Материал: Модернизация агрегата продольной резки листового металла цеха АПР ЛПЦ-2
Установ Б. Повернуть деталь на 180°. Засверлить отверстие Ø6,5, выдерживая угол 90°и размер 16 мм. Эскиз к этим операциям представлен на рисунке 15.
Установ А.
Рисунок 14 - Операционный эскиз №5
Установ Б.
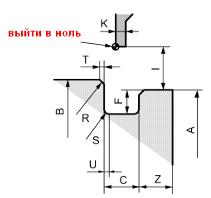
Рисунок 15 - Операционный эскиз №6
025 Слесарная (Зачистка заусенцев и снятие острых кромок).
Промывочная (Очистка от загрязнений горячим содовым раствором).
Контрольная (Промежуточный контроль - выборочно из партии).
Термическая (Закалка).
Круглошлифовальная (Подготовка поверхностей под нарезание шлицев)
Оборудование.
Круглошлифовальный станок 3В151А
Установка и закрепление заготовки осуществляется в трёхкулачковом самоцентрирующемся патроне с поджимом упорным центром, с выверкой по индикатору.
Средства технологического оснащения.
Трехкулачковые самоцентрирующиеся патроны - патрон 7100-0005 ГОСТ 2675-80. Кулачок собственного изготовления, центра жесткие упорные ГОСТ 2576-79.
Режущий инструмент.
Круги шлифовальные ПП 500 х 63 х 32; 15А40С27К ГОСТ 2424-83.
Средства технического контроля
Микрометры гладкие МК 50 - 75 ГОСТ 6507-90; МК 75 - 100 ГОСТ 6507-90. Образцы шероховатости.
Содержание операции.
) Шлифовать Ø 16Н7.
Эскиз к этим операциям представлен на рисунке 16.
Рисунок 16 - Операционный эскиз №7
Промывочная (Очистка от загрязнений горячим содовым раствором).
Контрольная.
Оборудование. Стол контролера. Плиты поверочные 400 х 400 ГОСТ 10905-86. Стойка С-II ГОСТ 10197-70. Штатив с магнитным основанием - ШМ - IIВ. Центра ПБ - 500М ТУ 2-034-543 - 81.
Средства технического контроля:
Скобы рычажные СР 50-75 ГОСТ 11098-75; СР 75-100 ГОСТ 11098-75.
Индикаторные нутромеры НИ - 100М ГОСТ 868-82.
Штангенциркули ШЦ - II - 400 - 0,05; штангенциркули ШЦ - II - 200 - 0,05; штангенциркули ШЦ - I - 125 - 0,1 ГОСТ 166-99.
Индикаторы часового типа ИЧ 10 ГОСТ 577-68.Индикаторы многооборотные 2МИГП ГОСТ 9696-82.
Нормалемеры БВ - 5045 ГОСТ 5368-81.
. Контролировать размеры: Ø 16,5Н7, Ø20Н7, Ø19,5; Ø15,5-0,2, Ø 4,2, отв. М5; линейные размеры: 49, 28, 38, 35,13, 16; 18, 3, 5.
. Шероховатость поверхности Ra= 3,2; Rz=40.
Эскиз к этим операциям представлен на рисунке 17.
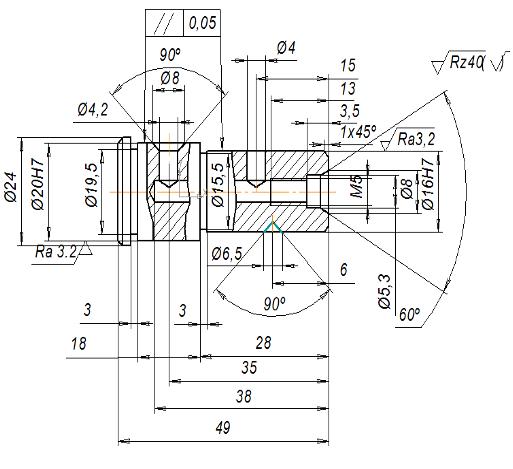
Рисунок 17 - Операционный эскиз №8
3.1.2 Выбор и обоснование технологических баз
При разработке технологических операций особое внимание уделяем выбору баз, для обеспечения заданной точности обработки детали и выполнения требований чертежа.
При выборе баз необходимо применять поверхности, не подлежащие обработке, а если деталь имеет несколько необработанных поверхностей, то необходимо за базу принимать ту, которая имеет наименьшее смещение относительно своей оси или быть с наименьшими припусками на обработку.
При выборе баз необходимо принимать те, на которые дан размер на чертеже, определяющий положение обрабатываемой поверхности.
Базы должны обеспечивать отсутствие недоступных деформаций и детали и простоту конструкции станочного приспособления с удобной установкой, закреплением и снятием обрабатываемой детали.
Базовые поверхности на операции механической обработки детали ось ролика
указаны в таблице 11.
