Материал: Метрология стандартизация сертификация Взаимозаменяемость
Если степени точности диаметров d и d2 наружной резьбы, D1 и D2 внутренней совпадают, то указывают одно обозначение на два диаметра.
Примеры обозначения резьбы:
-
подвижных соединений:
-с крупным шагом M12 - 6Н/6g;
-с мелким шагом M12x1 - 6H/6g;
-
переходных соединений:
-с крупным шагом M12 -
-с мелким шагом M12х1 -
5H 6H ;
4 jk
5H 6H
4 jk
-
неподвижных соединений
-
с крупным шагом M12 -
-
с мелким шагом M12x1 -
2H 4D3 ;
3n3
2H 4D3 .
3n3
Пример: Если в заданном узле на резьбовое сопряжение не установлено дополнительных требований по точности, то рекомендуется назначить средний класс точности. Для обеспечения подвижности сопряжения назначить предпочтительную посадку М14
- 6Н/6g.
В соответствии с выбранным характером резьбового соединения установить по стандарту предельные отклонения размеров и занести их в табл.22.
Для шага резьбы и угла профиля предельные отклонения не устанавливаются. Допуск по среднему диаметру Тd2(ТD2) дается на приведенный средний диаметр, то есть представляет сумму трех слагаемых:
а) допуска собственно среднего диаметра;
б) диаметральной компенсации погрешности шага fp;
в) диаметральной компенсации погрешности угла профиля f.
Таблица 21
Поля допусков наружной и внутренней резьбы для неподвижных соединений
|
Материал детали с внутренней резьбой |
Поля допусков |
Посадки |
Дополни- тельные условия сборки |
|||||
|
наруж- ной резьбы |
внутренней резьбы |
|||||||
|
при шагах Р |
при шагах Р |
|||||||
|
до 1,25 мм |
свыше 1,25 мм |
до 1,25 мм |
свыше 1,25 мм |
|||||
|
Чугун и алюминиевые сплавы |
2r |
2Н5D |
2H5C |
2H5D 2r |
2Н5С 2r |
– |
||
|
Чугун, алюминиевые сплавы |
3р(2) |
2Н5D(2) |
2H5С(2) |
2H5D(2) 3p(2) |
2H5C(2) 3p(2) |
Сортировк а на две группы |
||
|
Сталь, высокоточные и титановые сплавы |
3n(3) |
2H4D(3) |
2Н4С(3) |
2H4D(3) 3n(3) |
2Н4С(3) 3n(3) |
Сортировк а на три группы |
||
Пример: Для выбранной посадки вносим численные значения в табл. 22.
Таблица 22
|
Диаметры |
Отклонения |
Наружная резьба |
Внутренняя резьба |
|
Наружный |
Верхнее ES, es Нижнее EI, ei |
– 0,026 – 0,206 |
– 0 |
|
Средний |
Верхнее ES, es Нижнее EI, ei |
– 0,026 – 0,144 |
+ 0,160 0 |
|
Внутренний |
Верхнее ES, es Нижнее EI, ei |
– 0,026 – |
+ 0,236 0 |
-
Схема расположения полей допусков резьбы. Начертить схему расположения полей допусков наружной и внутренней резьбы в масштабе (пример: резьба М14 – 6Н/6g): М 20:1 при р 3 мм; М 40:1 при р 3 мм. Чертеж выполнить карандашом на чертежной бумаге формата А4 в соответствии с примером. На чертеже вместо буквенных обозначений размеров указать численные значения для выбранного сопряжения (рис.7).
