Материал: Метрология стандартизация сертификация Взаимозаменяемость
-
Метод расчета размерных цепей, обеспечивающий полную взаимозаменяемость
Чтобы обеспечить полную взаимозаменяемость, размерные цепи рассчитывают методом полной взаимозаменяемости (методом максимума – минимума). Этот метод обеспечивает заданную точность сборки без какого-либо подбора или пригонки деталей [1, 3, 8].
-
Решение обратной задачи. Расчет размерных цепей основан на положении об их замкнутости. При этом номинальный размер замыкающего звена будет равен
n
A0 Ai ув
i1
np
in1
Ai ум , (20)
где А0 и Ai замыкающее и составляющие звенья размерной цепи;
n, p число увеличивающих и уменьшающих звеньев размерной цепи.
n+p=m1,
где m общее число звеньев цепи, включая замыкающее.
Составляющие размеры могут изменяться в установленных допусками пределах, при этом в зависимости от сочетаний увеличивающих и уменьшающих составляющих размеров замыкающий размер, будет иметь наибольшее или наименьшее значение, т.е.
Ao max
Ao min
n
Ai ув
max
i1
n
Ai ув
np
in1
np
Ai ум
Ai ум
min
(21)
(22)
i1
min
in1
max
Так как разность между наибольшим и наименьшим предельным размерами есть допуск, то можно записать
TAO
n
TAi ув
i1
np
-
TAi ум
i1
m1
TAi . (23)
i1
Предельные отклонения замыкающего звена можно определить, пользуясь координатами середины поля допуска Ес, половиной поля
допуска ТА/2 и расчетными значениями верхних и нижних предельных отклонений составляющих звеньев ЕS и EI.
Для любого составляющего звена
ES(Ai) = Ec(Ai) + TAi/2; (24)
EI(Аi) = Ec(Ai) – TAi/2.
По аналогии для замыкающего звена
ES(A0) = Ec(А0) + ТA0/2 ,
EI(A0) = Ec(A0) – ТA0/2. (25)
Выразим наибольший предельный размер в виде алгебраической
суммы номинального размера и верхнего отклонения, а наименьший предельный размер в виде алгебраической суммы минимального размера и нижнего отклонения. На основании уравнений (21) и (22) получим:
A0 ES A0 Ai ES ( Ai )ув
D 32
H 7 0,025
;
0,025
b 6 0,010 ;
0,010
d 26 H11 0,130
0,300
f 7
f 8
a11
0,050
0,028
0,430
dmin = 25,57 не меньше размера d1 =24,6 по ГОСТ 1139-80.
-
Схема полей допусков и чертеж шлицевого сопряжения
представлены на рис. 8.