Таблица 11 - Базовые поверхности
|
Наименование и номер операции |
Тип и модель оборудования |
Базовая поверхность |
|
|
|
005 Токарная автоматная |
Токарный прутковый полуавтомат с ЧПУ 1365 |
Цилиндрическая поверхность прутка |
|
|
|
010 Токарно-винторезная с ЧПУ |
Токарно-винторезный станок с ЧПУ 16Б16Т1 |
Установ А: Подрезанный торец заготовки, Ø25 мм. Установ Б: Подрезанный торец заготовки, Ø16,5Н11 мм. |
|
|
|
015 Вертикально- сверлильная |
Вертикально- сверлильный 2Н118 |
Подрезанный торец заготовки, Ø20,5 мм, Ø16,5Н11 мм. |
|
|
|
020 Вертикально- сверлильная |
Вертикально- сверлильный 2Н118 |
Подрезанный торец заготовки, Ø20,5 Н11мм, Ø16,5Н11 мм . |
|
|
|
025 Слесарная |
Верстак слесарный |
- |
|
|
|
030 Промывочная |
Моечная машина |
- |
|
|
|
035 Контрольная |
Стол контрольный |
- |
|
|
|
040 Термическая |
Печь термическая |
- |
|
|
|
045 Круглошлифо- вальная |
Круглошлифо- вальный 3В151А |
Отверстие Ø80 60°, головка Ø24, торец. |
||
|
050 Промывочная |
Моечная машина |
- |
||
|
055 Контрольная |
Стол контрольный |
- |
||
3.1.3 Определение припусков и межоперационных размеров и допусков на них табличным методом
При определении припусков по табличному (опытно-статистическому) методу общий и операционные припуски берутся по таблицам справочных данных, составленных на основании обобщения и систематизации производственных наблюдений ряда предприятий.
Припуски устанавливаются на номинальные размеры деталей, указанных на
чертеже. На основании результатов определения припусков для рассчитываемых
поверхностей вращения, одного линейного размера и отверстия под резьбу
определяются межоперационные размеры и допуски на них. Полученные данные
указаны в таблице 12.
Таблица 12 - Припуски, операционные размеры и допуски при обработке оси ролика длиной 49 мм
|
Маршрут обработки поверхности |
Экономическая точность |
Операционный размер, мм |
Припуск на диаметр, мм |
Прим. |
|||
|
|
Квалитет |
Шерохова тость |
|
|
|
||
|
Обработка поверхности оси ролика из стали 40Х - Ø16 Н7 |
|||||||
|
Заготовка - сортовой горячекатаный прокат обычной точности по ГОСТ 2590-88. |
13 |
Rz80 |
Ǿ 27 |
|
Обр. за три прохода Припуск на один проход |
||
|
Точение черновое |
11 |
Rа12,5 |
Ǿ 18h11(-0,11) |
201,5 |
|
||
|
Точение чистовое |
9 |
Rz40 |
Ǿ 16,5h9(- 0,043) |
200,75 |
|
||
|
Шлифование чистовое |
7 |
Ra3,2 |
Ǿ16 h7(-0,018) |
200,25 |
|
||
|
Обработка поверхности оси ролика из стали 40Х - Ø20 Н7 |
|||||||
|
Заготовка - сортовой горячекатаный прокат обычной точности по ГОСТ 2590. |
13 |
Rz80 |
Ǿ 27 |
- |
|
||
|
Точение черновое |
11 |
Rа12,5 |
Ǿ 25h11(-0,13) |
201 |
|
||
|
Точение получистовое |
11 |
Rа12,5 |
Ǿ 24,5h11(-0,13) |
201,25 |
|
||
|
Точение чистовое |
9 |
Rz40 |
Ǿ 20,5h9(- 0,052) |
201 |
|
||
|
Шлифование чистовое |
7 |
Ra3,2 |
Ǿ 20 h7(-0.021) |
200,75 |
|
||
|
Подрезка торцев оси из стали 40Х, в размер 49Н10 |
|||||||
|
Заготовка - сортовой горячекатаный прокат обычной точности по ГОСТ 2590 |
13 |
Rz80 |
52h13-(0,74) |
- |
|
||
|
Точение черновое |
12 |
Rz40 |
50h12(-0,25) |
2,0 |
|
||
|
Точение чистовое |
10 |
Rz40 |
49h10(- 0,1) |
1 |
|
||
|
Сверление отверстия Ø4,2Н7 под резьбу М500,8 |
|||||||
|
Заготовка - сортовой горячекатаный прокат обычной точности по ГОСТ 2590-88. |
13 |
Rz80 |
Ǿ 27 |
- |
|
||
|
Сверление получистовое |
11 |
Rz40 |
Ǿ 4H11(+0,075) |
- |
52 |
||
|
Сверление чистовое |
9 |
Rz40 |
Ǿ 4,2H9(-+0,03) |
200,1 |
52 |
||
|
Нарезание резьбы |
7 |
Rz40 |
М5-5Н6Н(+0,012) |
200,4 |
|
||
Графическая
схема расположения припусков и допусков на обработку поверхностей Ø16h7![]() представлена на рисунке 18.