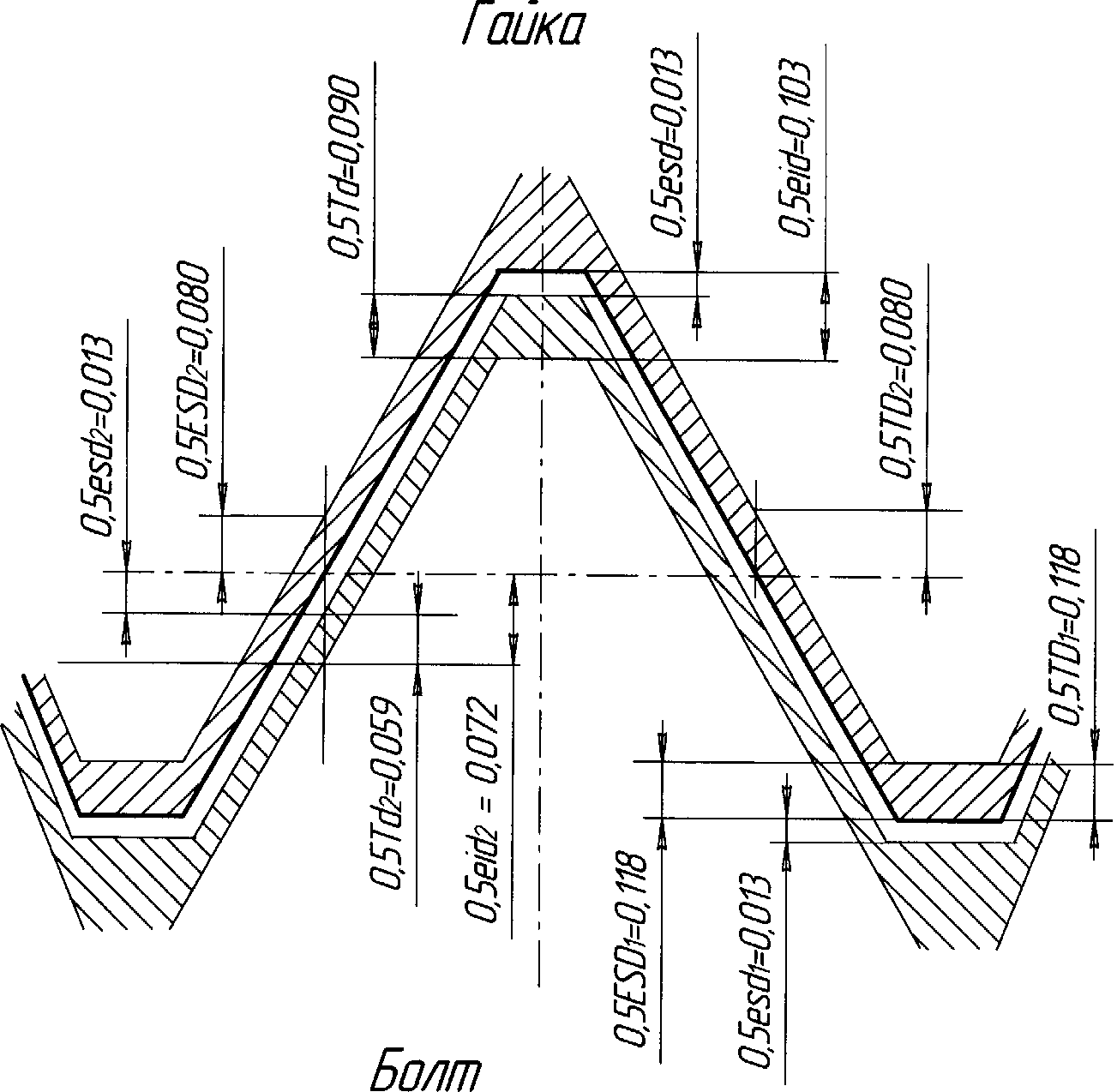
Рис. 7. Схема полей допусков резьбового соединения
-
Определение предельных размеров. Вычислить предельные значения диаметров наружной и внутренней резьбы. Заполнить табл. 23. Пример: для выбранной посадки численные значения внесены в табл. 23.
Таблица 23
|
Диаметры |
Обозначение |
Численное значение, мм |
|
|
наружная резьба |
внутренняя резьба |
||
|
Наружный |
dmax (Dmax) dmin (Dmin) |
13,974 13,794 |
– 14,0 |
|
Средний |
d2 max (D2 max) d2 min (D2 min) |
13,324 13,206 |
13,510 13,350 |
|
Внутренний |
d1 max (D1 max) d1 min (D1 min) |
12,892 – |
13,154 12,918 |
3.3. Выбор средств контроля резьбового сопряжения
Для назначенного резьбового сопряжения в условиях крупносерийного производства обосновать и подобрать средства контроля основных элементов резьбы. Привести описание средств контроля, порядка проверки размеров и условие годности резьбового сопряжения.
-
Взаимозаменяемость шлицевых сопряжений
Наибольшее распространение в машиностроении получили прямобочные и эвольвентные шлицевые сопряжения. Размеры и допуски прямобочных шлицевых сопряжений регламентированы стандартом ГОСТ 1139-80.
ГОСТ 6033-80 регламентирует размеры, допуски эвольвентных шлицевых сопряжений.
