностью.
Следующая рассмотренная модель сделана на основе дельта-робота. Эта модель называется Rostock. В основу конструкции положены три параллелограмма, то есть три радиально-симметрично расположенных направляющих, по которым перемещаются каретки. К кареткам при помощи шарнирных механизмов крепится экструдер.
Данная модель весьма интересна, так как обладает
гораздо более высокой производительностью, нежели модели Darwin и Mendel, и не
меньшей точностью, что качественно выделяет её на основе предыдущих моделей.
Данная модель не содержит нагревательного стола, вследствие чего не обладает
возможностью печати с использованием ABS пластика.

Рисунок 1.3. - Внешний вид 3D-принтера Rostock
В настоящее время существует множество
модификаций этих базовых моделей, но рассматривать их по отдельности не имеет
смысла.
1.3 Анализ задач управления
Система управления 3D-принтера должна выполнять ряд задач, которые можно разделить на несколько основных групп:
Геометрическая - задача с необходимой точностью и скоростью соблюдать заданную управляющей программой траекторию.
Логическая - задача контроля температуры нагрева экструдера и давления в подающей камере, а так же отслеживание аварийных ситуаций.
Терминальная - задача загрузки управляющей программы и непосредственного управления с ЭВМ, а так же возможность отладки программы и выявление ошибок.
Для выполнения этих задач необходим контроллер с
достаточным количеством входных и выходных сигналов, как цифровых, так и
аналоговых.
1.4 Функционально-стоимостной анализ базового
варианта установки
За базовый вариант установки был принят 3D-принтер Rostock (см. рисунок 1.3), описанный в пункте 1.2., так как он наиболее полно подходит по функциональным признакам к проектируемой автоматизированной установке.
Базовая модель 3D-принтера обладает следующими элементами:
открытый корпус;
механика привода экструдера и привода подачи пластика;
контроллер;
датчики начального позиционирования;
шаговые двигатели приводов экструдера и подачи пластика;
нагреватель экструдера;
датчик температуры;
реле - включатель нагрева.
На рисунке 1.4 показана структурная модель
базового варианта автоматизированной установки. На этой модели отображены все
взаимосвязи между структурными единицами установки.
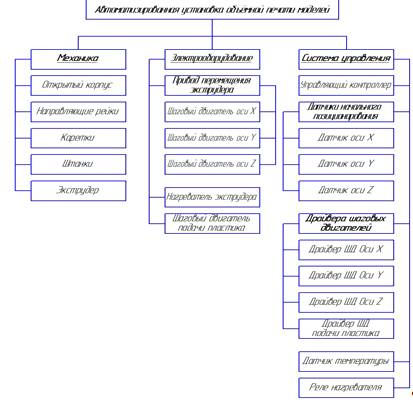
Рисунок 1.4 - Структурная модель базового
варианта автоматизированной установки
На основании структурной модели и информации о
важности конкретных структурных элементов строится функциональная модель
базового варианта автоматизированной установки (см. рисунок 1.5). На этой
модели проставляется вся информация о важности функций.
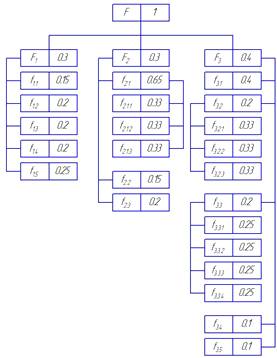
Рисунок 1.5 - Функциональная модель базового
варианта автоматизированной установки
По данным со структурной и функциональной
моделей составляется функционально-стоимостная модель для базового варианта
автоматизированной установки. На этой модели отображаются такие параметры как
значимость функции r, относительная важность функции R, качество исполнения
функции Q, абсолютная стоимость реализации функции Sабс и относительная
стоимость реализации функции Sотн.
Таблица 1.1 - Функционально-стоимостная модель базового варианта автоматизированной установки
|
Ин-декс фун-кции |
Наименование функции |
Материальный носитель функции |
r |
R |
Q |
Sабс, тыс.р. |
Sотн |
||
|
f1.1 |
Обеспечение целостности конструкции |
Открытый корпус |
0,15 |
0,045 |
0,044 |
0,86 |
0,039 |
||
|
f1.2 |
Поддержание кареток |
Направляющие рейки |
0,2 |
0,06 |
0,063 |
1,5 |
0,068 |
||
|
f1.3 |
Поступательное движение |
Каретки |
0,2 |
0,06 |
0,07 |
1,8 |
0,082 |
||
|
f1.4 |
Связь кареток и экструдера |
Штанги |
0,2 |
0,06 |
0,069 |
1,2 |
0,055 |
||
|
f1.5 |
Экструзия пластика |
Экструдер |
0,25 |
0,075 |
0,07 |
0,8 |
0,036 |
||
|
f2.1 |
Обеспечение механических перемещений экструдера |
f2.1=f2.1.1+ +f2.1.2+ f2.1.3 |
0,65 |
0,195 |
0,205 |
4,5 |
0,205 |
||
|
f2.1.1 |
Движение каретки вдоль оси X |
Шаговый двигатель оси X |
0,21 |
0,064 |
0,065 |
1,5 |
0,068 |
||
|
f2.1.2 |
Движение каретки вдоль оси Y |
Шаговый двигатель оси Y |
0.21 |
0,064 |
0,065 |
1,5 |
0,068 |
||
|
f2.1.3 |
Движение каретки вдоль оси Z |
Шаговый двигатель оси Z |
0.21 |
0,064 |
0,065 |
1,5 |
0,068 |
||
|
f2.2 |
Нагрев пластика |
Нагреватель экструдера |
0,15 |
0,045 |
0,041 |
0,2 |
0,009 |
||
|
f2.3 |
Подача пластика в экструдер |
Шаговый двигатель подачи пластика |
0,2 |
0,06 |
0,065 |
1,5 |
0,068 |
||
|
f3.1 |
Управление электрооборудова-нием |
Управляю-щий контроллер |
0,4 |
0,16 |
0,16 |
3,5 |
0,159 |
||
|
f3.2 |
