Материал: Метрология стандартизация сертификация Взаимозаменяемость
-
Расчет гладких калибров для отверстий и валов
Наибольшее распространение в машиностроении получили предельные калибры, ограничивающие наибольший и наименьший предельные размеры детали [7,8].
По назначению предельные калибры делят на рабочие, приемные и контрольные.
Рабочие калибры (проходной Р-ПР и непроходной Р-НЕ) предназначены для проверки изделий в процессе их изготовления.
Предельные калибры определяют не числовое значение измеряемой величины, а годность детали, т.е. находится ли её размер между заданными предельными размерами. Деталь считается годной, если проходная сторона калибра (проходной калибр) под действием собственного веса или усилия, примерно равного ему, проходит, а непроходная сторона (непроходной калибр) не проходит по контролируемой поверхности детали.
Для контроля валов пользуются главным образом скобами.
Для контроля отверстий широко используют пробки различных конструкции
Исполнительные размеры калибров определяются по формулам, указанным в табл.12 (номинальный размер изделия до 180 мм) [7].
Таблица 12
|
Калибр |
Рабочий калибр |
Контрольный калибр |
|||||||
|
размер |
допуск |
размер |
допуск |
||||||
|
Для отверс тия |
Проходная сторона новая |
Dmin+z |
± Н/2 |
– |
– |
||||
|
Проходная сторона изношенная |
Dmin-y |
– |
– |
– |
|||||
|
Непроходная сторона |
Dmax |
± H/2 или Hs/2 |
– |
– |
|||||
|
Для вала |
Проходная сторона новая |
Dmax-z1 |
± H1/2 |
Dmax-z1 |
± Hp/2 |
||||
|
Проходная сторона изношенная |
Dmax+y1 |
– |
Dmax-y1 |
± Hp/2 |
|||||
|
Непроходная сторона |
Dmin |
± H1/2 |
Dmin |
± Hp/2 |
|||||
D номинальный размер изделий;
Dmin – наименьший предельный размер изделий;
Dmax – наибольший предельный размер изделий;
Н – допуск на изготовление калибров (за исключением калибров
со сферическими измерительными поверхностями) для отверстия;
Нs – допуск на изготовление калибров со сферическими измерительными поверхностями для отверстия;
Н1 – допуск на изготовление калибров для вала;
Нр – допуск на изготовление контрольного калибра для скобы;
z – отклонение середины поля допуска на изготовление
проходного калибра для отверстия относительно наименьшего предельного размера изделия;
у – допустимый выход размера изношенного проходного калибра для отверстия за границу поля допуска изделия;
у1 – допустимый выход размера изношенного проходного калибра для вала за границу поля допуска изделия.
Схема расположения долей допусков, допуски и отклонения калибров даны в ГОСТ 24853-81.
На рабочих чертежах калибров проставляются исполнительные размеры, по которым должны изготовляться новые калибры. В качестве исполнительного размера скобы берется ее наименьший предельный размер с положительным отклонением, а пробки и контрольного калибра - их наибольший предельный размер с отрицательным отклонением.
При маркировке на калибр наносят номинальный размер детали, для которой предназначен калибр, буквенное обозначение поля допуска изделия и обозначение квалитета точности, цифровые величины предельных отклонений изделия в миллиметрах, тип калибра (ПР, НЕ и т.д.) и товарный знак завода-изготовителя.
-
Типовые конструкции и размеры гладких калибров
-
Калибры-пробки двусторонние со вставками диаметром от 10,5 до 50 мм (ГОСТ 14810-69 и ГОСТ 14748-69). На рис. 4 и 5 изображены эскизы калибра-пробки и вставки (проходной (ПР) или непроходной (НЕ)), а в табл. 13 и 14 приведены их основные параметры.
