Материал: Модернизация агрегата продольной резки листового металла цеха АПР ЛПЦ-2
3.1.1.2 Выбор способа изготовления заготовки
Выбрать заготовку - это значить устанавливаем способ ее получения, рассчитываем ее размеры, назначаем припуск на обработки каждой поверхности и указываем допуск на не точность изготовлений.
Следующие факторы оказывают влияние на выбор:
характеристики материалов и их свойства, с помощью которых смогут определить, возможно ли применение литья, пластических деформаций, сварки и порошковой металлургии;
конструктивные формы поверхности и размеры деталей, их масса и так далее;
наличие техн.оборудования;
безопасность работы, экологические факторы и тому подобное;
затраты на изготовления заготовок, далее уже изготовление из них деталей, потом необходимо собрать, и только после этого транспортировать и эксплуатировать готовое изделие.
На основе типа производства и по чертежам, производим выбор способов получений заготовок и их формы.
Если конфигурация детали круглая, квадратная, шестигранная, прямоугольная, то применяют заготовки из проката.
Способы изготовления заготовок применяют следующие:
) прокат;
) штамповка на ГКМ.
Выбранные методы оцениваем:
по стоимости заготовок;
по степени использования металла.
) Стоимость заготовки из проката
Если деталь изготавливается из проката, то затраты на заготовку определяются по весу проката, требующегося на изготовление детали, и весу сдаваемой стружки.
Для детали «ось ролика», следует принять способы получений заготовок из
проката с круглым сечением. Примем материал сталь 40Х ГОСТ 4543-71. Выбираем,
согласно ГОСТ 2590-88, сортовой горячекатаный прокат обычной точности. Область
применения проката и его виды представлена в таблице 9.
Таблица 9 - Область применения проката и его виды
|
Виды проката |
ГОСТ |
Области применения |
|
Сортовые горячекатаные круги: |
||
|
А - высокая точность; Б - повышенная точность; В - обычная точность калиброванная |
2590-88 2590-88 2590-88 1051-73 |
Гладкий и ступенчатый вал с маленьким перепадом в диаметре ступеней; стакан диаметром до 50 мм; втулка с наружным диаметром до 25 мм |
Принимаем по ГОСТ 2590-88 диаметр прутка, при отношении L/d<4, диаметр прутка заготовки равен 27 мм. Берём условно длину заготовки = 50±2 мм.
На рисунке 9 представлена заготовка из проката круглого сечения.
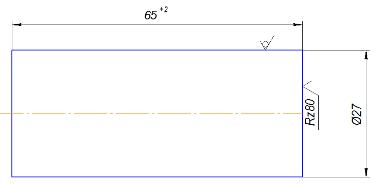
Рисунок 9 - Заготовка из проката круглого сечения
Для определения массы заготовки определим объём заготовки по формуле:
![]() , (118)
, (118)
где
![]() - диаметр заготовки, м;
- диаметр заготовки, м;
![]() - длина
заготовки, м.
- длина
заготовки, м.
![]()
Используя справочные данные, определяем плотность сталь 40Х ρ=7,8 кг/м3, затем определяем массу заготовки, умножая плотность на объём.
![]() кг
кг
Определяем
стоимость заготовки детали.
![]() , руб.,
(119)
, руб.,
(119)
![]() руб.
руб.
где Мз - масса заготовки кг;
Мд - масса детали кг;
Цз - цена 1 кг металла руб./кг;
Цо - цена 1 кг отходов руб./кг;
Кт - коэффициент класса точности заготовки;
Кс - коэффициент сложности заготовки;
Кв - коэффициент массы;
Км - коэффициент марки детали;
Кп - коэффициент серийности.
2) Стоимость заготовки, полученной методом горячей объемной штамповки на ГКМ.
Определение припусков.
Для назначения припусков на обработку рассчитаем массу штамповки.
Находим объем металла, который необходим для получения детали:
![]() кг.
кг.
Найдем
массу поковки:
![]() кг (120)
кг (120)
Коэффициент
использования материала:
![]() кг (121)
кг (121)
где mД - масса детали;
![]() mП - масса поковки.
mП - масса поковки.
Степень сложности поковки - С1. Поковка второго класса точности- Т2.
Себестоимость заготовки:
![]() руб.,
(122)
руб.,
(122)
где
![]() - цена 1 кг металла руб./кг, Ci=30 рублей;
- цена 1 кг металла руб./кг, Ci=30 рублей;
![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() - это
всё коэффициенты, которые зависят соответственно от групп сложностей, классов
точностей, масс, объёмов производства и марок материалов
- это
всё коэффициенты, которые зависят соответственно от групп сложностей, классов
точностей, масс, объёмов производства и марок материалов ![]() =1;
=1; ![]() =0,75;
=0,75; ![]() =0,73;
=0,73; ![]() =1;
=1; ![]() =1,15;
=1,15;
![]() МЗ, МД -
масса соответственно заготовки и детали, кг;
МЗ, МД -
масса соответственно заготовки и детали, кг;
![]() - цена 1
кг отходов; руб.,
- цена 1
кг отходов; руб., ![]() =28,1 рубль.
