Материал: Методические указания к выполнению лабораторных работ № 1-4 по дисциплине «Технология обработки материалов». Самохвалов В.В., Будник А.П
металла стенок заготовки больше, чем у донышка (наиболее упрочнена краевая часть полой заготовки, у которой в наибольшей степени уменьшился диаметр на первом переходе вытяжки). Это обстоятельство приводит к тому, что допустимый коэффициент вытяжки на последующих переходах значительно меньше допустимого коэффициента вытяжки на первом переходе (кв = 1,2 1,4). Некоторое увеличение допустимого коэффициента вытяжки
(кв= 1,4 1,6) можно по-
лучить, если заготовку перед последующим переходом вытяжки подвергнуть рекристаллизационному отжигу, устраняющему изменение свойств, вызванное упрочнением.
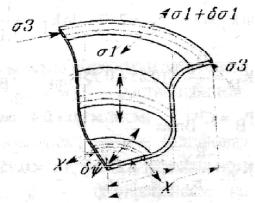
Вытяжка с уто-
нением стенки увеличивает длину полой заготовки в основном за
счет уменьшения толщины стенок исходной заготовки (рис. 7, б). При вытяжке с утонением стенки зазор между пуансоном и матрицей должен быть меньше толщины стенки, которая, сжимаясь между. Деталей со стенкой, толщина которой уменьшается к краю (в этом случае пуансон выполняют коническим), а также тонкостенных деталей, получение которых вытяжкой без утонения стенки затруднительно в связи с опасностью складкообразования.
Удельные усилия на контактных поверхностях при вытяжке с утонением стенки значительно больше, чем при вытяжке без утонения стенки. Так как при вытяжке с утонением стенки заготовка скользит по матрице в направлении движения пуансона и по пуансону в обратном направлении (от торца пуансона), следовательно и силы трения на наружной и внут-
14

ренней поверхностях заготовки направлены в противоположные стороны. Это обстоятельство увеличивает допустимую степень деформации (силы трения по матрице увеличивают растягивающие напряжения в стенках протянутой части заготовки, а по пуансону — уменьшают).
При вытяжке с утонением стенки ее толщина за один переход может быть уменьшена в 1,5—2 раза.
Размеры заготовки для получения деталей вытяжкой с утонением стенки определяют из условия равенства объемов заготовки и детали, принимая при этом, что толщина донышка не изменяется.
|
|
|
|
|
|
|
|
|
|
В(Д |
|
) = 440МПА |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
∙ |
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
В( |
|
|
|
|
|
|
= 1000 МПА |
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
( |
+ |
)∙ ( |
+ |
|
|
)∙ |
ХНМА) |
∙ |
∙ |
∙ |
|
|
+2∙ |
|
∙ |
∙sin 2 |
|
= 0 |
|
|
||||||||||||||||||||||
|
|
∙ ∙ |
|
− |
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
+ |
= |
∙ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
= −( |
+ |
)∙ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
= − |
∙ |
|
|
|
|
|
|
|
=− |
∙ |
|
|
|
|
∙ln |
|
+С |
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
С |
= 1,1∙ |
|
∙ln |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
= 1,1∙ |
|
∙ln |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
= 1,1∙ |
|
∙ |
1−ln |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
если |
= |
|
|
→maxесли ln |
|
|
→ln |
|
= ln |
|
|
= ln |
вр = |
вр ∙ln |
|
|
|
||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||
|
вр; 1,1∙ |
= |
вр,то |
|
вр = 1,1∙ |
|
|
|
вр ∙ln |
|
|
|
|
|||||||||||||||||||||||||||||
|
|
ln |
= 1 |
|
= 2.72ln |
= |
|
1 |
|
= 0.909 |
|
|
|
|
= 2.5 |
пр = 1.7÷2.1 |
|
|
|
|||||||||||||||||||||||
|
|
|
|
1.1 |
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||
|
|
|
|
= |
|
|
≤ (0.85÷0.95) ∙ |
пр |
|
|
|
|
= |
|
∙ |
∙ |
∙ вр |
|
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
|
|
|
|
В = С∙ |
С = 1.0÷0.4если |
|
|
= 2.1÷1.25 |
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||
= |
|
|
|
= |
|
|
|
|
1+2∙ |
|
|
|
= 0.95∙ −0.43∙ |
+ |
2 |
|
|
|
|
|
|
|
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||
|
( |
− ) |
+(2∙ + |
) ∙( + |
|
− |
)+ |
∙ ( + |
|
|
|
− |
) ∙ |
+ |
|
|
|
+2∙ |
+ |
|
|
|||||||||||||||||||||
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Лабораторная работа № 3 ОПРЕДЕЛЕНИЕ РЕЖИМОВ РЕЗАНИЯ
Цель работы: изучение методики определения режимов резания.