Начальное позиционирование экструдера (кареток) |
f3.2=f3.2.1+ +f3.2.2+ f3.2.3 |
0,2 |
0,08 |
0,085 |
1,8 |
0,082 |
||
|
f3.2.1 |
Начальное позиционирование каретки оси X |
Датчик оси X |
0,07 |
0,027 |
0,031 |
0,6 |
0,027 |
||
|
f3.2.2 |
Начальное позиционирование каретки оси Y |
Датчик оси Y |
0,07 |
0,027 |
0,031 |
0,6 |
0,027 |
||
|
f3.2.3 |
Начальное позиционирование каретки оси Z |
Датчик оси Z |
0,07 |
0,027 |
0,031 |
0,6 |
0,027 |
||
|
f3.3 |
Управление шаговыми двигателями |
f3.3=f3.3.1+ +f3.3.2+f3.3.3+ +f3.3.4 |
0,2 |
0,08 |
0,08 |
3,6 |
0,164 |
||
|
f3.3.1 |
Управление шаговым двигателем оси X |
Драйвер шагового двигателя оси X |
0,05 |
0,02 |
0,04 |
0,8 |
0,036 |
||
|
f3.3.2 |
Управление шаговым двигателем оси Y |
Драйвер шагового двигателя оси Y |
0,05 |
0,02 |
0,04 |
0,8 |
0,036 |
||
|
f3.3.3 |
Управление шаговым двигателем оси Z |
Драйвер шагового двигателя оси Z |
0,05 |
0,02 |
0,04 |
0,8 |
0,036 |
||
|
f3.3.4 |
Управление шаговым двигателем подачи пластика |
Драйвер шагового двигателя подачи пластика |
0,05 |
0,02 |
0,04 |
0,8 |
0,036 |
||
|
f3.4 |
Измерение температуры пластика в экструдере |
Датчик оси Z |
0,1 |
0,04 |
0,036 |
0,2 |
0,009 |
||
|
f3.5 |
Регулирование температуры пластика в экструдере |
Реле нагревателя |
0,1 |
0,04 |
0,041 |
0,5 |
0,023 |
||
|
F1 |
Обеспечение целостности и механических связей между узлами установки |
F1=f1.1+f1.2+ f1.3+ f1.4+ f1.5 |
0,3 |
0,3 |
0,3 |
6,16 |
0,281 |
||
|
F2 |
Преобразование электрической энергии в механическую и тепловую |
F2=f2.1+f2.2+ f2.3 |
0,3 |
0,3 |
0,3 |
6,2 |
0,282 |
||
|
F3 |
Автоматическое управление работой установки |
F3=f3.1+f3.2+ f3.3+f3.4+f3.5 |
0,4 |
0,4 |
0,4 |
9,6 |
0,437 |
||
По данным из таблицы 1.1 строятся
функционально-стоимостная диаграмма и диаграмма качества исполнения функций для
базового варианта автоматизированной установки. По данным с этих диаграмм
принимается решения по выбору конкретных компонентов уже для проектируемого
варианта автоматизированной установки, которые будут отвечать необходимым
требованиям качества и иметь наименьшую возможную стоимость для обеспечения
рентабельности проектирования.
1.5 Техническое задание на проект
Назначение и область применения
Проектируемая установка предназначена для печати объёмных моделей, максимальные габариты, которых не превышают цилиндра с радиусом 230 мм., и высотой 230 мм. Печать производится по готовым 3D-моделям, разработанным в различных CAD и САПР системах, и сохранённых в формате STL.
Основание разработки
Основание разработки служит задание кафедры автоматизации технологических процессов и производств Курганского государственного университета, утверждённое приказом по университету, на разработку дипломного проекта на тему «Проект автоматизированной утсановки объёмной печати моделей».
Цель и назначение разработки
Проектируемая установка должна выполнять требования качества печати, обладать высокой производительностью, а так же обеспечивать ряд дополнительных функций, таких как индикация о ходе процесса печати, сигнализация об ошибках, возможность управления с ЭВМ, и др.
Источники разработки
Источниками разработки являются учебная и справочная литература, указанные в соответствующем разделе, а также материалы по данной тематике, предоставленные предприятием и найденные в сети Internet.
Условия эксплуатации
Установка не требует особых условий эксплуатации. Необходимо лишь не допускать попадание грязи в рабочие органы установки и при необходимости выполнять чистку и смазку рабочих узлов.
Стадии и этапы разработки
Разработка дипломного проекта должна осуществляться в сроки, предусмотренные заданием на дипломное проектирование.
Разработку проекта можно разбить на следующие этапы:
выбор темы проекта и её согласование с руководителем;
изучение различных решений в области 3D-печати;
изучение технологического процесса 3D-печати;
разработка структурной схемы системы управления;
выбор технических средств для реализации системы управления;
разработка схемы электрической подключений;
разработка управляющей программы;
экономический расчёт;
оформление листов графической части и сведение описаний в расчётно-пояснительную записку.
Порядок контроля и приёмки
Контроль за ходом разработки ведется
руководителем проекта и консультантами по графику работы. Распоряжением
заведующего кафедрой создается комиссия в составе 3-х, 4-х человек. Комиссия
оценивает готовность проекта для направления к рецензенту и защиты в ГАК. РПЗ и
графическая часть проекта представляются на предварительную защиту с подписями
нормоконтролера и консультантов.