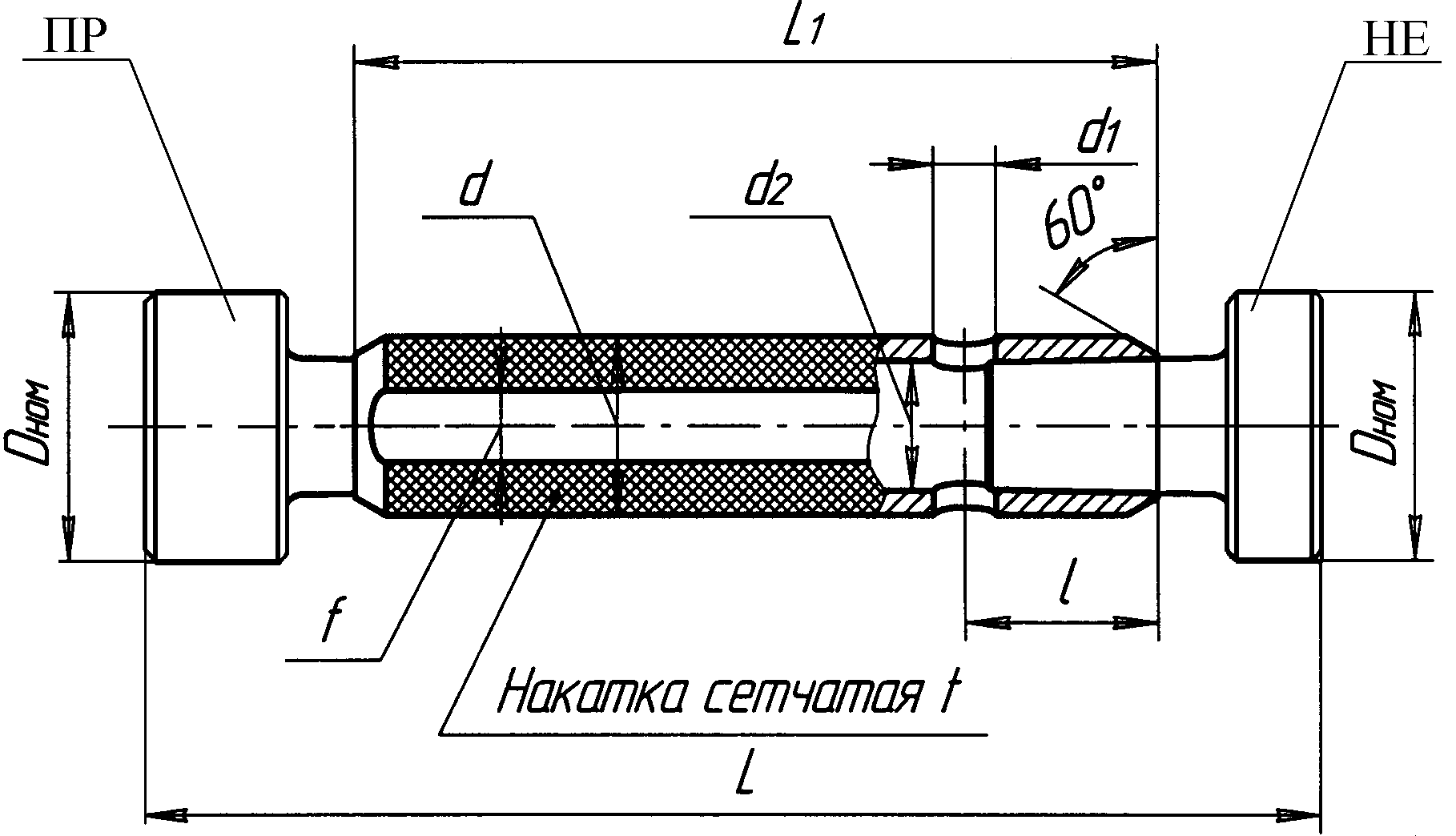
Рис. 4. Калибр-пробка
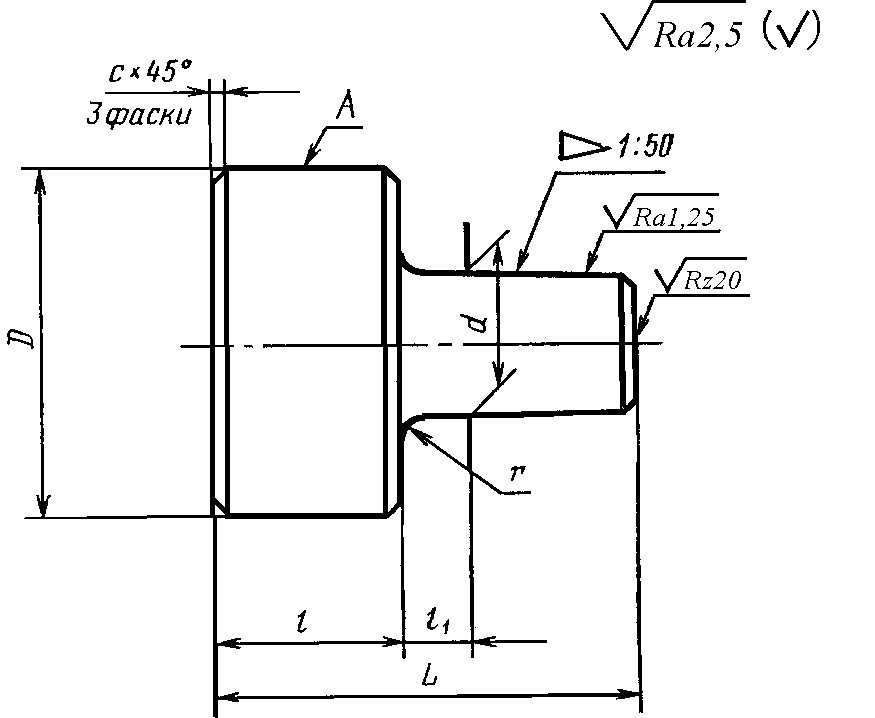
Рис. 5. Вставка
Примечание:
-
Шероховатость поверхности А по ГОСТ 2015-84.
-
Центровые отверстия по ГОСТ 14034-74.
-
Пробки со вставками диаметром свыше 50 до 75мм по ГОСТ 14812-69 и ГОСТ 14813-69.
Таблица 13
|
Dном, мм |
L, мм |
L1 ,мм |
d, мм |
d1, мм |
d2, мм |
d3, мм |
l, мм |
f, мм |
t, мм |
|
от 10,5 до 14 |
86 |
60 |
10 |
5 |
5,5 |
7 |
15,5 |
5 |
0,8 |
|
" 15 " 18 |
102 |
70 |
13 |
6 |
7,5 |
9 |
17 |
6 |
0,8 |
|
" 19 " 24 |
114 |
80 |
16 |
7 |
10,5 |
12 |
18,5 |
7 |
0,8 |
|
" 25 " 30 |
132 |
90 |
20 |
7 |
14,5 |
16 |
21,5 |
8 |
1,0 |
|
" 31 " 40 |
140 |
90 |
24 |
8 |
17 |
20 |
23,5 |
8 |
1,0 |
|
" 41 " 50 |
161 |
100 |
28 |
9 |
20 |
