Материал: Методические указания к выполнению лабораторных работ № 1-4 по дисциплине «Технология обработки материалов». Самохвалов В.В., Будник А.П
|
|
|
|
|
|
припмна угар = 2÷2,5% |
|
|
|
заг |
|
|
уковка = 2,5÷3% |
|
где |
– масса исходной заготовки; |
||||
|
|
пок |
|
|
|
|
ние |
|
– масса поковки, подсчитываемая как произведе- |
||||
|
|
|
|
|
||
|
объема поковки на плотность металла; |
|||||
слитка; |
отх сприб частью |
– масса отхода с прибыльной частью |
||||
|
|
донная часть |
– масса отхода с донной частью; |
|||
|
|
– |
масса отхода на угар (окалино- |
|||
прип на угар
образование) при нагреве; уковка – масса технологических отходов.
Отходы с прибыльной части составляют 14-30%, а с донной части 4-7%; на угар – в среднем 2-2,5% массы нагреваемого металла при нагреве холодной заготовки и ~1,5% при каждом подогреве. Технологические отходы (обрубки, облои и т.п.) зависят от формы поковки и принятой последовательно-
сти ковки. При ковке из прокатной заготовки |
отх сприб частью |
|
и донная часть отсутствуют. |
||
|
Размеры поперечного сечения заготовки выбирают с учетом обеспечения необходимой уковки. Достаточной уковкой для слитков считается 2,5-3, а для проката можно прини-
мать 1,3-1,5.
Выбор оборудования для ковки осуществляют в зависимости от режима ковки данного металла или сплава, массы поковки и ее конфигурации.
Необходимую мощность оборудования обычно определяют по приближенным формулам или справочным таблицам.
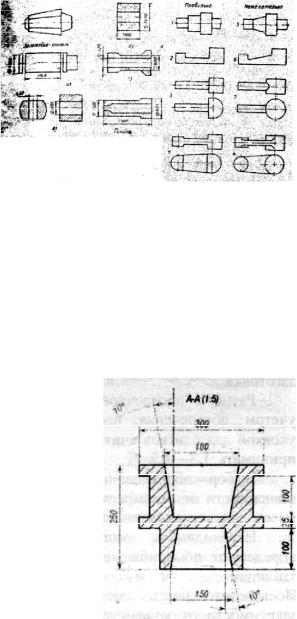
Последовательность операций ковки устанавливают в зависимости от конфигурации поковки и технологических требований на нее, вида заготовки (слиток или прокат). В качестве примера на рис. 5 приведена последовательность ковки полого массивного цилиндра из слитка на гидравлическом прессе.
9
Цилиндр |
|
||
куют из стально- |
|
||
го слитка (сталь |
|
||
40) массой 18 т. |
|
||
с пяти нагревов. |
|
||
После |
первого |
|
|
протягивают |
|
||
прибыльную |
|
||
часть под патрон |
|
||
и сам слиток на |
|
||
диаметр |
1000 |
Рис. 5 |
|
мм, отрубают |
|||
|
|||
донную |
и при- |
|
|
быльную части слитка (рис. 5, а). После второго нагрева выполняют осадку, прошивку отверстия и раскатку на оправке (рис. 5, б). После третьего нагрева — посадку на оправку и протяжку на длину 1100 мм (рис. 5, в). После четвертого — посадку на оправку и протяжку средней части на диаметр 900 мм (рис. 5, г). После пятого нагрева (нагревают только конец
А) заковывают конец А. |
|
Технологические требо- |
|
вания к деталям, получаемым |
|
из кованых поковок, сводятся |
|
главным образом к тому, что |
|
поковки должны быть наиболее |
|
простыми, очерченными ци- |
|
линдрическими поверхностями |
|
и плоскостями (рис. 5, 4). В по- |
|
ковках следует избегать кони- |
|
ческих (рис. 5, 5) и клиновых |
|
(рис. 5, 6) форм. Необходимо |
|
учитывать трудность выполне- |
|
ния ковкой участков пересече- |
|
ний цилиндрических поверхно- |
|
стей между собой (рис. 5, 7) и с |
Рис. 6 |
10 |
|
призматическими поверхностями (рис. 5, 8).
На рис. 6 показан пример чертежа детали для определения размеров поковки. В поковках следует избегать ребристых сечений, бобышек, выступов и т. п., учитывая, что эти элементы в большинстве случаев изготовить ковкой невозможно. В местах сложной конфигурации приходится прибегать к напускам в целях упрощения конфигурации поковки, что вызывает удорожание детали. Следует смириться, что конфигурация детали позволяла получать при ковке наиболее благоприятное расположение волокон.
Лабораторная работа № 2 РАСЧЕТ УСИЛИЯ ВЫТЯЖКИ БЕЗ УТОНЕНИЯ
ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ
Цель работы: определение силы вытяжки осесимметричной детали из материалов Д16 и 30ХН2МА.
