Материал: Проектирование автоматизированной установки объёмной печати моделей
Датчик давления подключается следующим образом (см. рис. 2.12): одна наго запитывается от контроллера, вторая подключается к аналоговому входу, и одновременно с этим через резистор 2.2 кОм к общему проводу.
Шаговые двигатели подключаются к контроллеру
через драйвер шагового двигателя Pololu на DRV8825. Подключение драйвера
осуществляется следующим образом (см. рис. 2.14): на клеммы VMOT и GND
(верхний) подаётся напряжение питания двигателей (12В); к разъёмам B2, B1, A1 и
A2 подключаются обмотки (A и B соответственно); на клеммы RESET и SLEEP
подаётся напряжение +5В; к разъёмам STEP и DIR подаётся ШИМ сигнал с
контроллера.
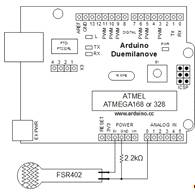
Рисунок 2.13 - Схема подключения тензорезистора
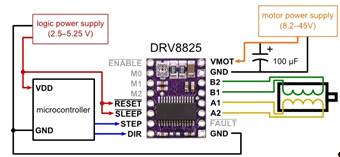
Рисунок 2.14 - Схема подключения драйвера
шагового двигателя Pollou
Модуль ЖК-дисплея подключается к контроллеру
используя два аналоговых выхода и два питающих выхода. Выглядит это следующим
образом (см. рисунок 2.15).
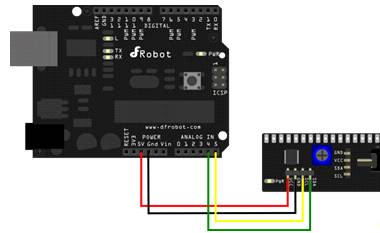
Рисунок 2.15 - Схема подключение модуля
ЖК-дисплея
Далее разберёмся с подключением датчика клавиатуры. Клавиатура так же использует аналоговый вход. Как видно из схемы подключения датчика клавиатуры (см. рисунок 2.16), он питается от контроллера (5 В) и заземляется там же.
Далее разберёмся с подключениями нагревательного элемента, датчика температуры и датчиков безопасности.
Нагревательный резистор подключается к блоку
питания через модуль реле (см. рис. 2.16). В то же время модуль реле
подключается к дискретному выходу и земле, вследствие чего при подаче на выход
1 нагревательный элемент будет отдавать тепло в нагревательную камеру, при
достижении верхнего порога температуры на выход будет подан 0 и нагрев
прекратится, после чего при достижении нижнего порога нагрев возобновится.
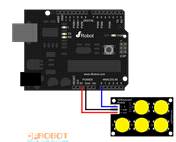
Рисунок 2.16 - Схема подключение датчика
клавиатуры
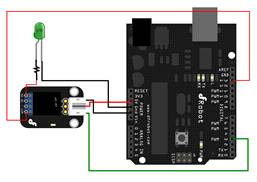
Рисунок 2.17 - Схема подключения модуля реле и
нагревательного резистора
Термистор же подключается к аналоговому входу и питается от контроллера. Он постоянно выдаёт данные о температуре в камере.
Датчики безопасности подключаются: один к дискретному входу (датчик дверцы), второй к аналоговому (датчик пламени).
После того как разобрались с особенностями
подключения компонентов, можно приступать к разработке схемы электрической
подключений, в которой будет подробно показано то, как именно подключать
конкретные элементы к контроллеру, как и от чего запитывать контроллер и
периферию.
2.7 Моделирование процесса регулирования
температуры пластика в экструдере
Общий принцип действия системы автоматического регулирования температуры состоит в том, чтобы поддерживать на требуемом уровне температуру объекта (в нашем случае пластика в нагревательной камере). Происходит это следующим образом - с датчика температуры (ДТ), который находится в непосредственном контакте с нагревательной камерой сигнал поступает на контроллер, который обрабатывает его и в зависимости от этого меняет температуру нагрева. Изменение температуры может происходить различными способами, для примера рассмотрим следующие виды регуляторов:
двухпозиционный регулятор;
П-регулятор;
ПИ-регулятор;
ПИД-регулятор.