24 |
27 |
9 |
1,0 |
Таблица 14
|
Dном , мм |
L, мм |
d, мм |
l, мм |
l1, мм |
r, мм |
|
ПР |
|||||
|
От 10,5 до 14 |
29 |
6 |
10 |
5 |
1 |
|
" 15 " 18 |
33 |
8 |
12 |
6 |
1,6 |
|
" 19 " 24 |
35 |
1 |
12 |
7 |
2 |
|
" 25 " 30 |
43 |
15 |
16 |
8 |
2 |
|
" 31 " 40 |
50 |
18 |
20 |
9 |
3 |
|
" 41 " 50 |
59 |
21 |
25 |
10 |
3 |
|
НЕ |
|||||
|
От 10,5 до 14 |
25 |
6 |
6 |
5 |
1 |
|
" 15 " 18 |
29 |
8 |
8 |
6 |
1,6 |
|
" 19 " 24 |
31 |
11 |
8 |
7 |
2 |
|
" 25 " 30 |
37 |
15 |
10 |
8 |
2 |
|
" 31 " 40 |
42 |
18 |
12 |
9 |
3 |
|
" 41 " 50 |
50 |
21 |
16 |
10 |
3 |
-
Калибры-скобы листовые с пластинками из твердого сплава для диаметров от 10,5 до 100 мм (ГОСТ 16775-93). На рис. 6 изображен эскиз калибра-скобы, а в табл. 15 приведены ее основные параметры.