Вытяжка без утонения стенки превращает плоскую заготовку в полое пространственное изделие при уменьшении периметра вытягиваемой заготовки.
При гибке пространственных (не плоских, профильных) заготовок минимальный радиус изгиба опреде-
ляется не только воз- |
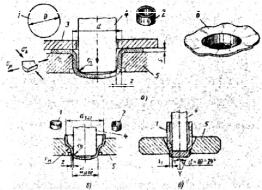
Рис. 7. Схемы первого перехода вы- |
||
можностью |
разруше- |
тяжки (а), последующей вытяжки (б), |
|
ния заготовки, но и об- |
вытяжки с утонением стенки |
(в): |
|
разованием |
складок в |
1 — заготовка; 2 — изделие; 3 |
— |
отдельных |
участках |
прижим; 4 — пуансон; 5 — матрица; |
|
изгибаемой |
заготовки |
6 — изделие со складками, образую- |
|
(потеря устойчивости). |
щимися при вытяжке без прижима |
|
|
|
|
11 |
|
Схема первого перехода вытяжки приведена на рис. 7, а. Исходную вырубленную заготовку укладывают на плоскость матрицы. Пуансон надавливает на центральную часть заготовки и смещает ее в отверстие матрицы. Центральная часть заготовки тянет за собой периферийную часть (фланец) заготовки, и последняя, смещаясь в матрицу, образует стенки вытянутого изделия Во фланце в радиальном направлении действуют растягивающие напряжения , втягивающие фланец в отверстие матрицы, и сжимающие напряжения,действующие в тангенциальном направлении и уменьшающие диаметральные размеры заготовки.
При определенных размерах фланец заготовки может потерять устойчивость. Под действием сжимающих напряжений , что приведет к образованию складок 6 (рис. 7, а). Складки могут появиться, если (D — d) >(18-S-20), 5(D - J) > (18 -г 20)S.
Для предотвращения появления складок применяют прижим 3, с определенной силой прижимающий фланец заготовки к плоскости матрицы.
Растягивающие напряжения на наружной кромке заготовки равны нулю ( =0) и возрастают до максимального значения на входе в матрицу. С увеличением ширины фланца растягивающие напряжения, действующие на входе в матрицу, увеличиваются. Если растягивающие напряжения достигнут временного сопротивления материала заготовки, то заготовка у донышка разрушится, и вытяжка окажется невозможной.
Отсюда следует, что без разрушения можно вытягивать заготовки с определенной, ограниченной шириной фланца. Формоизменение при вытяжке оценивают коэффициентом вытяжки кв=D/d. В зависимости от механических свойств металла и условий вытяжки максимально допустимые значения коэффициента вытяжки составляют 1,8—2,1.
Кроме ширины фланца, на растягивающее напряжение, действующее в опасном сечении заготовки, влияют радиусы скругления кромок матрицы rМ и пуансона rП, а также силы
12
трения, возникающие при перемещении заготовки относительно матрицы и прижима.
Для уменьшения концентрации напряжений и соответственно опасности разрушения заготовки кромки пуансона и матрицы скругляют по радиусу, равному 5—10 толщин заготовки. Для уменьшения силы трения вытяжку обычно ведут, смазывая заготовку, причем состав смазочного материала подбирают с учетом характеристик материала заготовки, коэффициента вытяжки и формы вытягиваемых деталей.
Толщина фланцевой части заготовки при вытяжке изменяется: краевая часть (где сжимающие напряжения > ) утолщается, а участки вблизи донышка - утоняются. Это обстоятельство приводит к тому, что поверхность заготовки при вытяжке изменяется незначительно, и размеры заготовки можно определять из условия равенства поверхности детали (по средней линии) и площади плоской заготовки. Для осесимметричных деталей заготовка обычно имеет форму круга.
При вытяжке без утонения стенки зазор z = (1,1+1,3) S выбирают из условия, при котором утолщенный край заготовки не должен утоняться сжатием между поверхностями пуансона и матрицы (это способствует повышению стойкости инструмента).
Если при допустимом для первого перехода коэффициенте вытяжки невозможно получить деталь с заданным отношением высоты к диаметру, ее вытягивают за несколько переходов. В последующих переходах заготовкой служит полый полуфабрикат, полученный на предыдущем переходе вытяжки. Схема вытяжки на последующем переходе показана на рис. 7, б. На последующем переходе уменьшается диаметр полой заготовки и (по условию равенства поверхностей) увеличивается ее высота.
Опасное сечение, как и прежде, находится у донышка, и напряжение не должно превышать временного сопротивления металла в этом месте заготовки. При холодной деформации металл упрочняется и, следовательно, предел текучести
13