Материал: Модернизация агрегата продольной резки листового металла цеха АПР ЛПЦ-2
Модернизация агрегата продольной резки листового металла цеха АПР ЛПЦ-2
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
. АНАЛИЗ СОСТОЯНИЯ ВОПРОСА, ЦЕЛИ И ЗАДАЧИ РАЗРАБОТКИ
.1 Анализ состояния вопроса
.1.1 Стальной прокат, характеристика, свойства и область применения
.1.2 Применяемое оборудование
.1.3 Основные дефекты металла при резке и методы их устранения
.2 Цель и задачи дипломного проекта
. КОНСТРУКЦИОННАЯ ЧАСТЬ
.1 Расчет и проектирование привода тянущего ролика
.1.1 Описание конструкции, назначения и принципа действия
.1.2 Разработка и описание кинематической схемы привода
.1.3 Энерго-кинематический расчет привода
.1.4 Допускаемое напряжение
.1.5 Проектировочный расчет зубчатых передач
.1.6 Проектный расчет валов
.1.7 Уточненный расчет валов
.1.8 Уточненный расчет подшипников
.1.9 Расчет шпонок и шлицевых соединений
.1.10 Назначение смазочной системы
.1.11 Сборка редуктора
.2 Расчет и проектирование гидропривода натяжателя
.2.1 Расчет и выбор исполнительного гидродвигателя
.2.1.1 Определение нагрузочных и скоростных параметров гидродвигателя
.2.1.2 Определение геометрических параметров и выбор гидродвигателя
.2.2 Выбор гидравлической схемы и ее обоснование
.2.3 Расчет и выбор насосной установки
.2.4 Расчет и выбор гидроаппаратуры и трубопроводов
.2.5 Разработка блока управления
.2.6 Определение потерь давления в аппаратах и трубопроводах
.2.6.1 Определение потерь давления в аппаратах
.2.6.2 Потери давления в трубопроводах по длине
.2.6.3 Местные потери давления
.2.6.4 Суммарные потери давления
.2.7 Проверка насосной установки
. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
.1 Разработка технологического процесса изготовления ролика
.1.1 Разработка технологического процесса механической обработки
.1.1.1 Описание конструкции и назначения детали
.1.1.2 Выбор способа изготовления заготовки
.1.1.3 Разработка маршрута обработки с выбором станочных приспособлений и оборудования
.1.1.4 Разработка операционной технологии обработки детали
3.1.2 Выбор и обоснование технологических баз
3.1.3 Определение припусков и межоперационных размеров и допусков на них табличным методом
.1.4 Разработка управляющей программы для станка с ЧПУ
.1.5 Назначение режимов резанья
.1.6 Нормирование технологического процесса
.2 Расчет и проектирование червячной фрезы
.2.1 Расчет червячно-модульной фрезы
.2.2 Выбор основных технических требований
.2.3 Выбор инструментального материала
. БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ ПРОЕКТА
.1 Анализ опасных и вредных производственных факторов при эксплуатации агрегата продольной резки металла
.2 Меры по обеспечению безопасности и здоровых условий труда при эксплуатации агрегата продольной резки металла
.3 Расчет защитного заземления агрегата
.4 Меры по охране окружающей среды на участке
.5 Действия персонала в условиях ЧС
ЗАКЛЮЧЕНИЕ
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
ВВЕДЕНИЕ
На сегодняшний день металлургический завод Северсталь принято считать одним из самых больших заводов по производству стали. На деле так это и оказывается. Северсталь входит в десятку лучших заводов России. Этот завод занимается производством чугуна и разного стального проката. Здесь производят различную арматуру, разные конструкции из стали для постройки зданий и строительства мостов, различные трубы для водопроводов, газопроводов, прокат для техники, предназначенной для карьеров и строительства, а также производят особый вид бронированного проката для автомобилей.