=28,1 рубль.
Подставляя численные данные в формулу, получим:
![]() руб.
руб.
По
результатам технико-экономического анализа, где сравнивалось - получение
заготовок на горизонтально - ковочной машине (метод 2) и заготовок, полученных
из проката (метод 1), было определено, что с экономической точки зрения
получение заготовок первым методом более экономично и значительно проще.
3.1.1.3 Разработка маршрута обработки с выбором станочных приспособлений и оборудования
Технологический маршрут необходим для установления
порядка выполнения тех.операции.
Таблица 10 - Технологический маршрут механической обработки с выбором станочных приспособлений и оборудования
|
Наименование операции |
Оборудование |
Приспособление |
|
1 |
2 |
3 |
|
005 токарные автоматные |
Токарные прутковые полуавтоматы с числовым программным управлением 1365 |
Трехкулачковые самоцентрирующиеся патроны с механизированными приводами зажимов - патроны 7100-0005 ГОСТ 2675-80. |
|
010 Токарно-винторезные с числовым программным управлением |
Токарно-винторезные станки с числовым программным управлением 16Б16Т1 |
Трехкулачковые самоцентрирующиеся патроны - патроны 7100-0009 ГОСТ 2675-80. Кулачки 7019-8539, центр жесткий упорный ГОСТ 2576-79. |
|
015 Вертикально-сверлильная |
Вертикально-сверлильный 2Н118 |
Приспособление 7362-8900 собственного изготовления, головка револьверная 7760-8807. |
|
020 Вертикально-сверлильная |
Вертикально-сверлильный 2Н118 |
Приспособление кондукторное 7362-8806, патрон 7160-8807 |
|
025 Слесарная |
Верстак слесарный |
|
|
030 Промывочная |
Моечная машина |
Дроссельный клапан 56-У-5833 |
|
035 Контрольная |
Стол контрольный |
|
|
040 Термическая |
Печь термическая |
|
|
045 Круглошлифо- вальная |
Круглошлифо- вальный 3В151А |
Трехкулачковый самоцентрирующийся патрон - патрон 7100-0005 ГОСТ 2675-80. Кулачки собственного изготовления, центр жесткий упорный ГОСТ 2576-79. |
|
050 Промывочная |
Моечная машина |
Дроссельный клапан 56-У-5833 |
|
055 Контрольная |
Стол контрольный |
|
Задачи, решаемые на этапе разработки маршрута:
Проектируется общий план обработки ;
Предварительно выбираем инструмент, средства технологического оснащения;
приблизительно намечаем содержание операций.
У нас получается следующий маршрут технологического
процесса, который представлен в таблице номер 10.
3.1.1.4 Разработка операционной технологии обработки детали
При проектировании тех.операций решаем комплекс вопросов:
уточняем содержание операции (изначально задуманное в маршруте обработки);
определяем порядок и содержание переходов;
окончательно выбираем средства технологического оснащения;
устанавливаем режимы резания;
определяем нормы времени;
определяем настроечные размеры;
разрабатываем операционные эскизы;
определяем разряд и квалификация работы.
Согласно требований ГОСТ 14.301-83 разрабатываем операционный тех.процесс обработки детали «Ось ролика».
Следующие операции и вспомогательные переходы входят в состав «общих правил разработки технол. процессов и выбор средств технол. оснащения».
Технологические операции.
Токарная автоматная (Подготовка основных технологических баз и предварительная обработка поверхностей)
Станок.
Габаритные размеры детали Ø 24 0 49. Масса - 0,18 кг.
Принимая во внимание габариты детали, ее массы и точности выполнения токарной операции (9 квалитет) выбираем токарный прутковый полуавтомат с ЧПУ 1365, с устройством автоматической подачи прутков.
Выбираем средства технол. оснащения.
Приспособление для установок и закреплений прутка.
Принимая во внимание присоединительные размеры станка мод. 1365 установка и закрепление заготовки осуществляем в трехкулачковом самоцентрирующемся патроне (Ø 160) с механизированными приводами зажимов - патроны 7100-0005 ГОСТ 2675-80, выбирают исходя из назначений и присоединительного размера станка, приспособления и вспомогательных оснасток.
Режущий инструмент.
Принимаем согласно ГОСТ 18880-73 резцы подрезные отогнутые с пластинками из твердых сплавов - резец 2112-0035 ВК8; резцы проходные упорные с пластинками из твердых сплавов - резец 2103-0007 ВК8 ГОСТ 18880-73; резцы отрезные с пластинками из твердых сплавов - резец 2100-0009 ВК8 ГОСТ 18879-73; сверла центровочные А6,3 ГОСТ 14952-75; сверла спиральные с цилиндрическими хвостовиками Ø 4 ГОСТ 10903-77.
Средства технического контроля.
Штангенциркули ГОСТ 166-89 ШЦ - I - 125 - 0,1
Содержания операций.