Теоретическая часть.
1. Классификация движений в металлорежущих стан-
ках.
Обработка металлов резанием — это процесс срезания режущим инструментом с поверхности заготовки слоя металла в виде стружки для получения необходимой геометрической формы, точности размеров, взаиморасположения и шероховатости поверхностей детали. Чтобы срезать с заготовки слой металла, необходимо режущему инструменту и заготовке сообщить относительные движения.
Инструмент и |
|
||
заготовку |
устанав- |
|
|
ливают и |
закрепля- |
|
|
ют в рабочих орга- |
|
||
нах станков, обеспе- |
|
||
чивающих эти отно- |
|
||
сительные |
движе- |
|
|
ния: в шпинделе, на |
|
||
столе, в револьвер- |
|
||
ной головке. Движе- |
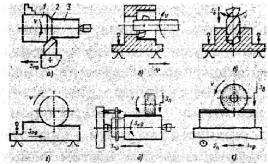
Рис. 9. Схемы обработки заготовок: |
||
ния рабочих органов |
а — точением) б— растачиванием; |
||
станков подразделя- |
в — сверлением; г — фрезерованием; |
||
ют на движения ре- |
|||
зания, установочные |
д — шлифованием на круглошлифо- |
||
и вспомогательные. |
вальном станке; е — шлифованием на |
||
плоскошлифовальном станке |
|||
Движения, |
которые |
||
обеспечивают срезание с заготовки слоя металла или вызывают изменение состоя-
16
ния обработанной поверхности заготовки, называют движениями резания. К ним относят главное движение и движение подачи.
За главное принимают движение, определяющее скорость деформирования и отделения стружки, за движение подачи — движение, обеспечивающее врезание режущей кромки инструмента в материал заготовки. Эти движения могут быть непрерывными или прерывистыми, а по своему характеру вращательными, поступательными, возвратнопоступательными. Скорость главного движения означают v, величину подачи — s.
Движения, обеспечивающие взаимное положение инструмента и заготовки для срезания с нее определенного слоя материала, называют установочными.
К вспомогательным движениям относят транспортирование заготовки, закрепление заготовок и инструмента, быстрые перемещения рабочих органов станка и др.
Для любого процесса резания можно составить схему обработки. На схеме условно изображают обрабатываемую заготовку, ее установку и закрепление на станке, закрепление и положение инструмента относительно заготовки, а также движения резания (рис. 9). Инструмент показывают в положении, соответствующем окончанию обработки поверхности заготовки. Обработанную поверхность на схеме выделяют другим цветом или утолщенными линиями. На схемах обработки показывают характер движений резания и их технологическое назначение, используя условные обозначения. Существуют подачи: продольная snp, поперечная sn, вертикальная sВ, круговая sКР, окружная s0 и др. В процессе резания на заготовке различают обрабатываемую поверхность, обработанную поверхность 3 и поверхность резания 2 (рис. 9, а).
17
2. Режим резания.
При назначении режимов резания определяют скорость резания, подачу и глубину резания.
Скоростью резания v называют расстояние, пройденное точкой режущей кромки инструмента относительно заготовки в единицу времени. Скорость резания имеет размерность м/мин или м/с. Если главное движение вращательное (точение), то скорость резания, м/мин:
Если главное движение возвратно-поступательное, а скорости рабочего и холостого ходов различны, то скорость резания, м/мин!
Подачей s называют путь точки режущей кромки инструмента относительно заготовки в направлении движения подачи за один оборот либо один ход заготовки или инструмента. Подача в зависимости от технологического метода обработки имеет размерность: мм/об — для точения и сверления; мм/дв. ход — для строгания и шлифования.
Глубиной резания t называют расстояние между обрабатываемой и обработанной поверхностями заготовки, измеренное перпендикулярно к последней. Глубину резания задают на каждый рабочий ход инструмента относительно обрабатываемой поверхности.
При точении цилиндрической поверхности глубину резания определяют как полуразность диаметров до и после обработки.
3 Силы резания Деформирование и срезание с заготовки слоя металла
происходит под действием внешней силы Р, приложенной со стороны инструмента к обрабатываемой заготовке. Направление вектора силы совпадает с вектором скорости резания v. Работа, затрачиваемая на деформацию и разрушение материала заготовки (Pv), расходуется на упругое и пластическое деформирование металла, его разрушение, преодоление сил трения задних поверхностей инструмента о заготовку и стружки о
18