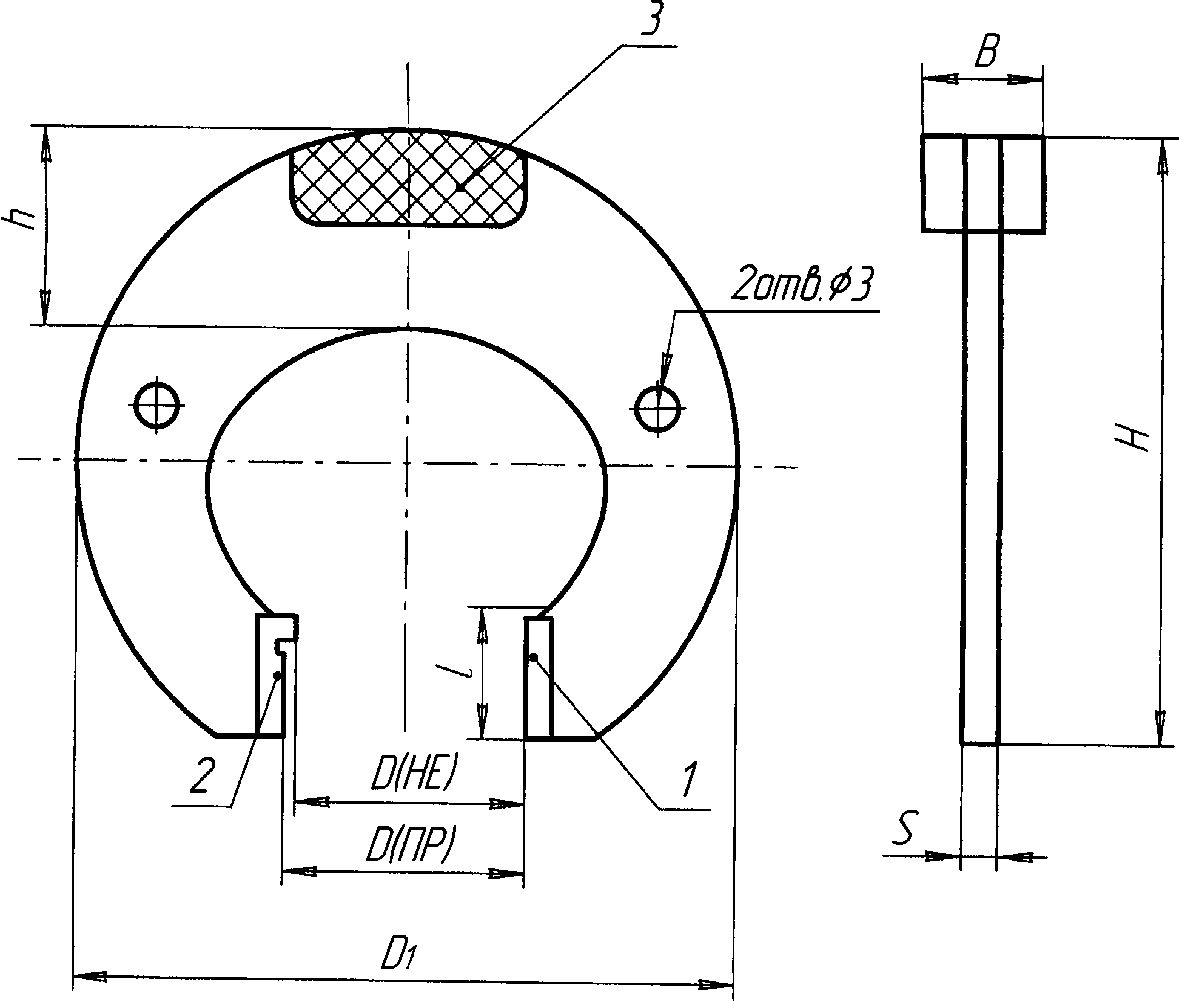
Рис. 6. Калибр-скоба: