Материал: Проектирование автоматизированной установки объёмной печати моделей
Технические требования и характеристики
установки объёмной печати моделей (3D-принтера) приведены в таблице 5.1.
Таблица 5.1. Технические характеристики и требования
|
Питание |
220 В. |
|
Потребляемая мощность |
300-350 Вт. |
|
Используемый вид пластика |
ПЛА (PLA) |
|
Толщина используемой нити |
1,75-3,5 мм. |
|
Толщина слоя печати |
0,05-0,25 мм. |
|
Диаметр сопла экструдера |
0,15/0,30 мм. |
|
Минимальная толщина печатаемой стенки |
0,19 мм. |
|
Область печати цилиндрическая с диаметром |
230 мм. |
|
и высотой |
230 мм. |
|
Формат файлов моделей для печати |
STL |
|
Подключение к ПК |
USB |
|
Скорость печати |
До 25 см3/час |
|
Печатный стол |
не подогреваемый |
|
Габариты установки (принтера) |
482x555x790 мм. |
|
Вес установки (принтера) |
16 кг. |
Требования к компьютеру
Многоядерный процессор (не менее 2-х ядер), с частотой 1,6 Ггц.
Оперативная память - не менее 2 Гб. Для генерации больших моделей с высоким разрешением потребуется до 8 Гб.
Операционная система Windows XP, 7, 8 (рекомендуется 64 разрядная система).
Нештатные ситуации
Аварийные состояния, при которых происходит аварийное отключение:
Открытие дверцы установки (3D-принтера) во время печати;
При возгорании (появлении сигнала с датчика пламени) внутри установки (3D-принтера).
Меры безопасности
Используйте 3D принтер только в стандартных сетях переменного тока 220 В.
Не используйте принтер с поврежденным или не оригинальным кабелем питания.
Не открывайте дверцы принтера во время печати во избежание ожогов и повреждений.
Принтер должен стоять на ровной устойчивой поверхности, вдали от легковоспламеняющихся веществ, открытого огня, источников воды, увлажнителей и пр.
Техническое обслуживание
Для поддержания работоспособности установки (3D-принтера), а так же должного качества (точности) печати необходимо периодически проводить техническое обслуживание установки.
К техническому обслуживанию относятся следующие действия:
Ежемесячная смазка направляющих, по которым движутся каретки. Для этого можно использовать обычное машинное масло или специальные смазки для подшипников;
При снижении качества печати необходимо произвести смену сопла. Сопла являются расходным материалом, однако при правильной эксплуатации могут служить очень долго. Для увеличения срока службы сопла его необходимо отмочить в активном растворителе или дихлорэтане. Избегайте использование грязного или пыльного пластика;
Проверять движущиеся части установки (3D-принтера), чтобы в них не попадали посторонние предметы и грязь;
В случае если сопло экструдера слишком
прижимается к платформе (это видно при печати первого слоя) - остановите
печать, зайдите в меню Сервис - Корректировка смещения оси Z. Там Вы сможете
плавно настроить «ноль» по высоте. При этом сопло должно быть выше платформы с
наклеенной пленкой на толщину бумажного листа от принтера.
5.2 Руководство пользователя
Данное руководство содержит информацию о том, как работать с программным обеспечением установки. Как генерировать G-код, как его редактировать и как напрямую управлять контроллером. Руководство поможет пользователю разобраться с особенностями интерфейса программы.