Загружаем прутки в устройства подачи, закрепляем в трехкулачковых патронах с гидроприводами зажимов обрабатываемые прутки на длину 65 мм от торца кулачков, с автоматизированной подачей прутков.
. Подрезаем торцы прутков. 2. Точим заготовки до
диаметров 25 мм на длину 52 мм. 3. Точим Ø 18 на длину 28. 4.Сверлим отверстие А6,3
ГОСТ 14034-74. 5. Сверлить отверстие Ø 4 на глубину 25 мм. 6. Отрезать
заготовку в размер 52±1 мм. Эскиз к этим операциям представлен на рисунке 10.
Рисунок 10 - Операционный эскиз №1
Токарно-винторезная с ЧПУ (Чистовая обработка поверхностей)
Станок. Токарно-винторезный станок с ЧПУ 16Б16Т1.
Установку и закрепление заготовки осуществляем в трехкулачковом самоцентрирующимся патроне с поджатием жестким центром при установке Б, установленном в задней бабке.
Средства технологических оснащений.
Трехкулачковые самоцентрирующиеся патроны - патрон 7100-0009 ГОСТ 2675-80. Кулачок 7019-8539. Центра жесткие упорные ГОСТ 2576-79.
Режущий инструмент.
Резцы проходные отогнутые правые (φ=60о) с пластинками из твердых сплавов - резец 2102 -0005 Т15К6 ГОСТ 18877-73; резцы проходные отогнутые левые (φ=60о) с пластинками из твердых сплавов - резец 2102 -0006 Т15К6 ГОСТ 18877-73; резцы канавочные специальные b=3 мм (собственного изготовления); резцы отогнутые (φ=45о) с пластинками из твердых сплавов - резец 2114-0035 ВК8 ГОСТ 18880-73.
Средства технического контроля.
Штангенциркули ГОСТ 166-89 ШЦ - I - 125 - 0,1.
Содержание операции.
Установ А. 1. Точить Ø 16,5 и торец, выдерживая размер 28. 2. Точить канавку Ø 15,5, шириной 3 мм 3. Снять фаску 1х45°. Эскиз к этим операциям представлен на рисунке 11.
Установ
Б. 1. Точить Ø
24,5 напроход. 2. Точить уступ с Ø 24,5 до Ø 20,5, выдерживая
размер ![]() 3. Точить канавку Ø 19,5, шириной 3 мм. 4. Точить фаску 1х 45о. Эскиз к этим
операциям представлен на рисунке 12.
3. Точить канавку Ø 19,5, шириной 3 мм. 4. Точить фаску 1х 45о. Эскиз к этим
операциям представлен на рисунке 12.
Рисунок 11 - Операционный эскиз №2
Установ Б
Рисунок 12 - Операционный эскиз №3
Вертикально-сверлильная. (Зенкерование отверстия и нарезание резьбы М5).
Станок. Вертикально-сверлильный 2Н118.
Осуществляем установку и закрепление заготовки в специальном приспособлении.
Средства технологического оснащения.
Приспособление7362-8900 собственного изготовления, головка револьверная 7760-8807.
Режущий инструмент.
Сверло-зенкер комбинированный с коническим хвостовиком - сверло-зенкер собственного изготовления; метчик машинно-ручной для нарезания метрической резьбы - метчик М500,8 ГОСТ 3266-81.
Средства технического контроля.
Штангенциркуль ШЦ - I - 125 - 0,1 ГОСТ 166-89; калибр-пробка резьбовая двухсторонняя М500,8
Содержание операции.
. Рассверлить отверстие Ø 4 до Ø 4,2 под резьбу и одновременно зенкеровать
выдерживая размеры 3,5, 38, Ø8 и угол 60° . 2. Нарезать резьбу М 5
на глубину 13 мм. Эскиз к этим операциям представлен на рисунке 13.
Рисунок 13 - Операционный эскиз №4
Вертикально-сверлильная. (Сверление 2 отверстий на цилиндрических поверхностях).
Станок.
Вертикально-сверлильный 2Н118.
Осуществляем в специальном приспособлении установка и закрепление заготовки.
Средства технологического оснащения.
Приспособление кондукторное 7362-8806, патрон 7160-8807.
Режущий инструмент
Сверло спиральное с цилиндрическим хвостовиком - сверло 2301-0400 ГОСТ 10903-77; зенковка коническая с углом при вершите 90о с цилиндрическим хвостовиком - зенковка Ø 8 ГОСТ 14953-80.
Средства технического контроля.
Штангенциркуль ШЦ - I - 125 - 0,1 ГОСТ 166-89; калибр-пробка гладкая двухсторонняя Ø4 мм.
Содержание операции.
Установ А. 1. Сверлить отверстие Ø 4,2 до пересечения с отв. Ø4.2, выдерживая размер 35. 2. Зенковать отверстие Ø8, угол 90°. 3. Сверлить отверстие Ø4 до пересечения с отв. Ø4.2, выдерживая размер 15 мм. Эскиз к этим операциям представлен на рисунке 14.