Материал: Методические указания к выполнению лабораторных работ № 1-4 по дисциплине «Технология обработки материалов». Самохвалов В.В., Будник А.П
ФГБОУ ВО «Воронежский государственный технический университет»
Кафедра
самолетостроения
79-2017
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
к выполнению лабораторных работ № 1-4 по дисциплине «Технология обработки материалов»
для студентов специальности
24.05.07«Самолето- и вертолетостроение» очной формы обучения
Воронеж 2017
Составители: канд. техн. наук В.В. Самохвалов, канд. техн. наук А.П. Будник, аспирант И.С. Попов
УДК 621.9(07) ББК 34.5я7
Методические указания к выполнению лабораторных работ № 1-4 по дисциплине «Технология обработки материалов» для студентов специальности 24.05.07 «Самолето- и вертолетостроение» очной формы обучения / ФГБОУ ВО «Воронежский государственный технический университет»; сост. В.В. Самохвалов, А.П. Будник, И.С. Попов. Воронеж, 2017. 29 с.
Методические указания предназначены для выполнения лабораторных работ № 1-4 по дисциплине «Технология обработки материалов» студентами 2 курса.
Ил. 15. Библиогр.: 1 назв.
Рецензент канд. техн. наук, доц. Е.Н. Некравцев
Ответственный за выпуск зав. кафедрой д-р техн. наук, проф. В.И. Корольков
Печатается по решению учебно-методического совета Воронежского государственного технического университета
©ФГБОУ ВО «Воронежский государственный технический университет», 2017
ВВЕДЕНИЕ
Перед лабораторным занятием студент обязан подготовиться по теме занятия, используя учебники, конспекты лекций и данные методические указания.
Цель данных методических указаний является ознакомление студентов с технологией обработки материалов, методами проектирования и расчетов поковок, усилия вытяжки, режимов резания и с понятием о структуре композиционных материалов.
Лабораторная работа № 1 ПРОЕКТИРОВАНИЕ ПОКОВКИ
Цель работы: Изучение методики разработки чертежа поковки.
1. Сущность процесса Ковка — вид горячей обработки металлов давлением,
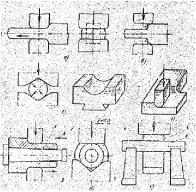
при котором металл деформируется с помощью универсального инструмента. Нагретую заготовку (см. рис. 1 д) укладывают на нижний боек 3 и верхним
бойком 2 последовательно де- |
|
|
формируют отдельные участки. |
|
|
Металл свободно течет в сторо- |
|
|
ны, не ограниченные рабочими |
|
|
поверхностями инструмента, в |
|
|
качестве которого применяют |
|
|
плоские или фигурные (вырез- |
|
|
ные) бойки, а также различный |
|
|
подкладной инструмент. Ковкой |
|
|
получают заготовки для после- |
|
|
дующей механической обработ- |
Рис.1 |
|
ки. |
||
|
Эти заготовки называют коваными поковками, или просто поковками. Ковка является
единственно возможным способом изготовления тяжелых поковок (до 250 т) типа валов гидрогенераторов, турбинных дисков, коленчатых валов судовых двигателей, валков прокатных станов и т. д. Поковки меньшей массы (десятки и сотни килограммов) можно изготовлять и ковкой, и штамповкой. Хотя штамповка имеет ряд преимуществ перед ковкой, в единичном и мелкосерийном производствах ковка обычно экономически более целесообразна. Объясняется это тем, что при ковке используют универсальный (годный для изготовления различных поковок) инструмент, а изготовление специального инстру-
2
мента (штампа) при небольшой партии одинаковых поковок экономически невыгодно. Исходными заготовками для ковки тяжелых крупных поковок служат слитки массой до 320 т. Поковки средней и малой массы изготовляют из блюмов и сортового проката квадратного, круглого или прямоугольного сечения.
2. Основные операции ковки и применяемый инстру-
мент
Процесс ковки состоит из чередования в определенной последовательности основных и вспомогательных операций. Каждая операция определяется характером деформирования и применяемым инструментом. К основным операциям ковки относятся осадка, протяжка, прошивка, обрубка, гибка.
Осадка — операция уменьшения высоты заготовки при увеличении площади ее поперечного сечения. Осадкой не рекомендуется деформировать заготовки, у которых отношение высоты h к диаметру d больше 2.5, так как в этом случае может произойти продольное искривление заготовки. Осаживают заготовки между бойками или подкладными плитами.
Разновидностью осадки является высадка, при которой металл осаживают лишь на части длины заготовки.
Протяжка — операция удлинения заготовки или ее части за счет уменьшения площади поперечного сечения (рис. 1, а). Протяжку производят последовательными ударами или нажатиями на отдельные участки заготовки, примыкающие один к другому, с подачей заготовки вдоль оси протяжки и поворотами ее на 90° вокруг этой оси. При каждом нажатии уменьшается высота сечения, увеличиваются ширина и длина заготовки. Общее увеличение длины равно сумме приращений длин за каждое нажатие, а уширение по всей длине одинаково. Если заготовку повернуть на 90° вокруг горизонтальной оси и повторить протяжку, то уширение, полученное в предыдущем проходе, устраняется, а длина заготовки снова увеличивается. Чем меньше подача при каждом нажатии, тем интенсивнее уд-
3