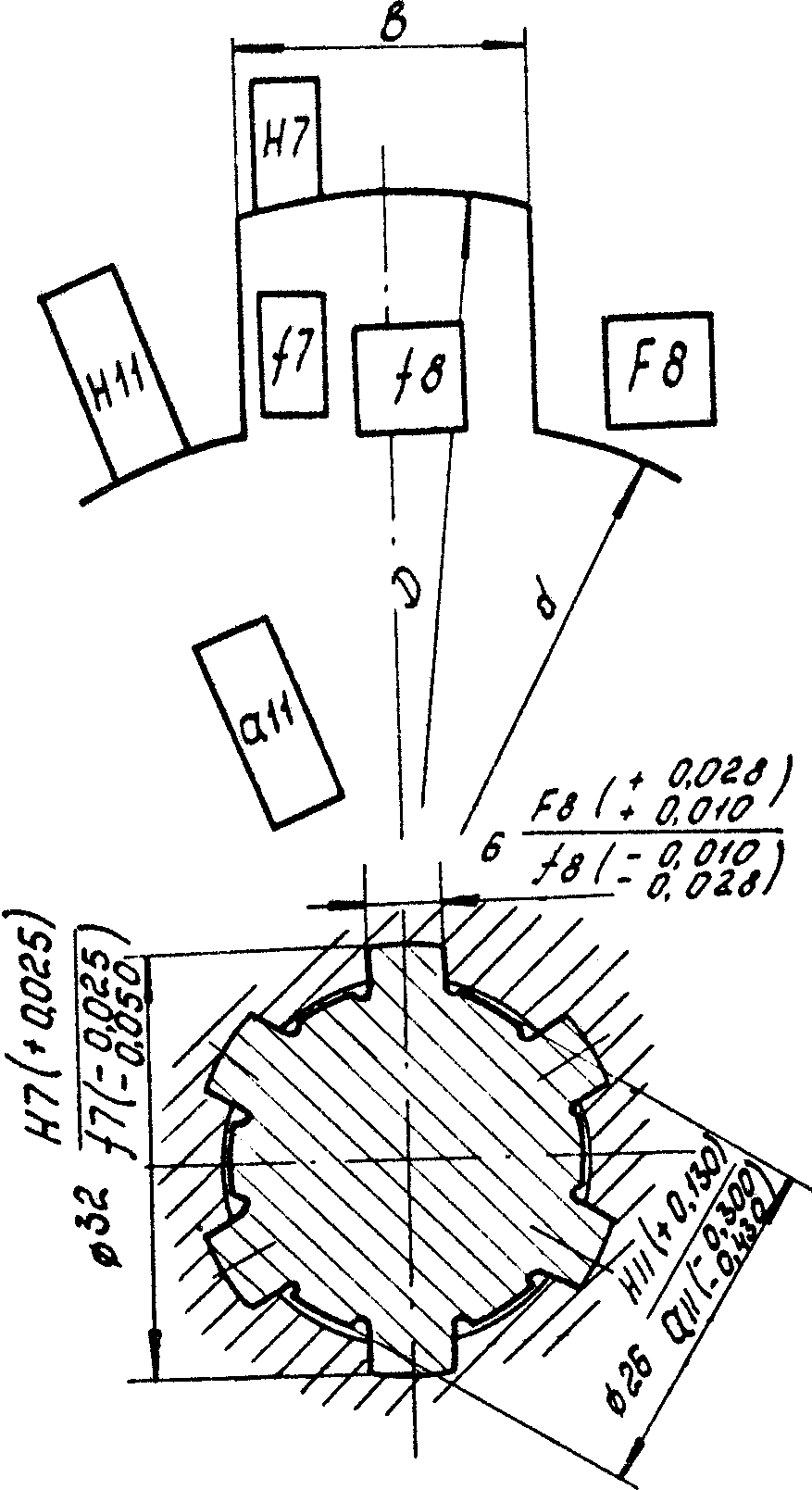
Рис. 8. Допуски шлицевого соединения
5. Расчет допусков размеров, входящих в размерные цепи
При конструировании механизмов, машин, приборов и других изделий, проектировании технологических процессов, выборе средств и методов измерений возникает необходимость в проведении размерного анализа, с помощью которого достигается правильное соотношение взаимосвязанных размеров и определяются их эксплуатационные интервалы (допуски). Подобные расчеты выполняются с использованием теории размерных цепей. При этом
могут быть решены следующие конструкторские, технологические и метрологические задачи [8]:
-
Установление геометрических и кинематических связей между размерами деталей, расчет номинальных значений, отклонений и допусков размеров звеньев.
-
Расчет норм точности и разработка технических условий на машины и их составные части.
-
Анализ правильности простановки размеров и отклонений на рабочих чертежах деталей.
-
Расчет межоперационных размеров, припусков и допусков, пересчет конструктивных размеров на технологические.
-
Обоснование последовательности технологических операций при изготовлении и сборке изделий.
-
Обоснование и расчет необходимой точности приспособлений.
-
Выбор средств и методов измерений, расчет достижимой точности измерений.
Размерные цепи используют для решения прямой и обратной задач, отличающихся последовательностью расчетов.
Прямая задача. По заданным номинальным размерам всех звеньев размерной цепи и предельным отклонениям исходного (замыкающего) размера определить допуски и предельные отклонения всех составляющих звеньев. Такая задача относится к проектному расчету размерной цепи.
Обратная задача. По заданным номинальным размерам и предельным отклонениям составляющих звеньев определить номинальный размер и предельные отклонения замыкающего звена. Такая задача относится к проверочному расчету размерной цепи.
Существуют следующие методы решения размерных цепей:
-
Метод полной взаимозаменяемости.
-
Вероятностный метод.
-
Метод групповой взаимозаменяемости (селективной сборки).
-
Метод пригонки.
-
Метод регулирования.
