Материал: МАШИНОВИКОРИСТАННЯ ТЕХНІКИ В ТВАРИННИЦТВІ ЧАСТИНА 2 ТДАТУ
Про якість прилягання бокових поверхонь зубів роблять висновок залежно від розмірів і розміщення плями контакту (рис. 1).
Н – висота зуба, м; h - висота плями, h = (30…45%)Н залежно від точності виготовлення зубчастої пари; b - довжина зуба, м; а – довжина плями, м, а = (40…60%)b.
Рисунок 1 – Види плям контакту при перевірці конічних зубчастих коліс на фарбу.
Найдоцільнішим вважається відбиток, коли колеса без навантаження передають зусилля тонкою частиною зуба. При навантаженні внаслідок деформації зуба сили будуть передаватись більшою частиною його бокової поверхні. Боковий зазор у зубчастих передач можна перевірити щупом, індикатором або за допомогою свинцевого дроту чи пластинки. При монтажі черв'ячної передачі необхідно забезпечити перпендикулярність осей черв'яка й черв'ячного колеса, щоб середня площина колеса збігалася з віссю черв'яка, а гарантований боковий зазор у зачеплені відповідав технічним вимогам (табл. 3).
Таблиця 3 Залежність бокового зазору в черв'ячних передачах від виду
сполучення й міжосьової відстані
|
Гарантований боковий зазор, мкм, в передачах з |
||||||
Вид |
міжосьовою відстанню, мм |
|
|
|
|||
сполучення |
До 40 |
40…80 |
80… |
160… |
320… |
630… |
Понад |
|
|
|
160 |
320 |
630 |
1250 |
1250 |
С |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
Д |
28 |
48 |
65 |
95 |
130 |
190 |
260 |
Х |
55 |
95 |
130 |
100 |
260 |
380 |
530 |
Ш |
110 |
190 |
260 |
380 |
530 |
750 |
- |
|
|
|
113 |
|
|
|
|
При правильному зачепленні черв'яка фарба повинна вкривати поверхню зуба черв'ячного колеса не менш як на 60% за висотою й 65…75% за довжиною.
Складання ланцюгових передач
Монтаж ланцюгових передач полягає у встановленні й закріпленні зірочок на валах, надіванні ланцюга й регулюванні його натягу. Зірочки на валах встановлюють за допомогою шпонок і стопорних гвинтів. Після закріплення на валу зірочку потрібно перевірити на радіальне й торцеве биття за допомогою індикатора, вмонтованого в спеціальні державки. Допустиме биття для деяких передач наведено в таблиці 4.
|
|
|
|
Таблиця 4 |
|
Допустиме биття для деяких передач |
|
|
|
||
Діаметр |
Биття зірочок, мм, ланцюгів |
|
|
||
зірочки, |
втулково-роликових |
фасонно-ланцюгових |
|
||
мм |
радіальне |
торцеве |
радіальне |
торцеве |
|
До 100 |
0,25 |
0,3 |
0,75 |
0,5 |
|
100…200 |
0,5 |
0,5 |
1,0 |
1,0 |
|
200…300 |
0,75 |
0,8 |
1,5 |
1,5 |
|
300…400 |
1,0 |
1,0 |
2,0 |
2,0 |
|
Понад 400 |
1,2 |
1,5 |
2,5 |
3,0 |
|
При правильно змонтованій ланцюговій передачі осі зірочок повинні бути паралельними.
Положення валів і зірочок перевіряють за рівнем, вимірюванням міжосьових відстаней та іншими методами контролю паралельності валів. Крім того, контролюють відносне зміщення зірочок при паралельних валах. Допустиме зміщення зірочок (табл. 5) залежить від типу передач і міжосьових відстаней.
Таблиця 5 Значення допустимого зміщення зірочок для ланцюгових передач
|
|
Допустиме |
значення зірочок |
при |
||||
Тип |
міжосьових відстанях, мм |
|
|
|||||
|
|
|
Понад |
1000 |
на |
|||
передачі |
|
|
|
|||||
До 500 |
500…1000 |
кожні |
100мм |
|||||
|
|
|||||||
|
|
|
|
|
довжини |
|
||
Із |
втулково-роликовим |
1,0 |
|
1,5 |
|
2,0 |
|
|
ланцюгом |
|
|
|
|||||
|
|
|
|
|
|
|||
Із |
фасонно-ланковим |
2,0 |
|
2,5 |
|
3,0 |
|
|
ланцюгом |
|
|
|
|||||
|
|
|
|
|
|
|||
|
|
114 |
|
|
|
|
||
Крім приводних зірочок у ланцюгових передачах застосовують зірочки для натягу ланцюгів, які повинні перебувати в одній площині з основними зірочками.
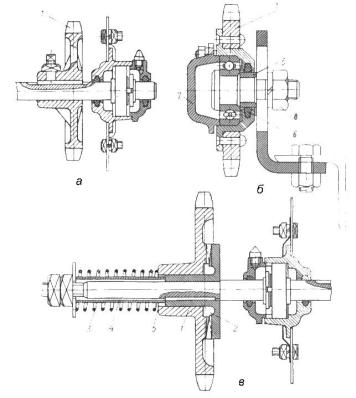
Ланцюгові передачі, що працюють із значним перевантаженням, яке створює загрозу міцності зірочок валів і ланцюгів, монтують зі спеціальними запобіжними муфтами (рис. 2).
1 – зірочка; 2 – храповик; 3 – пружина; 5 – підпружинена шайба; 6 – сальник підшипника; 7 – кришка підшипника; 8 – гайка.
