Материал: Метрология стандартизация сертификация Взаимозаменяемость
-
Метод групповой взаимозаменяемости
(СЕЛЕКТИВНОЙ СБОРКИ)
Методом групповой взаимозаменяемости называют метод решения размерной цепи, при котором точность замыкающего звена достигается путем включения в нее составляющих звеньев, принадлежащих одной из групп, на которые они были предварительно рассортированы. Сборка с предварительной рассортировкой на группы называется селективной.
Принцип групповой взаимозаменяемости (селективной сборки) заключается:
-
в разделении изготовленных деталей на размерные группы по более узким допускам, чем допуск на изготовление;
-
в использовании при сборке сочетания определенной группы валов и отверстий.
К достоинствам групповой взаимозаменяемости следует отнести возможность использовать расширенные допуски на изготовление и получать сопряжения высокой точности. Это обеспечивает более экономное производство по сравнению с тем, если бы производилась обработка по более узким допускам. Так же преимуществом этого метода расчета размерной цепи является то, что можно увеличить точность замыкающего звена, не увеличивая точности обработки
составляющих звеньев.
Недостатки групповой взаимозаменяемости:
-введение 100% измерения деталей усложняет технологический процесс изготовления;
-необходимы дополнительные площади и тара для размещения групп деталей;
-усложняется техническая документация назначением дополнительных требований к точности;
-отсутствует полная взаимозаменяемость;
-ужесточаются требования к точности формы сопрягаемых поверхностей в пределах значений размеров группы.
При селективной сборке, в посадках с зазором и натягом, наибольшие зазоры и натяги уменьшаются, а наименьшие увеличиваются. Приближаясь с увеличением числа групп сортировки к среднему значению зазора или натяга для данной посадки, что делает соединения более долговечными.
В переходных посадках наибольшие натяги и зазоры уменьшаются, приближаясь с увеличением числа групп сортировки к значению натяга или зазора, которое соответствует серединам полей допусков деталей.
-
Решение задачи по групповой взаимозаменяемости
Исходные данные:
-
соединение технологическое, заданное номинальным размером и полями допусков деталей по возможности изготовления:
90G8/h8;
-
точность соединения (эксплуатационного), заданная групповым допуском посадки (зазора), требуемая по условиям функционирования соединения: TSэкс = 50 мкм.
Требуется:
-
определить значения предельных зазоров в заданном технологическом соединении;
-
определить число групп вала и отверстия для обеспечения заданной точности соединения;
-
вычертить схему полей допусков заданного соединения, разделив поля допусков отверстия и вала на требуемое число групп. Пронумеровать групповые поля допусков;
-
составить карту сортировщика, указав в ней предельные размеры валов и отверстий в каждой размерной группе.
Решение:
Допуски и предельные отклонения размеров определяются согласно ГОСТ 25347-82 [4]:
G8(0,66 )
90 0,12
h8(0,54 )
Определяются наибольший и наименьший предельные размеры:
-
отверстия:
Dmax = Dн + ES = 90+0,066 = 90,066 мм
Dmin = Dн + EI = 90 + 0,012 = 90,012 мм
-
вала:
dmax = dн + es = 90 + 0 = 90,00 мм
dmin = dн + ei = 90 +(– 0,054) = 89,946 мм при этом:
ТА = Dmax – Dmin = ES – EI = 90,066 – 90,012 =
= 0,066 – 0,012 = 0,054 мм = 54 мкм
ТВ = dmax – dmin = es – ei = 90,00 – 89,946 =
= 0 – (–0,054) = 0,054 мм = 54 мкм.
Определяются наибольший и наименьший предельные зазоры:
Smax = Dmax – dmin = 90,066 – 89,946 =0,120 мм =120 мкм Smin = Dmin – dmax = 90,012 – 90,00 = 0,012 мм = 12 мкм; Определяется допуск посадки:
TS = Smax – Smin = ТA + ТВ = 0,120 – 0,012 = 0,108 мм = 108 мкм.