Планы на постройку завода зародились еще в далёком 1930 году. Постройка завода была начата, но в связи с войной 1941-1945 года, стройка была остановлена и оставлена для мирных времён. В итоге после окончания войны, когда всё стало налаживаться, стройку возобновили и в 1955 году Череповец отмечать день рождения металлургического комбината. 24 августа этого года доменная печь выпустила первый чугун. С его появления и принято считать начало истории компании. В наше время завод находится не только в городе Череповец, не только на территории России, но и в Латвии, Белоруссии, Украине, Польше, Либерии и Италии.
«Череповецкая площадка» также участвует в социальных проектах. Так в две тысячи шестнадцатом году в городе Череповец был построен музей металлургической промышленностью, общая стоимость которого составила двести сорок миллионов рублей. Ко дню металлурга были официально открыты 18 спортивных и игровых площадок, а также произведен ремонт, на стадионе Металлург, беговой дорожки. На всё это комбинат затратил более 64 миллионов рублей.
Благодаря Северстали в городе Череповец на данный момент трудоустроены порядка 30 тысяч человек.
Гнутые профиля, сортовой, холоднокатаный и горячекатаный прокат, трубы -
этот широкий сортамент и является основной продукцией металлургического
комбината. Работа производства всегда критикуют экологи, так как от всего
производства, несмотря на всевозможные газоочистки, идёт в атмосферу большое
количество вредных для здоровья людей выбросов. Из-за этого всего компания
проводит всевозможные мероприятия по защите окружающей среды. Главная
направленность защиты является значительная и тщательная очистка выбросов в
окружающую среду.
1. АНАЛИЗ СОСТОЯНИЯ ВОПРОСА, ЦЕЛИ И ЗАДАЧИ РАЗРАБОТКИ
1.1 Анализ состояния вопроса
.1.1 Стальной прокат, характеристика, свойства и область применения
Стальной прокат - это прокат, произведенный из разных видов стали, принимающий вид листа или рулона разной толщиной 0,2 - 4 мм.
Тонколистовой прокат очень важен для человека, он применяется во многих сферах промышленности. В машиностроении он нужен для изготовления кузовов машин и многих других деталей.
В строительстве прокат нужен для изготовления ограждений и многого другого. В быту прокат используется для изготовления холодильников, стиральных машин и других приборов. В военном деле также он очень важен. Из этого всего следует, что прокат необходим в нашей жизни.
Прокат может подвергаться разным видам обработки. Он обладает главными качествами для производства: доступен, широко используется во всех типах производства.
Сейчас вся промышленность очень быстрыми темпами развивается, появляется очень много новых технологий и в связи с этим стальной прокат медленно, но верно уходит на второй план. Его начинают заменять другие виды материалов, такие как пластмасса, пластиковые материалы, различными сплавами, множеством видов стёкол и многим многим другим.
На большинстве производств изготовление тонколистового проката относится к массовому производству.
Технология прокатного производства - это совокупность взаимодействующих
между собой технологических процессов, и как результат этих взаимодействий -
качественная продукция. От качества выпускаемой продукции, которая идёт на
импорт, напрямую зависит репутация всего комбината в целом. Поэтому весь завод
должен работать как единое целое, начиная от производства чугуна заканчивая
готовым прокатом.
1.1.2 Применяемое оборудование
В наше время для изготовления проката, используют ЦОМ, что в переводе означает цех обработки металла.