-
Выбор способа центрирования шлицевого сопряжения
Для обеспечения концентричности поверхности втулки относительно оси вращения вала у шлицев сопрягаемых деталей предусмотрена центрирующая поверхность. ГОСТ 1139-80 предусматривает три вида центрирования прямобочных шлицевых сопряжений:
-
по наружному диаметру D и ширине шлица b;
-
по внутреннему диаметру d и ширине шлица b;.
-
только по ширине шлица b.
Для эвольвентных шлицевых сопряжений установлено два способа центрирования:
-
по боковым сторонам по S (чаще встречающийся и более экономичный вариант);
-
по наружному диаметру D.
Иногда допускается центрирование относительно вспомогательной цилиндрической поверхности.
В зависимости от условий эксплуатации, требований точности центрирования и характера термической обработки материала втулки выбрать и обосновать способ центрирования шлицевого сопряжения.
-
Выбор точности и характера сопряжения шлицевых деталей
Точность центрирующих элементов прямобочных шлицевых сопряжений установлена в пределах 5-…10-го квалитетов для валов и 6-…10-го для втулок. Посадки шлицевых соединений с прямобочным профилем строятся по системе отверстия. Они осуществляются по центрирующей поверхности и одновременно по боковым поверхностям впадин втулки и зубьев вала. Рекомендуемые посадки приведены в табл. 24 и 25.
Таблица 24
|
Поле допуска втулки |
Основное отклонение вала |
|||||
|
е |
f |
g |
h |
js |
n |
|
|
центрирование по внутреннему диаметру d |
||||||
|
Н6 |
|
|
H6 g5 |
|
H6 js5 |
|
|
Н7 |
Н7 e8 |
H7 f7 |
H7 g6 |
H 7 , H 7 h6 h7 |
H 7 , H 7 js6 js7 |
Н7 n6 |
|
H8 |
H 8 , H 8 e8 e9 |
|
|
|
|
|
|
Центрирование по наружному диаметру D |
||||||
|
Н7 |
|
Н7 f7 |
Н7 g6 |
H7 h6 |
H7 js6 |
H7 n6 |
|
Н8 |
H8 e8 |
|
|
H8 h7 |
|
|
Для нецентрирующих диаметров поля допусков приведены в табл. 25 (ГОСТ 1139-80).
Таблица 25
|
Нецентрирующий диаметр |
Вид центрирования |
Поля допусков |
|
|
втулки |
вала |
||
|
D |
По d или b |
H12 |
а11 |
|
d |
По D или b |
H11 |
- |
В эвольвентных шлицевых сопряжениях для ширины Н впадины втулки установлено одно основное отклонение Н и 7-, 9- и 11-я степени точности; для толщины S зуба вала установлены 10 основных отклонений: a, c, d, f, g, h, k, n, p, r и 7-, 8-, 9-, 10- и 11-я степени точности. Посадки по боковым поверхностям зубьев предусмотрены только в системе отверстия.
При центрировании по наружному диаметру D эвольвентного шлицевого сопряжения установлены следующие два ряда полей допусков для центрирующих диаметров окружности впадин втулки Df и окружности вершин зубьев вала da:
ряд 1 – Н7 для Df и n6, js6, h6, g6, f7 для da;
ряд 2 – Н8 для Df и n6, h6, g6, f7 для da.
Первый ряд следует предпочитать второму. Числовые значения основных отклонений и полей допусков принимать по ГОСТ 25347-
82.
Допуски не центрирующих диаметров при центрировании по боковым поверхностям зубьев принимают такими, чтобы в соединении исключать контакт по этим размерам [4,6].
Исходя из требуемой точности соединения сопрягаемых деталей, следует обосновать квалитет точности изготовления посадочных поверхностей.
В зависимости от условий эксплуатации (соединение подвижное; неподвижное, часто разбираемое; неподвижное, редко разбираемое) по табл. 26 необходимо выбрать посадки шлицевого сопряжения с прямобочным профилем (для эвольвентного шлицевого соединения по ГОСТ 6033-80).
По ГОСТ 25347-82 найти численные значения отклонений центрирующих и нецентрирующих поверхностей. Привести схему расположения полей допусков и чертеж шлицевого сопряжения (рис. 8).