Проведём моделирование для обеспечения требуемой температуры для печати пластиком PLA (температура 185-190˚C). Для приближения к реальным условиям в период времени 1,5 секунды нужно подать возмущающее воздействие (резкое снижение температуры при выдавливании некоторого объёма пластика и заполнение на его место того же объёма не разогретого пластика).
Для определения качества результатов регулирования необходимо проследить процесс регулирования с учётом возмущений.
Функциональная схема регулирования выглядит
следующим образом:
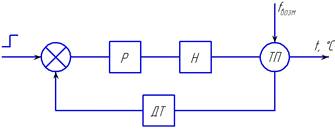
Рисунок 2.18 - Функциональная схема
регулирования температуры
На рисунке обозначены:
Р - регулятор (контроллер, работающей по конктерному закону регулировния);
Н - нагреватель (исполнительный орган при регулировании температуры);
ТП - температура пластика в экструдере (объект регулирования);возм - возмущающее воздействие (выдавливание объёма пластика, что служит снижению температуры);
ДТ - датчик температуры (обратная связь).
Для обеспечения требуемого качества печати необходимо поддерживать температуру в диапазоне от 185 до 190 градусов. Следовательно, те законы регулирования, которые способны выполнить данное условие и при этом обеспечить достаточно малое время регулирования, годятся для использования в проектируемой установке.Для двухпозиционного регулятора установим границы срабатывания на 186 и 188 соответственно нижнюю и верхнюю.
Процесс регулирования по двухпозиционному закону
будет выглядеть следующим образом (см. рисунок 2.19).
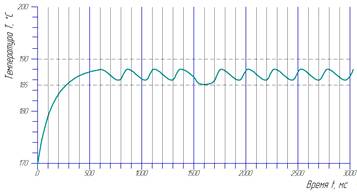
Рисунок 2.19 - Переходный процесс при
двухпозиционном регулировании
Данный метод обладает колебательностью. Однако, даже учитывая колебательность, температура не покидает границы допуска, даже в случае возмущающего воздействия. Время вхождения в номинальный режим после возмущения мало. Вывод: данный метод годится для использования в установке.
Для работы с пропорциональными, интегральными и дифференциальными регуляторами необходимо подбирать соответствующие коэффициенты регулирования. В таблице 2.4 представлены используемые в моделировании коэффициенты для П, ПИ и ПИД регуляторов.
Таблица 2.4. Значение коэффициентов регулирования
|
Тип регулирования |
Пропорциональный коэффициент |
Интегральный коэффициент |
Дифференциальный коэффициент |
|
П |
1,4∙∆T |
Нет |
Нет |
|
ПИ |
1,6∙∆T |
2,4∙t |
Нет |
|
ПИД |
1,2∙∆T |
1,5∙t |
0,2∙t |
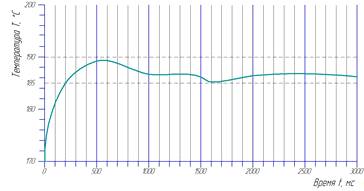
Вид характеристики при П-регулировании изображён
на рисунке 2.20.
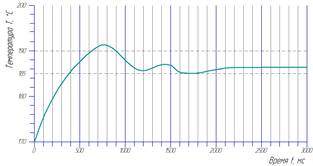
Рисунок 2.20 - График переходного процесса при
П-регулировании температуры
В данном случае отсутствует колебательность. Время восстановления после возмущения немного выше, чем у двухпозиционного регулятора, однако достаточно для обеспечения требуемой точности. Вывод: данный метод годится для использования в установке.
Вид характеристики ПИ-регулятора изображён на
рисунке 2.21.