Состав агрегатов резки:
а) стеллаж для приёмки;
б) загрузочные тележки с выдвижными настилами и подъемными столами;
в) разматыватели с прижимными роликами и боковыми сталкивателями;
г) качающиеся задающие проводки с выдвижными козырьками;
д) задающие устройства;
е) радиоизотопные толщиномеры;
ж) гильятинные ножны номер 1;
з) механизмы сборки обрези, которая состоит из роликов, которые убирают обрезь, качающихся столов и кассет для сбора обрези;
и) проводковые столы, с принтером для маркировки, с зеркалами, чтобы осматривать поверхность;
к) тянущих роликов;
л) петлевые устройства номер 1 с 2 качающимися столиками, которые состоят из кассеты с холостыми роликaми и петлевых ям;
м) направляющие столы, в состав которых входят вертикальные центрирующие ролики;
н) ножны дискoвые с отбойниками для удаления кромок;
о) кромкомоталки с прессующими роликами и механизмами для подъема бунта;
п) ролики для раскатки;
р) задающие тележки с прижимными козырьками и с роликами для подачи;
с) петлевые устройства номер 2 с 2 качающимися провадками, делительными роликами, проводковыми подъемными столами и петлевыми ямами;
т) пресса-прижимы с воздушными камерами;
у) гильотинные ножны номер 2;
ф) поворотные стрелы с электроталью;
х) столы для отборки карт металла;
ц) устройства для предварительных натяжений;
ч) откидные направляющие проводки задающей телеги;
ш) моталки с прижимными роликами и поддерживающими опорами;
щ) промасливающие, в электростатичном поле, машины;
э) съемные тележки моталки с подъемными столами и выдвигающимися настилами;
ю) четырёх позиционные поворотные устройства.
1.1.3 Основные дефекты металла при порезке и методы их устранения
Главные дефекты металла при порезке, причины их образования и методы для их предотвращения показаны в таблице номер 1.
гидродвигатель зубчатый передача шпонка
Таблица 1 - Главные дефекты при порезке
|
Дефекты |
Причины образования |
Методы устранения |
||
|
1 Надавы (наколы) |
Навары на роликах, налипание на ролики частиц металла и грязи |
Следить за состоянием поверхности всех роликов и своевременно производить зачистку роликов. Расстояние между дефектами, от роликов, на полосе металла: - нижний ролик задающего устройства - 942 мм; - тянущие ролики - 942 мм; - рольганговые ролики - 251 мм; - делительный ролик - 282 мм; - верхний подающий ролик задающей тележки - 314 мм; - ролики натяжного устройства - 1570 мм; - дисковые ножницы (расстояние зависит от |
||
|
|
|
количества перешлифовки комплекта ножей) |
|
|
|
2 Царапины, риски |
Вырaботка и заклиниванее отдельно взятых роликов и проводок, попадание в пресс-прижимы разных частиц из металла |
Ремонты или замены роликов и проводок, очистки или замены войлочного покрытия (прокладки из синтетического нетканого материала) |
|
|
|
3 Заусенцы, стружка, выкрошка |
Неправильная установка ножей, порезка полос тупыми ножами, большой или маленький боковой зазор между ножами |
Правильно установить ножи, скантовать или заменить ножи, отрегулировать боковой зазор между ножами |
|
|
|
4 Ржавчина |
Попадание воды на рулоны |
Не допускать попадание воды на рулоны |
|
|
|
5 Узкие, широкие |
Неправильно настроены дисковые ножницы на требуемую ширину |
Настроить дисковые ножницы на требуемую ширину, настроить вертикальные ролики |
|
|
1.2 Цель и задачи ВКР
Цель данного проекта в следующем: модернизация валкового натяжителя заключается в установке нового привода с мотор-редуктором, который даст нам возможность увеличения надежности работы нашего оборудования и характеристик нашего оборудования.
Увеличив надежность работы нашего агрегата и улучшения его характеристик,
мы выигрываем во многом. Во-первых, сокращение время на простои оборудования и
цеха в целом. Во-вторых, экономия средств на зарплату ремонтно-механических
служб. Как итог всего этого большая прибыль, меньшие затраты.
2. КОНСТРУКТОРСКАЯ ЧАСТЬ
2.1 Расчет и проектирование привода тянущего
ролика
.1.1 Описание назначения, конструкции и принципа действия исполнительного агрегата, схема принципиальная
Привод тянущего ролика состоит из электродвигателя, соединенного с мотор-редуктором, который передает вращение с помощью цилиндрической передачи на звездочку. На ролик вращение передается с помощью цепной передачи.