Основной интерфейс программы выглядит следующим
образом (см. рис. 3.8):
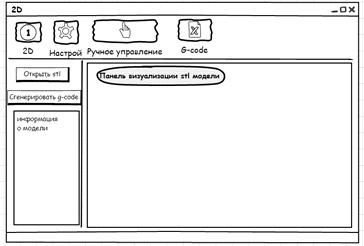
Рисунок 3.8 - Интерфейс диспетчерской программы
Панель управления вверху (содержит кнопки «2D», «Настройки», «Ручное управление», «G-код»);
Панель работы с моделью и генерации G-кода слева (кнопки «Открыть STL» и «Сгенерировать G-код»);
Панель визуализации STL модели в центре
Находясь в этом окне пользователь имеет возможность:
Открыть трёхмерную модель (кнопка Открыть STL);
Позиционировать модель (производится с помощью движения мышки с зажатыми левой или правой кнопками);
Сгенерировать набор управляющих команд для установки объёмной печати моделей (3D-принтера) по загруженной модели и выставленным настройкам (настройки выставляются по нажатию кнопки «Настройки» на верхней панели).
Находясь в окне настроек, пользователь может
настраивать параметры печати, в зависимости от которых будет сгенерирован
G-код.
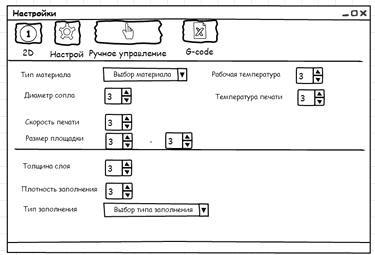
Рисунок 3.9 - Окно настроек параметров печати
В этом окне предусмотрена настройка следующих параметров печати:
Выбор материала (пока установка поддерживает только печать PLA пластиком, но в дальнейшем возможно расширение возможностей для печати другими материалами);
Настройка диаметра сопла (выставляется в зависимости от установленного сопла);
Установка скорости печати в кубических сантиметрах в час (влияет на производительность и точность);
Установка размеров рабочей площадки (фактически масштабирование модели);
Настройка температурных режимов (только для опытных пользователей).
Настройка толщины слоя печати;
Настройка плотности заполнения (плотность внутреннего заполнения);
Выбор типа заполнения (тип внутреннего заполнения модели).
При нажатии на верхней панели кнопки «Ручное
управление» открывается окно ручного управления установкой (3D-принтером).
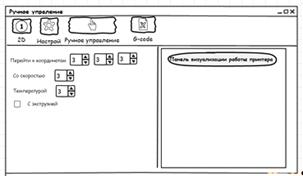
Рисунок 3.10 - Окно управления установкой в
ручном режиме
Находясь в ручном режиме пользователь может вручную генерировать управляющие команды и передавать их на установку. В окне ручного управления можно задать координаты, к которым необходимо подвести экструдер, скорость, с которой необходимо выполнить движение и температуру, которая должна поддерживаться во время этого движения. А так же указать, выполнять ли экструзию пластика во время этого перемещения или нет.
При нажатии на верхней панели кнопки «G-код»
откроется окно редактирования G-кода. В этом окне можно выполнить редактирование
уже сгенерированного G-кода, а так же написать G-код самостоятельно. Есть
возможность сохранения и загрузки G-кода (кнопки «Загрузить» и «Сохранить»), а
так же возможность передать интерпретированный G-код в установки для начала его
отработки.
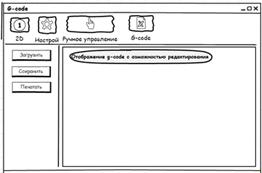
Рисунок 3.11 - Окно работы с G-кодом
. Функционально-стоимостной анализ проекта
Данный раздел дипломного проекта посвящен экономической и социальной оценке при создании автоматизированных объектов. В работе приведены прогнозированные результаты проекта, определены величины и динамики изменения основных экономических параметров проекта. Выявлены требования экономической целесообразности создания АСУТП.
Для обоснования экономической целесообразности
разработки АСУТП используется функционально-стоимостной анализ. С
использованием корректирующей формы функционально-стоимостного анализа
производится анализ базового варианта технической системы, подвергающийся
инновационным преобразованиям. В результате данного анализа в базовом варианте
обнаруживаются функциональные и структурные элементы системы, обладающие
экономической несостоятельностью или функциональной недостаточностью. Именно
эти элементы должны быть рационализированы. При этом кроме технических эффектов
от разработки, появляются экономические, социальные, экологические и иные
эффекты.
