Материал: metodukazania_po_SSI_1_Chagina
Для ускоренного создания модели сборки целесообразен согласованный выбор начал координатных осей моделей деталей. Упрощает последующее совмещение моделей деталей и согласованное расположение отверстий под стандартные изделия для крепежа. Если этот выбор сделан разумно, то сборка осуществляется путем совмещения (привязок) этих начал, и зачастую без наложения сопряжения.
При построении эскизов для создания 3-D моделей деталей целесообразно проставлять параметрические размеры [4], с помощью которых легко изменять геометрию контуров и редактировать твердотельные модели. На рис 2.3 представлен параметризованный эскиз контура для создания модели пробки, показанной на рис. 2.2.
Рис. 2.3. Параметризованный эскиз контура для создания модели пробки
Важным этапом при создании моделей деталей, соединяемых стандартными крепежными изделиями, является выбор параметров отверстий для этих изделий. Для создания круглого отверстия со сложным профилем необходимо использовать команду Отверстие. Перед вызовом этой команды требуется выделить плоскую грань, от которой начинается отверстие. Далее необходимо раскрыть поле p в Строке параметров объектов и указать положение отверстия курсором мыши или ввести координаты центра отверстия в поле p.
На рис. 2.4 упрощенно изображены отверстие (слева) для установки шпильки и шпилька (справа), ввернутая в деталь из стали, а также приведены соотношения для задания параметров отверстия. Верхнее соотношение основано на известном положении ГОСТ 2.311 – 68: сплошную тонкую линию при изображении резьбы, как это показано на шпильке, наносят на расстоянии не менее 0,8 мм от основной линии и не более величины шага резьбы. На рис. 3.19 тонкие линии при изображении резьбового отверстия не