Рассмотрим случай определения числа n групп, когда в заданной
посадке ТА = ТВ. Для этого случая характерно, что групповой зазор остается постоянным при переходе от одной группы к другой.
S(max)1 = S(max)i = S(max)n; S(min)1 = S(min)i = S(min)n;
nгр =TSтех / TSэкс.гр 108 2,16 .
50
Результат округляется до целого числа в большую сторону и принимается nгр = 3.
Затем определяются групповые допуски деталей для
селективной сборки:
ТАгр=
ТА
пгр
54
3
18
мкм; ТВгр=
ТВ
пгр
54
3
18
мкм.
Так как номинальный размер и квалитет одинаковые, то групповой допуск вала и отверстия будут равными:
S1
max= 0,084
S1
min= 0,048
|
|
ТАгр = Вгр |
= 18 мкм. |
|
||||||
|
В |
табл. |
31 |
приведена карта |
сортировщика. |
Схема |
полей |
|||
допусков соединения приведена на рис. 10.
Таблица 31
Карта сортировщика для сортировки деталей соединения на три размерные группы
|
Номер размерной группы |
Размеры деталей, мм |
||
|
отверстие |
вал |
||
|
1 |
от |
90,012 |
89,946 |
|
до |
90,030 |
89,964 |
|
|
2 |
свыше |
90,030 |
89,964 |
|
до |
90,048 |
89,982 |
|
|
3 |
свыше |
90,048 |
89,982 |
|
до |
90,066 |
90,000 |
|
-
Взаимозаменяемость и контроль зубчатых передач
При выполнении данного раздела, пользуясь указанными в задании параметрами зубчатого колеса (m, z, назначение), необходимо [4,5,6]:
-
Выбрать степень точности зубчатого колеса.
-
Выбрать контролируемые параметры.
-
Выбрать средства контроля. Дать их краткую характеристику и необходимые схемы.
-
Выполнить чертеж зубчатого колеса.
-
Выбор степеней точности
Допуски цилиндрических зубчатых передач нормируются ГОСТ 1643-81 и распространяются на эвольвентные цилиндрические зубчатые передачи внешнего и внутреннего зацепления с прямозубыми, косозубыми и шевронными зубчатыми колесами с делительным диаметром до 6 300 мм, шириной венца или полушеврона до 1 250 мм, с модулем зубьев от 1 до 56 мм.
По точности изготовления все зубчатые колеса разделены на 12 степеней точности, для 1- и 2-й степеней точности числовые значения отклонений стандартов не регламентируются (предусмотрены для будущего развития).
Нормы степеней точности 35 предназначены главным образом для измерительных колес, в зацеплении с которыми контролируются зубчатые колеса. Наиболее широко распространены колеса 6-9-й степеней точности.
Для каждой степеней точности зубчатых колес и передач устанавливаются три нормы точности: кинематическая, плавности работы и контакта зубьев.
Нормы могут комбинироваться из разных степеней точности, причем нормы плавности работы колеса могут назначаться не более чем на две степени точности или на одну степень грубее степени кинематической точности. Нормы контакта зубьев могут назначаться по любым степеням более точным, чем норма плавности.
В зависимости от назначения зубчатых передач выбор степеней точности можно производить по данным табл. 32.
Системой допусков на зубчатые передачи устанавливают гарантированный боковой зазор jn min, который называют наименьшим предписанным боковым зазором. Для удовлетворения требований различных отраслей промышленности, независимо от степени точности изготовления колес передачи, предусмотрено шесть видов сопряжений, определяющих различную величину jn min, (рис. 11).
