Материал: Методические указания к выполнению лабораторных работ № 1-4 по дисциплине «Технология обработки материалов». Самохвалов В.В., Будник А.П
линение. Однако при слишком малой подаче могут получиться зажимы (рис. 1, б).
Протягивать можно плоскими (рис. 1, а) и вырезными (рис. 1, в) бойками. При протяжке на плоских бойках в центре изделия могут возникнуть (особенно при протяжке круглого сечения) значительные растягивающие напряжения, которые приводят к образованию осевых трещин. При протяжке с круга на круг в вырезных бойках силы, направленные с четырех сторон к осевой линии заготовки, способствуют более равномерному течению металла и устранению возможности образования осевых трещин.
Очевидно, чем больше уковка, тем лучше прокован металл, тем выше его механические свойства. Поэтому протяжку применяют не только для получения поковок с удлиненной осью (валы, рычаги, тяги и т. п.), но и в чередовании с осадкой
— для большей уковки металла заготовки. Протяжка имеет ряд разновидностей.
Разгонка — операция увеличения ширины части заготовки за счет уменьшения ее толщины (рис. 1, г).
Протяжка с оправкой — операция увеличения длины пустотелой заготовки за счет уменьшения толщины ее стенок (рис. 1, д). Протяжку выполняют в вырезных бойках (или нижнем вырезном 3 и верхнем плоском 2) на слегка конической оправке. Протягивают в одном направлении — к расширяющемуся концу оправки, что облегчает, ее удаление из поковки.
Раскатка на оправке — операция одновременного увеличения наружного и внутреннего диаметров кольцевой заготовки за счет уменьшения толщины ее стенок (рис. 1, ё). Заготовка 5 опирается внутренней поверхностью на цилиндрическую оправку 6, устанавливаемую концами на подставках 7, и деформируется между оправкой и узким длинным бойком 4. После каждого нажатия заготовку поворачивают относительно оправки. Протяжку с оправкой и раскатку на оправке часто применяют совместно.
4

Вначале раскаткой уничтожают бочкообразность предварительно осаженной и прошитой заготовки и доводят ее внутренний диаметр до требуемых размеров. Затем
протяжкой с оправкой уменьшают толщину стенок
и увеличивают до заданных размеров длину поковки. Прошивка — операция получения полостей в заготовке
за счет вытеснения металла (рис. 2, а). Прошивкой можно получить сквозное отверстие или углубление (глухая прошивка). Инструментом для прошивки служат прошивни (рис. 2, в) сплошные и пустотелые; последними прошивают отверстия большого диаметра (400—900 мм). При сквозной прошивке сравнительно тонких поковок применяют подкладные кольца (рис. 2, б). Более толстые поковки прошивают С двух сторон без подкладного кольца (рис. 2, а). Диаметр прошивня выбирают не более 1/2—1/3 наружного диаметра заготовки; при большем диаметре прошивня заготовка значительно искажается. Прошивка сопровождается отходом (выдрой).
Отрубка — операция отделения части заготовки по незамкнутому контуру путем внедрения в заготовку деформирующего инструмента — топора (рис. 2, г). Отрубку применяют для получения из заготовок большой длины нескольких коротких, для удаления излишков металла на концах поковок, а также прибыльной и донной частей слитка и т. п. Инструмент для отрубки — топоры различной формы (рис. 2, д).
Гибка — операция придания заготовке изогнутой формы по заданному контуру (рис. 2, е). Этой операцией получают угольники, скобы, крючки, кронштейны и т. п. Гибка, сопровождается искажением первоначальной формы поперечного сечения заготовки и уменьшением его площадив зоне изгиба, называемым утяжкой. Для компенсации утяжки в зоне изгиба заготовке придают увеличенные поперечные размеры. При
5
гибке возможно образование складок по внутреннему контуру и трещин по наружному. Во избежание этого явления по заданному углу изгиба подбирают соответствующий радиус скругления.
Перечисленными операциями ковки трудно изготовить поковки с относительно сложной конфигурацией. Поэтому при изготовлении небольшой партии таких поковок применяют так называемую штамповку в подкладных штампах (рис. 2, ж). Подкладной штамп может состоять из одной или двух частей, в которых имеется полость с конфигурацией поковки или ее отдельного участка. В подкладных штампах можно изготовлять головки гаечных ключей, головки болтов, диски со ступицей, втулки с буртом и другие поковки.
3. Оборудование для ковки Ковку выполняют на ковочных молотах и ковочных
гидравлических прессах.