21
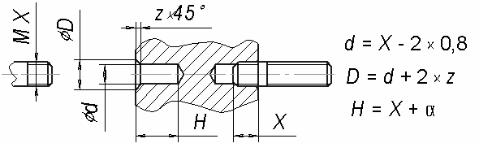
показаны, но надо понимать, что они располагались бы на расстоянии Х/2 с двух сторон от осевой линии. Реализация остальных соотношений требует обращения к ГОСТ 10549 – 80, в котором указаны размеры α – для недорезов и z – для фасок внутренней метрической резьбы.
Рис. 2.4. Параметры отверстия для установки шпильки в стальную деталь
2.3.Деталирование сборочного чертежа крана
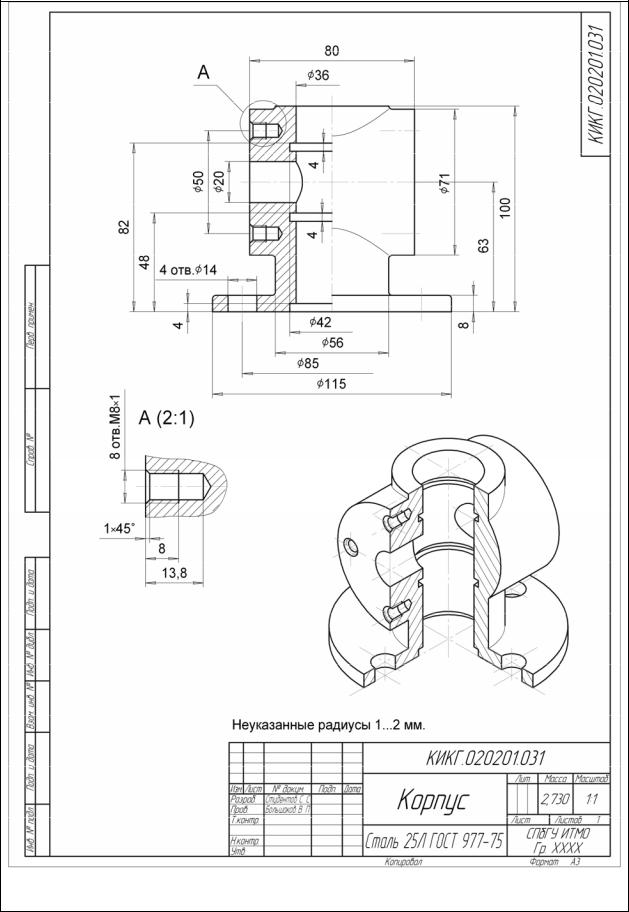
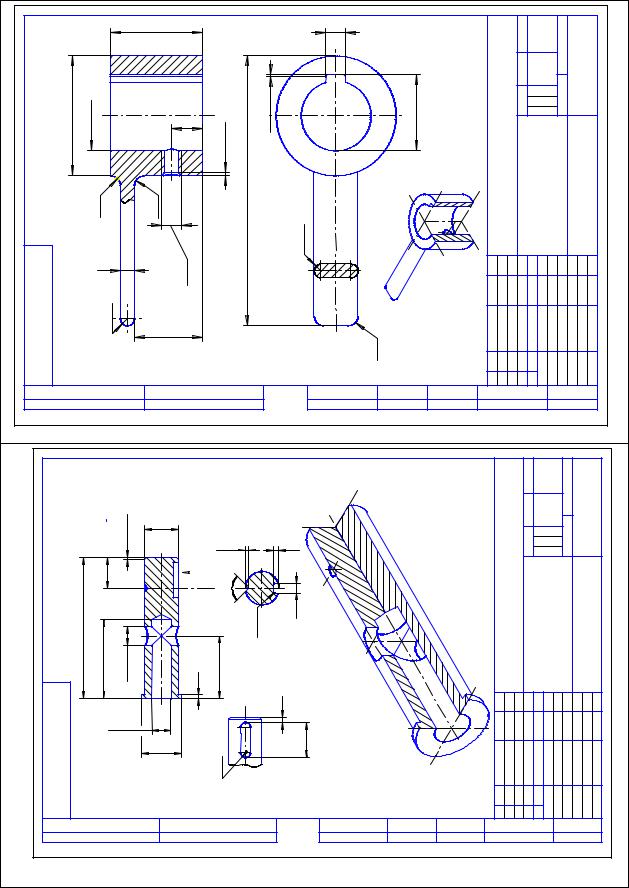
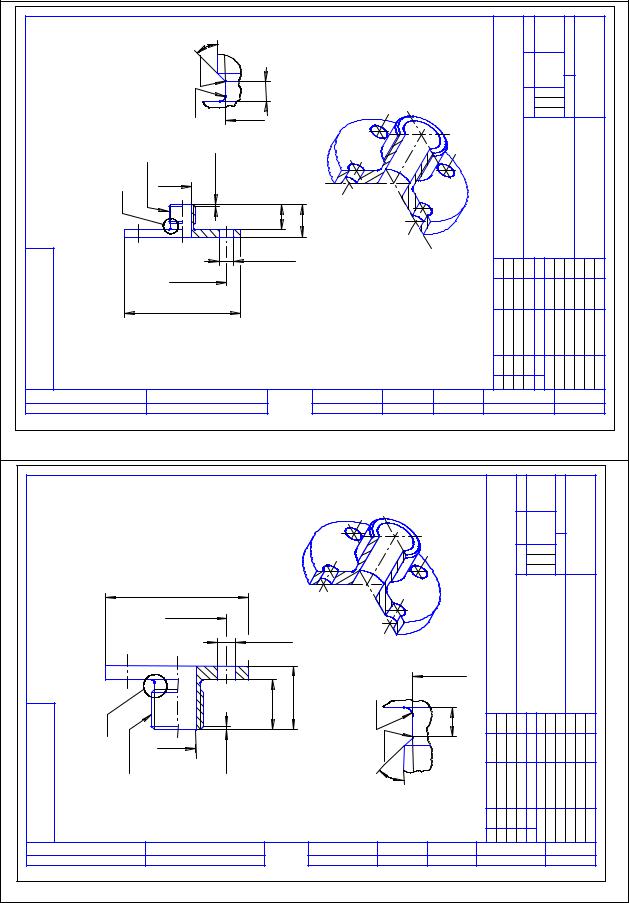
Врассматриваемом задании деталирование выполняется на основе трехмерного твердотельного моделирования, когда вначале выполняется твердотельная модель каждой детали. Для создания модели в эскизы могут быть скопированы соответствующие графические фрагменты из файла с исходными данными. После этого эскизы редактируются, наносятся размеры, причем размерные числа согласовываются с числами, рекомендуемыми ГОСТ 6636–69 (см. прил. 10). Далее по модели создается ассоциативный чертеж с необходимыми видами, сечениями и разрезами. На заключительном этапе наносятся размеры, оформляются технические требования и заполняются графы основной надписи.
Ниже на с. 23, 25 представлены примеры выполнения чертежей нескольких деталей крана. При оформлении чертежей целесообразно применять выносные элементы, на которых наиболее удобно давать разъяснения в отношении формы и размеров глухих резьбовых отверстий, проточек и т. д. Следует обращать внимание на правильность нанесения осевых линий и штриховок на аксонометрическом изображении.