представлена на рисунке 18.
Рисунок
18 - Графическая схема расположения припусков и допусков на обработку
поверхностей
Ø16h7![]()
3.1.4 Разработка управляющей программы для станка с числовым программным управлением
Программная операция - токарно-винторезная. Модель станка16Б16Т1.
Программа для растачивания канавки.
В программе применялись следующие команды:- подготовительная функция значения скорости резания, м/мини W - прямолинейное перемещение по осям X и Z
Т0101 - адрес инструмента
Х50 - перемещение по оси X- задание координаты конечной точки перемещения исполнительного органа станка вдоль оси Z,05 - задание скорости результирующего прямолинейного перемещения инструмента относительно заготовки- задание скорости вращения вала шпинделя
М3 - вспомогательная функция, вращение шпинделя вперед
I15 - расстояние подвода по диаметру в направлении оси Х- круговое перемещение по оси Х (диаметр вала 1)
В20 - круговое перемещение по оси Y (диаметр вала 2)
С3,78 - круговое перемещение по оси Z (ширина канавки, отрицательная величина)
F0,5 - глубина канавки
Z3 - перемещение по оси Z-количество проходов
К2 - ширина инструмента
R0 - скругление на торце- радиус основания канавки,5 - величина скругления торца,5 - величина скругления канавки
Х0 - внутренняя канавка
М30 - конец программы.
Эскиз
растачивания канавки представлен на рисунке 19.
Рисунок
19 - Эскиз растачивания канавки
В
таблице номер 13 представлена управляющая программа станка с числовым
программным управлением.
Таблица 13 - Управляющая программа
|
№ кадра |
Содержание кадра |
|
|
% |
|
N10 |
G30 U0 W0 |
|
N20 |
Т0101 |
|
N15 |
G96 X50 Z3 F0.05 S110 M3 |
|
N20 |
G110 I15 A16 B20 C-3.78 F0.5 Z-3 J3 K-2 R0 S1 T0.5 U0.5 X0 |
|
N260 |
G30 U0 W0 |
|
N270 |
M30 |
|
|
% |
3.1.5 Назначение режимов резания
Режимы резания - совокупность скорости, подачи и глубины резания. Режимы обработки определяют, во-первых, точность обработки, во-вторых, качество обработанной поверхности, в-третьих, производительность, в-четвертых, себестоимость обработки и условий работы оборудований и рабочего персонала.
Факторы, которые влияют на выбор режима резания:
‒ материалы, формы, жесткость и прочность обрабатываемых заготовок;
‒ виды режущих инструментов, материалы их режущих кромок, жесткость и прочность;
‒ как закрепляются заготовки в станке;
‒ мощности главных приводов станков.
Произведем расчёты режимов резания расчётно-аналитическими методами для операции 010 Токарно-винторезная с числовым программным управлением, для первого перехода Установим А.
Переход номер 1. Точить поверхности диаметрами 18+0,2 мм до диаметров 16,5-0,6 мм на длину 28±0,2 мм.
Материал деталей принимаем Сталь 40Х ГОСТ 4543-71.
Типы и размеры инструментов - резцы проходные упорные с пластинками из твердых сплавов - резец 2103-0007 ВК8 ГОСТ 18880-73, размеры для державок 16´25 мм;
Материалы пластины резцов ВК8;
Главный угол в плане j=45°.
Назначим подачуs=0,15 мм/об.
Глубина резания вычисляем по формуле:
![]() , мм,
(123)
, мм,
(123)
где D-диаметры прутков до обтачивания, мм;
d-диаметры прутков после обтачивания, мм.
![]() мм.
мм.
Скорость
резания при точении определяем по формуле:
![]() , м/мин,
(124)
, м/мин,
(124)
где t-глубины резания, мм;
![]() -
постоянная величина,
-
постоянная величина, ![]() =350;
=350;
![]() - период
стойкости инструментов, 60 мин;
- период
стойкости инструментов, 60 мин;
x, y, m-показатель степени;
![]() -поправочный
коэффициент;
-поправочный
коэффициент;
s- это подача,
мм/об.
![]() , (125)
, (125)
где
![]() -коэффициент, который учитывает материалы заготовок;
-коэффициент, который учитывает материалы заготовок;
![]() -коэффициент,
который учитывает состояние поверхностей заготовок;
-коэффициент,
который учитывает состояние поверхностей заготовок;
![]() коэффициент,
который учитывает материал инструментов.
коэффициент,
который учитывает материал инструментов.
 , (126)
, (126)
где
![]() -коэффициент, который характеризует группу стали по
обрабатываемости;
-коэффициент, который характеризует группу стали по
обрабатываемости;
![]() -пределы
прочности материалов, МПа;
-пределы
прочности материалов, МПа;
![]() коэффициент,
который учитывает материалы заготовок.
коэффициент,
который учитывает материалы заготовок.
При
![]()
![]()
При
![]()
![]()
При
![]() мин.
мин.
![]() м/мин.
м/мин.