Рисунок 2 – Конструкції зірочок (а, б) і запобіжна муфта (в) ланцюгової передачі.
Передача крутного моменту на вал у таких муфтах здійснюється завдяки притисканню торцевих зубів зірочки 1 до зубів храповика 2 із певною силою, створюваною пружиною 3. При перевантаженнях механізму передачі зуби зірочки виходять із зачеплення із зубами храповика, відбувається холосте обертання зірочки. Отже, особливістю складання запобіжної муфти є затяжка пружини 3, оскільки вона повинна тиснути на торець зірочки 1 із максимальною силою.
У деяких конструкціях зубчастих передач контролюють затяжку пружини, вимірюючи її довжину. У муфті є дистанційна втулка 4, яка впирається в маточину храповика 2, а не в підпружинену шайбу 5, і яка гарантує певну силу затяжки пружини.
115
Ланцюг, який встановлюють на привод, повинен відповідати довжині ланцюгового контуру й залежати від міжосьової відстані передачі. Шплінти й пружинні замки в з’єднувальних ланках ставлять із зовнішнього боку. Роликові ланцюги із замками монтують так, щоб запірна частина замка й гайки ланок були поставлені в бік руху ланцюга.
Натяг ланок у правильно складеній ланцюговій передачі впливає на працездатність, безвідмовність і довговічність.
Недостатній натяг ланки погіршує її набігання на ведену зірочку, призводить і до її вібрації, зіскакування із зірочки і до обриву. Надмірний натяг ланки призводить до підвищення навантаження на вали, підшипники, зірочки, ланцюги й до їх прискореного спрацювання.
Монтаж пасових передач
При монтажі пасових передач необхідно, щоб на поверхні шківів не було задирок, напливів та інших пошкоджень. Вали, на які встановлюють ведучий і ведений шківи, повинні бути паралельними, допускається відхилення не більше 1 мм на 1 м довжини вала. Самі шківи повинні лежати в одній площині й не мати слідів масла, палива та іржі. Для забезпечення передачі необхідної потужності й нормального режиму роботи складальних одиниць і агрегатів регулюють натяг пасових передач. У правильно відрегульованої пасової передачі з міжцентровою відстанню до 250 мм прогин паса при натисканні на нього в середині між шківами із зусиллям 70…80Н становить 1,0…1,5% величини міжцентрової відстані.
Натяг плоскопасової передачі з міжцентровою відстанню понад 2500 мм регулюють так, щоб буксування ведучих і ведених шківів не перевищувало 5%.
Монтаж підшипників ковзання й кочення
Нормальна робота складальних одиниць і агрегатів, що мають підшипники ковзання, буде забезпечена, якщо додержано зазор між вкладишами й шийкою вала.
Тривала робота підшипника при його експлуатації повинна забезпечуватись при оптимальному зазорі. Монтажний зазор, звичайно, становить близько 0,3 оптимального, тому в процесі експлуатації машини, механізму або обладнання протягом тривалого часу забезпечується максимальна здатність опор ковзання. У тонкостінних підшипниках ковзання із циліндричним розточенням залежно від матеріалу додержують таких зазорів (в мк на 1 мм
116
діаметра): алюмінієвий сплав – 1,0…1,25; свинцевиста бронза – 0,75…1,0; бабіт на олов’янистій чи свинцевій основі – 0,5…0,75.
Для одержання необхідних зазорів роблять пригонку підшипника в такій послідовності: шийку валу, по якій проводять підгонку, протирають і змащують тонким шаром фарби; на шийку встановлюють притерті підшипники з регулювальними прокладками, і затягують болти; вал кілька разів прокручують для одержання відбитків на поверхні тертя підшипника; потім розбирають підшипники, і роблять шабрування того місця на вкладишах, де добре видно відбитки фарби.
Після шабрування підшипник і шийку валу ретельно протирають бавовняною серветкою, на шийку наносять повний шар фарби, і виконують складання. Цю операцію повторюють доти, поки рівномірний розподіл дрібних відбитків фарби на поверхні підшипника не становитиме 75…85% загальної поверхні підшипника. Контроль виконують спеціальним шаблоном, вигнутим за формою вкладиша, виготовленим із целулоїду, з нанесеною на ньому сіткою (25 х 25 мм). Для підшипників середньої точності на площі підшипника 25 х 25 мм повинно бути 12…16 плям, вище середньої точності – 16…20 і високої точності – 20…25 плям.
Підшипники кочення монтують за двома нерухомими посадками – внутрішнього кільця з валом і зовнішнього кільця з корпусом – без спеціальних кріплень, що запобігають прокручуванню. Для забезпечення надійного сполучення підшипника з валом і корпусом посадочні місця повинні бути чистими, гладенькими, без рисок, задирок і корозійних плям.
Шорсткість посадочних поверхонь для високоточних підшипників повинна відповідати 7…9 класу, для менш точних – 5…7, а торців заплечиків валів і корпусів – 5…7 класу чистоти. Допустиме відхилення від правильної геометричної форми місць посадки кулько- і роликопідшипників на валах і в корпусах такі: овальність і конусність – не більше 0,5 допуску на діаметр, а для точних підшипників класів А і С – не більше 0,25 допуску. Биття заплечика для підшипників нормальної й підвищеної точності 0,02…0,03 мм на валу й 0,04…0,07 мм в отворі корпусу.
Контроль здійснюють індикатором або мініметром. При монтажі конічних роликопідшипників допустимі значення осьового коливання залежать від внутрішнього діаметра підшипника, кута конуса й від того, скільки підшипників змонтовано на одній стороні.
117