22
23
|
|
|
|
|
64 |
|
|
|
|
01 |
|
|
Матшбас |
1:1 |
тов 1 СПбГУ ИТМО, гр. ХХХХ A4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
З60 |
З36 |
|
|
51 |
1,6•45Е |
|
0,5Е•45 |
|
|
М1 : 2,5 38,3 |
КИКГ.020203.310 |
ЛиМатасс. Рукоятка 0,6гк |
ЛиЛистс КЧ30- 6 ГОСТ121579 Копировал ортФма |
|||
|
|
|
|
|
|
|
||||||||||
|
R5 |
|
R5 |
130 |
R3,5 |
|
||||||||||
0.ГКИК |
|
|
7 |
|
М10 |
|
|
|
|
|
|
|
Подп. Дата |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
130.30202 |
|
|
R3,5 |
|
43 |
|
|
|
|
R5 |
|
|
Изм. Лист №докум. Разраб. Студентов С. Пров. Доцентов Д. Д. Т.контр. |
Н.контр. Утв. |
||
|
|
|
|
|
|
|
|
|
|
|||||||
пиремн. |
реПв. |
|
апрСв.№ |
|
|
|
доПп.идата |
заВм.ивн.№внИ.№дбул. |
идата |
доПп. |
внИ.№пдол. |
|||||
|
|
|
|
2•45Е |
53З |
|
|
|
|
|
|
2.031 |
Лит. Масса Масштаб |
0,964 1:2 |
Лист Листов 1 СПбГУ ИТМО, гр. ХХХХ Формат A4 |
|
|
|
|
|
|
,53 |
|
5 |
|
|
|||||||
|
|
|
31 |
|
4 А |
|
|
|
КИКГ.02020 |
|
|
|
БрОЦЧ- 3 ГОСТ 501774 Копировал |
|||
|
|
|
|
63 9Е0 |
|
|
|
|
|
|
|
|
||||
146 |
|
80 |
З20 |
R0,4 |
|
10 |
|
|
Пробка |
|||||||
130.202020.ГКИК |
|
|
|
02З |
А |
|
5 |
36 |
М1:1 |
|
Изм. Лист №докум. Подп. Дата Разраб. Студентов С. Пров. Доцентов Д. Т.контр. |
|
||||
|
|
|
|
24З |
R5 |
|
|
|
||||||||
|
|
|
|
|
|
|
Н.контр. Утв. |
|||||||||
|
|
реПв.пирмен. |
|
апрСв.№ |
|
|
доПп.идата |
заВм.ивн.№внИ.№дбул. |
доПп.идата |
внИ.№пдол. |
||||||
|
|
|
|
|
|
|
|
|
24 |
|
|
|
|
|
|
|
|
|
|
|
|
Е |
|
|
|
|
|
5.031 Лит. Масса Масштба |
0,734 1:2 |
|
Лист Листов 1 СПбГУ ИТМО гр. ХХХХ Формат A4 |
||
|
|
|
|
5 |
|
|
|
|
|
|
||||||
|
|
|
|
4 |
|
|
|
|
|
|
|
|||||
|
|
|
А (2:1) |
R0,5 |
|
|
|
|
|
|
|
|||||
|
|
|
R1,6 |
|
5 |
|
|
|
|
|
||||||
|
|
|
|
|
|
32З,5 |
|
|
|
|
КИКГ.02020 |
|
|
|
Сталь 15Л ГОСТ 97788 |
|
|
|
|
02З |
|
|
|
|
|
|
|
Фланец |
|
||||
0.ГКИК |
A |
G 3/ 4'' |
Е1,6•45 |
25 32 |
|
|
|
|
|
Копировал |
||||||
|
|
|
|
|
4отв.14З |
|
|
|
|
|
|
Подп. Дата |
|
|
|
|
|
|
|
58З |
|
|
|
|
|
|
|
|
|
|
|||
2 |
|
|
|
|
|
|
|
|
|
|
|
|
С. П. |
|
|
|
130.5020 |
|
|
|
151З |
|
|
|
|
|
|
|
|
Изм. Лист №докум. Разраб. Студентов С. Пров. Большаков В. Т.контр. Н.контр. Утв. |
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
реПв.пирмен. |
|
|
№ |
апрСв. |
|
доПп.идата |
внИ.№дбул. |
заВм.ивн.№ |
доПп.идата |
внИ.№пдол. |
|
||||
|
|
|
|
|
|
|
|
|
|
|
4.031 |
Лит. Масса Масштаб |
1:1 |
Лист Листов 1 |
СПбГУ ИТМО, гр. ХХХХ Формат A4 |
|
|
|
|
17З |
|
|
|
|
|
|
КИКГ.02030 |
Фланец |
|
Сталь 15Л ГОСТ 99788 Копировал |
|
||
|
|
|
|
05З |
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
4отв.9З |
|
|
|
|
|
|
||||
|
|
|
|
|
|
25 32 |
|
|
32З,5 |
|
|
|||||
130.403020.ГКИК |
|
|
|
|
|
А (4:1) |
R1,6 |
|
|
|
|
|||||
A |
G 3/ 4'' |
02З |
2•45Е |
|
R0,5 |
|
5 |
|
Изм. Лист №докум. Подп. Дата Разраб. Cтудентов С. Пров. Доцентов Д. Т.контр. |
|
|
|||||
|
Е |
|
|
|
||||||||||||
|
|
|
|
|
|
|||||||||||
|
|
|
|
54 |
|
|
|
|||||||||
|
|
|
|
|
|
Н.контр. Утв. |
|
|||||||||
|
реПв.пиремн. |
|
|
апрСв.№ |
|
доПп.идата |
заВм.ивн.№внИ.№дбул. |
идата |
доПп. |
внИ.№пдол. |
|
|||||
|
|
|
|
|
|
|
25 |
|
|
|
|
|
|
|
|
|