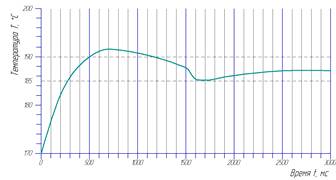
Рисунок 2.21 - График переходного процесса при ПИ-регулировании температуры
Так же наблюдается отсутствие колебательности и высокая скорость восстановления после возмущения. Однако появляется постоянная величина ошибки (порядка 0,5-1˚С), следовательно, необходима дополнительная коррекция. Вывод: данный метод годится для использования в установке.
Далее рассмотрим последний исследуемый вариант, а именно регулирование по ПИД-закону.
Вид характеристики при ПИД-регулировании
изображен на рисунке 2.22.
.22 - График переходного процесса при
ПИД-регулировании температуры
Данный метод обеспечивает наиболее плавный переходный процесс и малое время восстановления после возмущения. Однако, как и в случае с ПИ-регулятором, имеет постоянную ошибку и требует дополнительной коррекции. Вывод: данный метод годится для использования в установке.
Все проанализированные методы регуляции
температуры способны обеспечить требуемую точность. В качестве используемого
метода (по крайней мере в начале разработки) будет использоваться
двухпозиционный закон регулирования, так как он наиболее прост и дёшев в
реализации.
2.8 Моделирование процесса регулирования
давления пластика в экструдере
Процесс регулирования давления в экструдере во
время печати заключается в следующем: с помощью шагового двигателя в экструдер
с постоянной скоростью подаётся пластиковая нить, сечение которой может
колебаться от 1,25 до 3,5 мм; датчик давления, располагающийся в нагревательной
камере экструдера, периодически (с частотой порядка 50 Гц) отправляет в
контроллер данные о давлении пластика, который в зависимости от этих данных
увеличивает или снижает подачу пластика в экструдер (регулируется скорость и
направление вращения шагового двигателя подачи пластика).

Рисунок 2.23 - Функциональная схема
регулирования давления
На схеме обозначаются:
Р - регулятор (аналогично со схемой в предыдущем пункте);
ШД - шаговый двигатель подачи пластика (исполнительное устройство при регулировании давления);
ДП - давление пластика в экструдере (объект регулирования);возм - возмущающее воздействие (выдавливание объёма пластика, что служит снижению давления);
ДД - датчик давления (обратная связь).
Исходя из задачи поддержания постоянного давления порядка 2 бар (1,9-2,1 бар) использование колебательного двухпозиционного регулятора нецелесообразно и, следовательно, рассматриваться не будет. А будут рассматриваться лишь П, ПИ и ПИД регуляторы.
По аналогии с предыдущим пунктом, составим таблицу
со значениями коэффициентов регулирования.
Таблица 2.5. Значение коэффициентов регулирования
|
Тип регулирования |
Пропорциональный коэффициент |
Интегральный коэффициент |
Дифференциальный коэффициент |
|
П |
1,1∙∆P |
Нет |
Нет |
|
ПИ |
1,9∙∆P |
1,4∙t |
Нет |
|
ПИД |
1,3∙∆P |
1,5∙t |
0,35∙t |
По порядку проверим действенность методов
регулирования. Начнём по порядку с П-регулятора (см. рисунок 2.24).
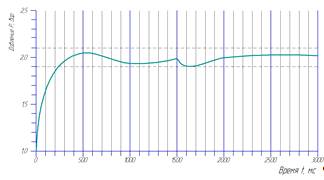
Рисунок 2.24 - График переходного процесса при
П-регулировании давления
Пропорциональный метод регулирования показал хороший результат по времени и погрешности. Вывод: данный закон регулирования применим в проектируемой установке.
На рисунке 2.24 изображён график переходного процесса при ПИ-регулировании.
ПИ-регулятор требует большее время на увеличение давления пластика и под возмущающим воздействием выходит за рамки допуска давления. Вывод: данный метод регулирования давления не целесообразно использовать в проектируемой установке.