6.1 Функционально-стоимостной анализ проекта
Построение структурной и функциональной модели объекта
Структурная модель - это упорядоченное представление элементов объекта и отношений между ними, дающее представление о составе материальных составляющих объекта, их основных взаимосвязях и уровнях иерархии.
Структурная модель проектируемого варианта установки представлена на рисунке 6.1.
Функциональная модель - это логико-графическое изображение состава и взаимосвязей функций объекта, получаемое по средствам их формулировки и установления порядка подчинения.
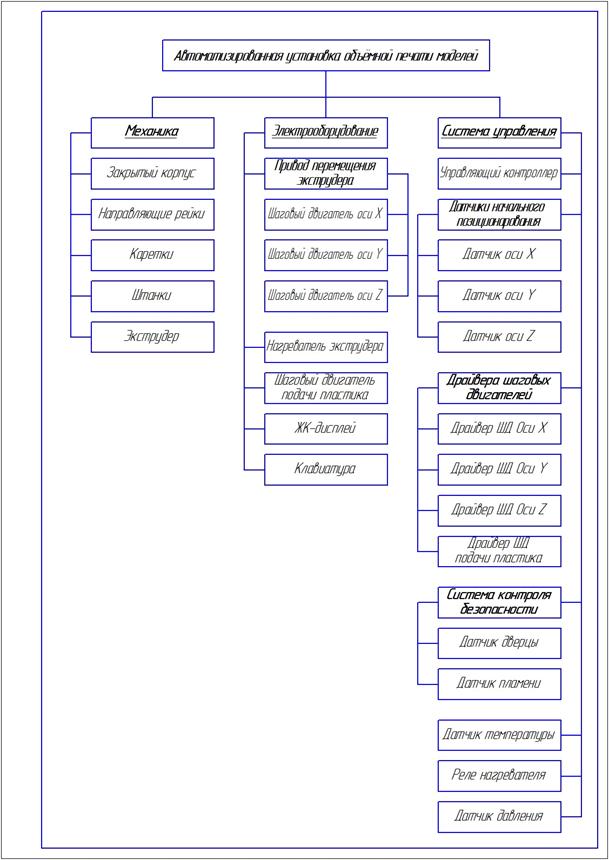
Рисунок 6.1 - Структурная модель проектируемого
варианта установки
При построении функциональной модели объекта необходимо руководствоваться следующими правилами:
линии критического пути функциональной модели должны соответствовать тем функциям, которые должны быть выполнены обязательно при реализации главной функции изделия;
соответствие выделяемой функции как частным целям данной составляющей объекта, так и общим целям, ради которых создается объект;
четкая определенность специфики действий, обуславливающих содержание выделяемой функции;
соблюдение строгой согласованности целей и задач, определивших выделение данной функции, с действиями, составляющими её содержание;
функции верхнего уровня должны являться отражением целей для функций нижестоящего уровня;
сигналом к завершению построения функциональной модели должна являться невозможность дальнейшей дифференциации функций без перехода от функций к предметной форме их исполнения.
Функциональная модель проектируемого варианта установки представлена на рисунке 6.2.
Построение совмещенной функционально-стоимостной модели объекта.
Функционально-стоимостная модель объекта необходима для:
выявления ненужных функций и элементов в объекте (бесполезных и вредных);
определения функциональной достаточности и полезности материальных элементов объекта;
распределения затрат по функциям;
оценки качества исполнения функций;
выявления дефектных функциональных зон в объекте;
определения уровня функционально-структурной
организации изделия.
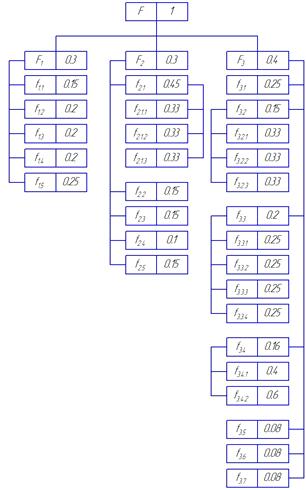
Рисунок 6.2 - Функциональная модель
проектируемого варианта установки
Построение ФСМ осуществляется путем совмещения функциональной и структурной моделей объекта.