Когда заканчивается операция по заправке полосы в зев барабана моталки, ролик возвращается в рабочие положение.
Состав мотор-редуктора: 1) электродвигатель 2) редуктор. Способ выполнения - в одном общем блоке. Частота вращения выходного вала - постоянная. Редуктор закрытого типа.
Устройство привода тянущего ролика представлено на рисунке 1.
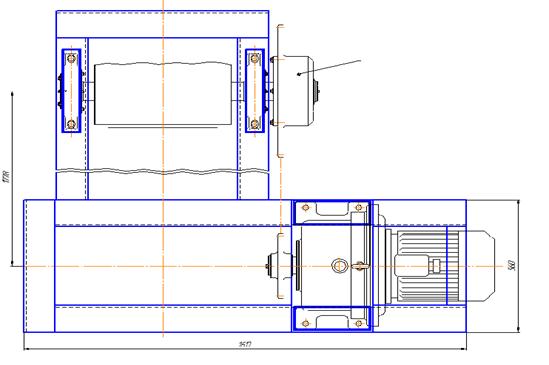
Рисунок 1 - Устройство привода тянущего ролика:
- электродвигатель; 2 - мотор-редуктор; 3,4 - звездочка; 5 - ролик
2.1.2 Описание и разработка схемы привода кинематической
Состав привода тянущего ролика: электродвигатель, соединенный с мотор-редуктором, который передает вращение с помощью цилиндрической передачи на звездочку. На ролик вращение передается с помощью цепной передачи.
Кинематическая схема привода представлена на рисунке 2.
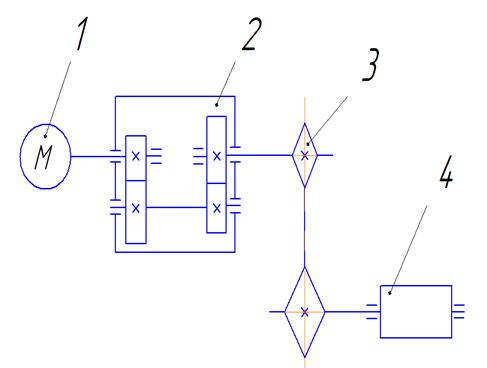
Рисунок 2 - Кинематическая схема привода:
- электродвигатель; 2 - редуктор; 3 - цепная передача; 4 - ролик
2.1.3 Энергокинематический расчёт привода
Исходные данные:
Окружное усилие Р=450кг.
Скорость ленты V=0,55м/сек.
Размеры барабана D=250мм. B=200мм. Н=650мм.
Расчет требуемой мощности:
![]() , Вт, (1)
, Вт, (1)
где Р = 450кг - окружное усилие;
V = 0,55м/сек - скорость ленты конвейера;
η - общий коэффициент полезного
действия.
![]() ,
(2)
,
(2)
где ηМ = 0,98 - коэффициент поленого действия муфты;
ηП = 0,99 - коэффициент поленого действия всех подшипников;
ηЗП = 0,97 - коэффициент поленого действия зубчатых передач.
![]() ,
,
![]() , Вт
, Вт
Число
оборотов барабана:
![]() , (3)
, (3)
где D - диаметр барабана = 250мм.
![]() .
.
Ориентировочное
передаточное отношение:
![]() , (4)
, (4)
где
![]() = 4,3 - передаточное отношение тихоходной ступени;
= 4,3 - передаточное отношение тихоходной ступени;
![]() = 5 -
передаточное отношение быстроходной ступени.
= 5 -
передаточное отношение быстроходной ступени.
![]() .
.
Предварительное
число оборотов двигателя:
![]() об/мин.
об/мин.
Принимаем закрытый обдуваемый трех фазный асинхронный двигатель 112МА6, для которого Nд=3кВт, nд=955 об/мин, d1=32мм, l1=80мм (по таблице 24.7 Дунаев стр. 200)