Молоты — машины динамического, ударного действия. Продолжительность деформации на них составляет тысячные доли секунды. Металл деформируется за счет энергии, накопленной подвижными (падающими) частями молота к моменту их соударения с заготовкой. Поэтому при выборе молотов руководствуются массой их падающих частей. Энергия, накопленная падающими частями, не вся расходуется на деформирование заготовки. Часть ее теряется на упругие деформации инструмента и колебания шабота — детали молота, на которую устанавливают нижний боек. Чем больше масса шабота, тем больше КПД. Практически масса шабота бывает в 15 раз больше массы падающих частей, что обеспечивает КПД удара
0,8-Ю,9.
Одним из основных типов молотов для ковки являются паровоздушные молоты. Такие молоты приводятся в действие паром или сжатым воздухом давлением 0,7—0,9 МПа. В зависимости от конструкции станины паровоздушные ковочные молоты бывают арочные, мостовые и одностоечные.
6
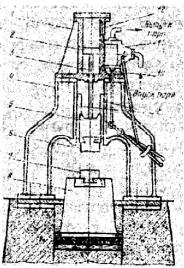
На станине 4 арочного молота (рис. 3) смонтирован рабочий цилиндр 1 с парораспределительным устройством //. При нажатии педали или рукоятки управления сжатый пар или
воздух по каналу 12 поступает |
в |
||
верхнюю полость цилиндра 1 |
и |
||
давит на поршень 2, соеди- |
|
||
ненный штоком 3 с бабой 5, к |
|
||
которой прикреплен верхний |
|
||
боек 6. В результате падаю- |
|
||
щие части 2, 3, 5 и 6 переме- |
|
||
щаются вниз и наносят удар |
|
||
по заготовке, уложенной на |
|
||
нижний боек |
7, |
неподвижно |
|
закрепленный |
на |
массивном |
|
шаботе 8. При подаче сжатого |
|
||
пара по каналу 10 |
в нижнюю |
|
|
полость цилиндра |
падающие |
|
|
части поднимаются в верхнее |
|
||
положение. Перемещение ба- |
Рис. 3 |
||
бы 5 происходит |
в направ- |
||
|
|||
ляющих 9. В ковочных молотах станина 4 и шабот 8 закреплены на фундаменте по отдельности, так как для того, чтобы манипулировать заготовками и кузнечным инструментом, необходимо иметь доступ к бойкам со всех сторон.
Молоты могут совершать удары с разной энергией, зажимать поковки между бойками и удерживать бабу на весу. Ковочные паровоздушные молоты строят с массой падающих частей 10ОО—8000 кг. На этих молотах изготовляют поковки средней массы (20—350 кг), преимущественно из прокатанных заготовок.
Гидравлические прессы — машины статического действия; продолжительность деформации на них может составлять от единиц до десятков секунд. Металл деформируется приложением усилия, создаваемого с помощью жидкости (водной эмульсии или минерального масла), подаваемой в ра-
7
бочий цилиндр пресса. В СССР ковочные гидравлические прессы строили с усилием 5—100 МН для изготовления крупных поковок в основном из слитков.
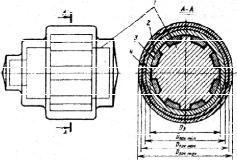
4. Технологическая разработка процесса Чертеж поковки составляют на основании разработан-
ного конструктором чертежа готовой детали с учетом припусков, допусков и напусков (рис. 4). Припуск 2 - поверхностный слой металла поковки, подлежащий удалению обработкой резанием для получения требуемых размеров и качества поверхности готовой детали. Размеры детали увеличивают на величину припусков в местах, которые подлежат обработке резанием. Припуск 2 зависит от размеров поковки, ее конфигурации, типа оборудования, применяемого для изготовления поковки и других факторов. Чем больше размеры поковки, тем больше припуск.
Допуск 4 — допустимое отклонение от номинального размера поковки, проставленного на ее чертеже, т. е. разность между наибольшим и наименьшим предельными размерами поковки. Допуск назначают на
все размеры поковки. |
|
Рис. 4 |
Конфигурацию |
по- |
|
|
ковки иногда упрощают за счет напусков 3 — объема металла, добавляемого к поковке сверх припуска для упрощения ее формы и, следовательно, процесса ковки. Напуски 3 удаляют последующей обработкой резанием. Припуски, допуски и напуски назначают в строгом соответствии с ГОСТом.
Выбор заготовки осуществляют по ее массе, которая может быть подсчитана по формуле
8