Допуски боковых A
зазоров
Tjn B
C
D
E
H
Гарантированные боковые зазоры jnmin
Рис. 11
Таблица 32
|
Степень точности цилиндрического зубчатого колеса |
Область применения |
Округленные скорости колес прямозубых /косозубых |
|
1 |
2 |
3 |
|
5 (прецизионные) |
Зубчатые колеса, предназначенные для передач с прецизионной согласованностью вращения или работающих при высоких скоростях с наибольшей плавностью и бесшумностью. Колеса прецизионных механизмов или высокоскоростных передач (турбинные), измерительные колеса для контроля колес 8- и 9-й степеней точности. |
Свыше 30 м/с Свыше 50 м/с |
|
6 (высокоточные) |
Зубчатые колеса, предназначенные для передач с точной согласованностью вращения или работающих при повышенных скоростях и больших нагрузках плавно и бесшумно. Колеса делительных механизмов или скоростных редукторов, ответственные колеса авиа-, авто-, и станкостроения. |
До 15 м/с До 30 м/с |
+0,066
Smax= 0,120
Smin= 0,012
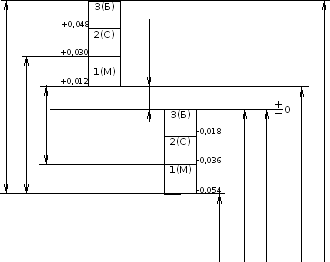
Рис. 10. Схема полей допусков соединения Ø90 G8/h8, детали которого рассортированы на три размерные группы
dmin = 89,946
dmax = 90,000
Dн = 90,000
Dmin = 90,012
Dmax = 90,066
Окончание табл. 32
|
1 |
2 |
3 |
|
7 (точные) |
Зубчатые колеса, работающие при повышенных скоростях и умеренных нагрузках, или, наоборот, колеса подачи в станках, где требуется согласованность движений, колеса редукторов нормального ряда, колеса авиа- и автостроения. |
До 10 м/с До 15 м/с |
|
8 (средней точности) |
Зубчатые колеса общего машиностроения, не требующие особой точности колеса станков, не входящие в делительные цепи, неответственные шестерни авиа-, авто- и тракторостроения, колеса грузоподъёмных механизмов, ответственные шестерни сельскохозяйственных машин. |
До 6 м/с До 10 м/с |
|
9 (пониженной точности) |
Зубчатые колеса, предназначенные для грубой работы, ненагруженные передачи, выполненные по конструктивным соображениям большими, чем полученные из расчета. |
До 2 м/с До 4 м/с |
Сопряжения А, В, С, D, Е, Н применяют соответственно для степеней точности 3-12, 3-11, 3-9, 3-8, 3-7, 3-7.
Установлено шесть классов отклонений межосевого расстояния с I по VI. Сопряжения Н, Е обеспечиваются при II классе, сопряжения D, С, В и A при классах III, IV и VI соответственно.
Соответствие видов сопряжений и указанных классов допускается изменять. На боковой зазор установлен допуск Tjn, по мере увеличения бокового зазора увеличивается и допуск Tjn. Установлено восемь видов допусков Tjn на боковой зазор: х, у, z, a, b, c, d, h. ГОСТ рекомендует с одноименным видом сопряжения сочетать одноименный вид допуска, т.е. А а, В в, С – с, D – d, Е и Н – h, но разрешает с любым видом сопряжения использовать любой вид допуска, в том числе x, y, z.
В технической документации точность изготовления зубчатых колес и передач задают степенями точности для трех норм, а требования к боковому зазору видом сопряжения по нормам бокового зазора.
Например:
-
при комбинировании норм точности и вида допуска на боковой зазор:
8-7-6-Bа ГОСТ 1643-81 цилиндрическая передача со степенью 8 по нормам кинематической точности, со степенью 7 по нормам плавности, со степенью 6 по нормам контакта зубьев, с видом сопряжения В, видом допуска на боковой зазор а и соответствием между видом сопряжения и классом отклонений межосевого расстояния;
-
при отсутствии комбинирования:
7-С ГОСТ 1643-81 – цилиндрическая передача со степенью точности 7 по всем трем нормам, с видом сопряжения зубчатых колес С и соответствием между видом сопряжения и видом допуска на боковой зазор (вид допуска с), а также между видом сопряжения и классом отклонений межосевого расстояния.