Материал: Методические указания к выполнению лабораторных работ № 1-4 по дисциплине «Технология обработки материалов». Самохвалов В.В., Будник А.П
переднюю поверхность инструмента. В результате сопротивления металла деформированию возникают реактивные силы, действующие на режущий инструмент. Это силы упругого (Py1 и Ру2) и пластического (Рт и РП2) деформирования, векторы которых направлены перпендикулярно к передней и главной задней поверхностям резца (рис. 10,а).
Наличие нормальных сил обуславливает возникновение сил трения, направленных по передней и главной задней поверхностям инструмента.
Рис. 10. Силы, действующие на резец (а), и разложение силы резания на составляющие (б)
Указанную систему приводят к равнодействующей сил резания:
Считают, что точка приложения силы R находится на рабочей части главной режущей кромки инструмента (рис. 10,
б).
Для расчетов используют не равнодействующую силу резания, а ее составляющие, действующие по трем взаимно перпендикулярным направлениям координатным осям металлорежущего станка. Для токарно-винторезного станка: ось х — линия центров станка, ось у — горизонтальная линия, перпен-
19
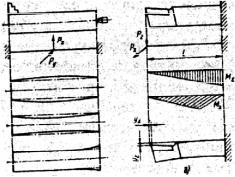
дикулярная к линии центров станка, ось z — линия, перпендикулярная к плоскости хоу (рис. 10, б).
Для расчетов используют не равнодействующую силу резания, а ее составляющие, действующие по трем взаимно перпендикулярным направлениям координатным осям металлорежущего станка. Для токарно-винторезного станка: ось х — линия центров станка, ось у — горизонтальная линия, перпендикулярная к линии центров станка, ось z — линия, перпендикулярная к плоскости хоу (рис. 10, б). Вертикальная составляющая силы резания Pz действует в плоскости резания в направлении главного движения (по оси z). По силе Р2 определяют крутящий момент на шпинделе станка, эффективную мощность резания, деформацию изгиба заготовки в плоскости хоy (рис. 11, а), изгибающий момент, действующий на стержень резца (рис. 11,6), а также ведут динамический расчет механизмов коробки скоростей станка.
Радиальная составляющая силы резания Ру действует в плоскости хоу перпендикулярно к оси заготовки. По силе Ру определяют величину упругого отжатия резца от заготовки и величину деформации изгиба заготовки в плоскости хоу (рис. 11, а).
Рис. 11
Осевая составляющая силы резания Рх действует в плоскости хоу, вдоль оси заготовки. По силе Рх рассчитывают механизм подачи станка, изгибающий момент, действующий
20

на стержень резца (рис. 11,6).
По величине деформации заготовки от сил Pz и Ру рассчитывают ожидаемую точность размерной обработки заготовки и погрешность ее геометрической формы. По величине суммарного изгибающего момента от сил Pz и Рх рассчитывают стержень резца на прочность. Равнодействующая сила резания, Н:
=+ +
Силу Pz, Н, определяют по эмпирической формуле
= |
|
|
|
где —коэффициент, учитывающий физикомеханические свойства материала обрабатываемой заготовки;
— коэффициент, учитывающий факторы, не вошедшие в формулу (углы резца, материал резца и т. д.).
Значения этих коэффициентов и показателей степеней , и даны в справочниках для конкретных условий обработки. Аналогичные формулы существуют для определения
сил Ру и Рх.
Эффективной мощностью Ne называют мощность, расходуемую на процесс деформирования и срезания с заготовки слоя металла. При точении цилиндрической поверхности на токарно-винторезном станке эффективная мощность, кВт:
= /(60 10 )+ |
/(60 10 ) |
где n — частота вращения заготовки, об/мин. Мощность электродвигателя станка Ne, кВт.
21
Лабораторная работа № 4 ПОНЯТИЕ О СТРУКТУРЕ КОМПОЗИЦИОННЫХ
МАТЕРИАЛОВ
Цель работы: ознакомление со структурой композиционных материалов.
Структура композиционных материалов представляет собой матрицу (основной компонент), содержащую в своем объеме упрочняющую (армирующую) фазу (или армирующие элементы), часто называемую наполнителем. Матрица и наполнитель разделены границей (поверхностью) раздела. Количество матричного материала в составе любого композита должно быть не менее 50% об. Наполнитель равномерно распределен в матрице и имеет заданную пространственную ориентацию.
Классификация армирующих элементов - наполнителя в матрице композиционного материала.
По геометрической форме наполнители разделяются на нульмерные, одномерные и двухмерные (рис.12). Нульмерный наполнитель представляет собой изометрические частицы, размеры которых могут варьироваться от 10-2 до 10 мкм. Их размеры в направлении осей х,у.z одинаковы. Одномерный наполнитель – это волокна круглого или прямоугольного сечения. Линейные размеры, определяющие сечение волокон, составляют от 10-1 до 102 мкм. Их длина на несколько порядков выше (1-102 мм). Двухмерный наполнитель – это слои (или пластины), длина и ширина которых (1-102 мм) значительно превышают их толщину (10-103 мкм).
22
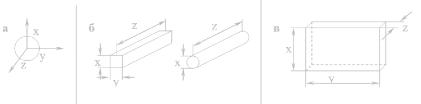
Рис. 12. Классификация наполнителей в композиционном материале: а – нульмерные (x=y=z), б – одномерные (x=y<<z), в – двумерные (x=y>>z)
Классификация композиционных материалов по структурному признаку.
По структуре композиционные материалы подразделяются на дисперсно-упрочненные (армированные нульмерным наполнителем), волокнистые (армированные одномерным наполнителем) и слоистые (армированные двумерным наполнителем) (рис.13).
Вдисперсно-упрочненном композите дисперсные включения равномерно распределены в матрице, расстояния между соседними частицами задаются их объемной долей.
Вволокнистых композитах волокна в матрице могут располагаться направленно, либо хаотично (направленно армированные и хаотично армированные материалы). При направленном армировании производится укладка волокон с заданным шагом, при хаотичном армировании расстояния между соседними отрезками волокон, также как и в случае дисперс- но-упрочненных материалов, определяются их объемным содержанием.
23