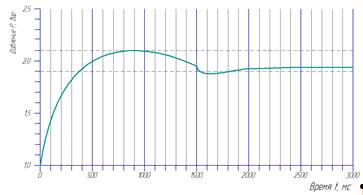
Рисунок 2.25 - График переходного процесса при
ПИ-регулировании давления
Напоследок разберёмся с ПИД-регулирование процесса поддержания давления пластика в экструдере.
На рисунке 2.26 изображён график переходного процесса при ПИД-регулировании давления.
ПИД-регулятор показывает лучший результат в скорости нарастания давления и скорости восстановления после возмущения. Вывод: этот метод регулирования давления подходит для проектируемой установки.
Исходя из поставленных задач и информации о их
решении сделаем выбор в пользу ПИД-регулятора, так как он обладает наивысшей
среди исследуемых методов точностью и быстродействием. Однако для облегчения
задачи проектирование можно использовать и метод П-регулирования.
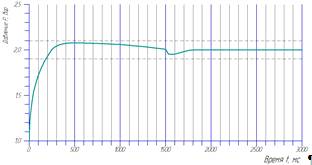
Рисунок 2.26 - График переходного процесса при
ПИД-регулировании давления
3.
Информационное и программное обеспечение автоматизированной установки
3.1 Разработка алгоритмов управления
Алгоритм управления - предписание, последовательность шагов при реализации проекта на различных этапах выполнения, точно определенный порядок выработки управленческих решений, формирования планов, обмена информацией в процессе управления.
Он отражает порядок выработки решений от начала проекта до его завершения. В алгоритме управления прослеживается логика процесса преобразования исходных данных и конечный результат проекта. Тщательная отработка алгоритма управления - необходимый этап проектирования любой автоматизированной системы управления.
Задача разработки программного обеспечения автоматизированных систем управления технологических процессов, как правило, состоит из двух последовательных этапов:
реализация информационных функций системы; 6поддержание достоверной информационной базы, используемой в дальнейшем для решения задач управления и за человеко-машинный интерфейс, включающий в себя динамические интерактивные видеокадры, тренды, отчетные формы, сообщения для оператора. Информационная подсистема должна обеспечивать простое создание, конфигурацию и реконфигурацию вышеперечисленных компонент для конкретной задачи автоматизации, как на этапе создания, так и на этапах эксплуатации, модернизации, комплексирования с другими системами. Алгоритмы управления строятся на базе принятой модели объекта, стратегии управления и используют данные информационной подсистемы для выработки управляющих воздействий.
Алгоритмы следует разрабатывать исходя из особенностей технологического процесса, который необходимо выполнять.
В нашем случае сам по себе технологический процесс не сложен, однако он требует крайне высокой точности и своевременности выполнения тех или иных действий.
Процесс состоит из создания трёхмерной модели, которую необходимо печатать и сохранения её в формате STL. Далее загрузка модели в диспетчерскую программу, которая формирует G-код. После получения G-кода он отправляется в контроллер, либо с помощью диспетчерской программы с ЭВМ, либо с внешнего накопителя.
Следовательно, нужно разработать два алгоритма: один - для формирования G-кода по готовой 3D-модели и второй - для печати по готовому G-коду.
Связь между контроллером и ЭВМ, то есть связь
между ПО верхнего и нижнего уровня, необходима для обеспечения возможности
управления установкой удалённо, без необходимости находится рядом. Связь должна
быть организована через USB-порт. По данному каналу связи можно будет передавать
G-код с ЭВМ непосредственно в контроллер, так же передавать управляющие команды
оператора, с другой стороны с контроллера будут поступать сообщения о ходе
выполнения печати и отработке управляющих команд, а так же сообщения о
возникновениях аварийных ситуаций.
3.1.1 Разработка алгоритма диспетчерской программы
Исходя из поставленных задач, требовалось разработать диспетчерскую программу, обеспечивающую возможность управления устройством объемной печати моделей.
Диспетчерская программа должна реализовывать:
возможность загрузки stl моделей с последующей автоматизированной генерацией управляющих команд для устройства объемной печати;
возможность управления устройством объемной печати в ручном режиме;