Оценка значимости функции ведется последовательно по уровням ФМ (сверху вниз), начиная с первого. Для главной и второстепенной, т.е. внешних функций объекта при оценке их значимости исходным является распределение требований потребителей (показателей качества, параметров, свойств) по значимости (важности).
Нормирующим условием для функции является
следующее:
|
|
(6.1) |

где rij - значимость j-ой функции, принадлежащей данному i-ому уровню функциональной модели;=l, 2,...,n;- количество функций, расположенных на одном уровне функциональной модели и от носящихся к общему узлу вышестоящего уровня.
Определение относительной важности функции R
Учитывая многоступенчатую структуру ФМ, наряду с
оценкой значимости функций по отношению к ближайшей вышестоящей определяется
показатель относительной важности функции любого i-го уровня Rij по от ношению
к изделию в целом:
|
|
|
 (6.2)
(6.2)
где G - количество уровней ФМ.
В случае, если одна функция участвует одновременно в обеспечении нескольких функций верхнего уровня ФМ, ее значимость определяется для каждой из них отдельно, а относительная важность функции для объекта в целом рассчитывается как сумма значений Rij по каждой ветви ФМ (от i-го уровня до первого), проходящей через эту функцию.
Оценка качества исполнения функций Q
Обобщенный (комплексный) показатель качества
варианта исполнения функций оценивается по формуле:
|
|
|
 (6.3)
(6.3)
где βn- значимость n-го потребительского свойства;- степень удовлетворения n-го свойства в v-ом варианте;- количество свойств.
Важным элементом качества исполнения функций является функциональная организованность изделий, которая определяется следующими показателями:
показатель актуализации функций, определяется
коэффициентом актуализации:
|
|
|
 (6.4)
(6.4)
где FП - необходимые функции;- общее количество действительных функций;
показатель сосредоточения функций, определяется
коэффициентом сосредоточения:
|
|
|
 (6.5)
(6.5)
где Fосн - количество основных функций;- общее количество функций.
показатель совместимости функций, определяется коэффициентом
совместимости:
|
|
|
 (6.6)
(6.6)
где Fc - функции согласования;- общее количество функций.
показатель гибкости функций, определяется
коэффициентом гибкости:
|
|
|
 (6.7)
(6.7)
где FP - количество потенциальных функции;П - количество необходимых функций.
Учитывая формулы (6.4) - (6.7), выражение
качества выполнения функций будет иметь вид:
|
|
|
 (6.8)
(6.8)
Определение абсолютной стоимости функций
Функционально необходимые затраты - минимально возможные за траты на реализацию комплекса функций объекта при соблюдении задан ных требований потребителей (параметров качества) в условиях производ ства и применения (эксплуатации), организационно- технический уровень которых соответствует уровню сложности спроектированного объекта.
Абсолютная стоимость реализации функций Sa6c
определяется по формуле:
|
|
|
где Sабс - затраты, связанные с изготовлением (приобретением) материального носителя функции. В состав этих затрат входят: затраты на проектирование, изготовление (модернизацию), пуско-наладочные работы, обучение персонала.экспл - эксплуатационные затраты;тр - затраты, связанные с трудоемкостью реализации функции;эн - энергозатраты на реализацию функции;проч - прочие затраты на реализацию функции.
Определение относительной стоимости реализации функций
Относительная стоимость реализации функций SотнF
определяется по формуле:
|
|
(6.10) |
где ΣSa6c - суммарная абсолютная стоимость функционирования объекта, определяется путем суммирования значений абсолютных стоимостей реализации функций;cFij - абсолютная стоимость реализации j-ой функции i-го уровня ФМ.