В данном учебном пособии рассматриваются два первых метода решения размерных цепей.
n
i1
A0 EI A0 Ai EI ( Ai )ув
n
n p
Ai EI ( Ai )ум ; (26)
in1
n p
Ai ES ( Ai )ум . (27)
i1 in1
Величину А0 можно определить по уравнению (20), используя уравнения (20, 26 и 27), можно получить зависимости для определения верхнего и нижнего отклонений замыкающего звена:
n
ES( A0 ) ES( Ai )ув
i1
n
n p
in1
n p
EI ( Ai )ум;
(28)
EI ( A0 ) EI ( Ai )ув
i1
in1
ES ( Ai )ум;
(29)
и выражение для определения координаты середины поля допуска замыкающего звена
n
EC( A0 ) EC( Ai )ув
i1
n p
in1
EC( Ai )ум . (30)
Уравнения (28, 29 и 30) используются для проверки правильности решения размерной цепи.
-
Решение прямой задачи. Определение допусков составляющих звеньев размерной цепи можно произвести при двух условиях:
-
при условии равных допусков;
-
при условии допусков одного квалитета точности.
Условие равных допусков применяют, если составляющие размеры являются величинами одного порядка и могут быть выполнены примерно с одинаковой экономической точностью.
Средней допуск составляющих звеньев можно определить по формуле:
TсрAi = TA0/(m-1) (31)
Полученный средний допуск TсрAi корректируют для некоторых составляющих размеров в зависимости от их величины, конструктивных требований и технологических условий изготовления, но так, что бы выполнялось условие
ТА0 ≥ ∑ТАi.
При этом необходимо использовать стандартные поля допусков
предпочтительного применения.
При условии допусков одного квалитета точности предполагают, что все составляющие цепь размеры могут быть выполнены по какому-либо одному квалитету точности.
Допуск любого составляющего звена может быть найден в виде
TAi
a
0,45 D
0,001D
a
i
,
3
i
i i
где аi – число единиц допуска;
ii единица допуска, мкм (табл. 27).
D – средний геометрический размер интервала, к которому относится данный линейный размер.
Таблица 27
|
Интервал размеров, мм |
до 3 |
3-6 |
6-10 |
10-18 |
18-30 |
30-50 |
50-80 |
||
|
Единица допуска i, мкм |
0,55 |
0,73 |
0,90 |
1,08 |
1,31 |
1,56 |
1,86 |
||
|
Интервал размеров, мм |
60-120 |
120-180 |
180-250 |
250-350 |
350-400 |
400-500 |
|||
|
Единица допуска i, мкм |
2,17 |
2,52 |
2,90 |
3,23 |
3,54 |
3,89 |
|||
Согласно уравнению (23) можно записать
ТА0 = а1i1+a2i2+…am-1im-1.
По условию задачи а1 = а2 = ... = аm-1 = аср и, следовательно,
TA a 0,453
m1
D 0,001D a m1i ,
0 ср
i1
i i
i1
откуда
acp
TA0
m1
ii
i1
(32)
Если допуски некоторых составляющих звеньев размерной цепи являются известными, например, допуски подшипников качения, входящих в состав цепи, то формула (32) примет вид:
n
TA0 TAi
i1
aср
mn1 ,
ii
i1
(33)
где n – число составляющих звеньев, допуски которых заданы.
По аср выбирают по табл. 28 ближайший квалитет точности.
Таблица 28
|
Квалитет точности |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
|
Число единиц допуска |
7 |
10 |
16 |
25 |
40 |
64 |
100 |
160 |
250 |
400 |
640 |
1000 |
1600 |
Найденные по ГОСТ 25346-89 в зависимости от квалитета точности и номинального размера величины допусков корректируют в зависимости от конструктивно-эксплуатационных требований и возможности применения такого процесса изготовления, экономическая точность которого близка к требуемой точности размера.
Допуски для охватывающих размеров рекомендуется определять, как для основного отверстия, а для охватываемых - как для основного вала. При этом должно выполняться условие:
ТА0 = ∑ТАi.
После нахождения допусков составляющих звеньев по заданным величинам ЕS(А0) и EI(A0) определяют величины и знак верхних и нижних отклонений составляющих размеров так, чтобы они удовлетворяли уравнениям (28) и (29), а также уравнению (30).
Пример. Решение прямой задачи методом обеспечения полной взаимозаменяемости. Схема размерной цепи приведена на рис. 9.
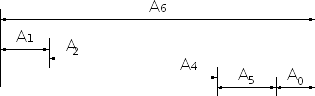
Рис.
9. Схема размерной цепи