Таблица 26
|
Посадки по ширине - b |
||||||
|
Поле допуска втулки |
основное отклонение вала |
|||||
|
d |
e |
f |
h |
js |
k |
|
|
Центрирование по внутреннему диаметру d |
||||||
|
F8 |
F8 d8 |
|
F8 , F8 f 7 f 8 |
F8 , F8 , F8 h7 h8 h9 |
F8 js7 |
|
|
Н8 |
|
|
|
H 8 H 8 H 8 , , h7 h8 h9 |
H8 js7 |
|
|
D9 |
D9 d9 |
D9 e8 |
D9 , D9 , D9 f 7 f 8 f 9 |
D9 , D9 h8 h9 |
D9 js7 |
D9 k9 |
|
D10 |
D10 d9 |
|
|
|
|
|
|
F10 |
F10 d9 |
F10 e8 |
F10 , F10 , F10 f 7 f 8 f 9 |
F10 , F10 , F10 h7 h8 h9 |
F10 js7 |
F10 k7 |
|
js10 |
Js10 d10 |
|
|
|
|
|
|
Центрирование по наружному диаметру D |
||||||
|
F8 |
F8 d 9 |
F8 e8 |
F8 , F8 f 7 f 8 |
F8 , F8 h6 h8 |
F 8 js7 |
|
|
D9 |
D9 d9 |
D9 e8 |
D9 f7 |
D9 h8 |
D9 js7 |
|
|
F10 |
|
F10 e9 |
F10 f7 |
F10 h9 |
|
|
|
Js10 |
Js10 d10 |
|
|
|
|
|
|
Центрирование по ширине b |
||||||
|
D10, F8 |
D10 , D10 d10 d8 |
F8 f8 |
F8 f8 |
D10 h10 |
F8 js7 |
|
|
D9 |
D9 d9 |
D9 e8 |
D9 , D9 f 8 f 9 |
D9 , D9 h8 h9 |
D9 js7 |
D9 k9 |
|
F10 |
F10 d9 |
F10 e8 |
F10 , F10 f 8 f 9 |
F10 , F10 h8 h9 |
F10 js7 |
F10 k7 |
|
Js10 |
Js10 d9 |
|
|
|
|
|
-
Обозначения шлицевых соединений
Обозначения шлицевых соединений валов и втулок должны содержать:
-
букву, обозначающую поверхность центрирования;
-
число зубьев и номинальные размеры d, D и b соединения вала и втулки;
-
обозначение полей допусков или посадок диаметров, а также размера b, помещенного после соответствующих размеров.

D -
d - –z d x D b ГОСТ 1139-80
b -
Разрешается не указывать в обозначении допуски нецентрирующих диаметров.
Пример обозначения соединения: а) центрирование по D и b:
D 6 26 32 H 7 6 F8 ;
js6 js7
б) центрирование по d и b:
D 6 26 H 8 32 H12 6 F8 ;
e8 a11 d8
в) центрирование по b:
D 6 26 32 H12 6 D9 .
a11 h8
Обозначение эвольвентного шлицевого соединения должно
содержать:
-
номинальный диаметр соединения Df модуль m;
-
обозначение посадки соединения, помещаемое после размеров центрирующих элементов.
Примеры обозначения:
-
при центрировании по боковым сторонам зубьев
Df = 50 мм, m = 2 мм, посадка 9H/9g:
соединения
50 2 9H
9g
ГОСТ 6033-80;
втулки 50 2 9Н ГОСТ 6033-80;
вала 50 2 9g ГОСТ 6033-80;
-
при центрировании по наружному диаметру Df = 50 мм, m = 2
мм, посадка Н7/ g6:
соединения: 50 2 Н7/g6 ГОСТ 6033-80;
-
при центрировании по внутреннему диаметру Dа = 50 мм, m = 2 мм, посадка Н7/ g6:
i50 2 H7/g6 ГОСТ 6033-80;
(i обозначает центрирование по внутреннему диаметру).
Пример. Для подвижного прямобочного шлицевого сопряжения с номинальным размером 62632, при отсутствии повышенных требований по точности центрирования, выбрать способ центрирования и посадки.
-
Так как повышенных требований к точности центрирования нет, а втулка термически не обрабатывается, выбираем центрирование по наружному диаметру D и ширине шлица b.
-
Точность центрирования относительно невысокая, по ГОCТ 1139-80 выбираем норму точности центрирующих поверхностей 7 и 8 квалитетам, нецентрирующих по 11-12 квалитетам.
-
Соединение подвижное. По ГОСТ 1139-80 выбираем предпочтительную посадку H7/f7 – по D и F8/f8 – по b. Для d – H11 на втулку. На валу на диаметр d отклонения нормируются самим конструктором назначаем а11.
Окончательно получим:
D 6 26 32 H 7 F8 .
f 7 f 8
-
По ГОСТ 25347-82 находим численные значения отклонений:
0,028
F8