Материал: Лабораторный практикум
пластинкой. Извлеките вторую пластинку и наблюдайте за поведением первой пластинки (растворяется или нет). Результаты наблюдений запишите в таблицу 4.1 (опыт 10).
5. Поместите третью пластинку в 20%-ый непассивирующий раствор кислоты и измерьте ее потенциал относительно медно-сульфатного электрода сравнения. Аналогичным образом измерьте потенциал четвертой пластинки,
погруженной в раствор кислоты, имеющей пассивирующую концентрацию
(данная концентрация определяется на основании проделанных выше опытов).
6. Определите электродный потенциал активного и пассивного образцов стали относительно нормального водородного электрода сравнения по формуле:
н = м.с.э + изм, |
(4.1) |
где н – потенциал стали относительно нормального водородного электрода сравнения, В;
м.с.э – потенциал медно-сульфатного электрода сравнения относительно нормального водородного электрода сравнения, В;
изм – измеренный потенциал стали, В.
Результаты запишите в таблицу 4.1.
7. Сделайте вывод о концентрации раствора азотной кислоты, при которой наступает явление пассивности стали; о влиянии второго образца стали на пассивное состояние первого образца стали; о изменении потенциала стали в активном и пассивном состоянии.
26
Лабораторная работа №5
Коррозия сварных соединений
Цель работы: ознакомиться с теоретическими основами явления усиленной коррозии сварного шва металлоконструкций; экспериментальным путем исследовать коррозию сварного соединения.
Оборудование и материалы: 3 образца сваренных пластинок различных марок стали (окрашенные с одной стороны), медно-сульфатный электрод сравнения, милливольтметр, фильтровальная бумага, профилометр.
Теоретическая часть
Сварные соединения металлоконструкций часто подвержены явлению усиленной коррозии сварного шва или прилегающей к нему области основного металла. Это приводит к тому, что конструкция может преждевременно разрушиться в одном из коррозионных очагов сварного шва,
несмотря на хорошее или удовлетворительное состояние основного металла конструкции. Поэтому исследование коррозии сварных соединений имеет первостепенное значение для производственной практики, что является наиболее актуальной задачи для нефтегазового комплекса, где длина сварных соединений достигает сотен тысяч километров.
Сварное соединение, находящееся в контакте с электролитом (в
частности, для трубопроводов – почвенный электролит), представляет собой
многоэлектродную макро- и микрогальваническую гетерогенную систему.
Данное обстоятельство вызвано различными типами неоднородности,
присущими сварному соединению: структурно-химическая макро- и
микронеоднородность различных соединения (основной металл, зона
27
термического влияния, сварной шов); неоднородность напряженного состояния; геометрическая неоднородность и т.д. С точки зрения макросистем в сварном соединении можно выделить следующие
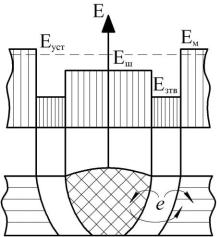
«электроды»: основной металл, шов, зона термического влияния и зона максимальной концентрации напряжений (рисунок 5.1).
Рисунок 5.1 – Схема электрохимической неоднородности сварного соединения
Eш – электродный потенциал шва, Езтв – электродный потенциал зоны термического влияния, Ем – электродный потенциал основного металла, Еуст – установившийся
потенциал заполяризованной системы «шов-зона термического влияния-основной металл»
В результате возможна ситуация, когда шов служит анодом по отношению к основному металлу (шов имеет более отрицательный потенциал, чем основной металл) и происходит увеличение скорости коррозии шва. Даже небольшая разность потенциалов между основным металлом и швом может неблагоприятно сказаться на коррозионной стойкости шва, так вследствие большой площади катода (основного металла)
по сравнению с площадью анода (шва) плотность анодного тока может быть значительной.
28
Соотношение коррозионной стойкости основного металла и шва можно определить, измерив электрохимические потенциалы различных зон сварного соединения. Этим методом можно быстро обнаружить наиболее коррозионно уязвимые участки сварного соединения. Например, если потенциал шва отрицательнее потенциала основного металла, при коррозии сварного соединения шов будет анодом, что приведет к его усиленной коррозии.
Измерением потенциалов можно пользоваться для выбора наиболее безопасного в коррозионном отношении метода сварки.
Примеры электродных потенциалов, характеризующих неоднородность зон сварного соединения представлены в таблице 5.1.
Таблица 5.1 – Электродные потенциалы различных зон сварных соединений в 3%-ом растворе NaCl
|
|
|
Электродный потенциал, мВ |
|||
|
|
|
|
|
|
|
Материал |
Способ сварки |
Основной |
|
Зона |
||
Сварной шов |
термического |
|||||
|
|
металл |
|
|||
|
|
|
|
влияния |
||
|
|
|
|
|
||
|
|
|
|
|
|
|
09Г2С |
Ручная, дуговая, |
-460 |
|
-540 |
-480 |
|
|
электрод типа |
|
|
|
|
|
17Г2С1 |
-500 |
|
-540 |
-550 |
||
Э55 |
|
|||||
|
|
|
|
|
||
|
|
|
|
|
|
|
12Х18Н10Т |
|
+137 |
|
+108 |
+75 |
|
|
|
|
|
|
|
|
10Х14АГ15 |
Аргонодуговая |
-170 |
|
-165 |
-250 |
|
|
|
|
|
|
||
Амг6 |
-492 |
|
-514 |
-567 |
||
|
|
|||||
|
|
|
|
|
|
|
ВТ1-1 |
|
-125 |
|
-180 |
-140 |
|
|
|
|
|
|
|
|
Практическая часть
1.Зачистите образцы пластинок наждачной бумагой и обезжирьте растворителем.
2.Уложите узкие полоски фильтровальной бумаги (2-3 мм) поперек образцов на сварной шов и зоны основного металла по обе стороны от
29
сварного шва. Смочите полоски фильтровальной бумаги 10%-ым раствором
H2SO4. После трехминутной выдержки измерьте потенциалы каждой зоны сварного шва с помощью медно-сульфатного электрода сравнения.
Результаты запишите в таблицу 5.2.
Примечание: для предотвращения изменения потенциалов разных участков вследствие поляризации при работе пары основной металл – шов необходимо следить,
чтобы кислота не достигла границы шва с основным металлом.
Таблица 5.2 – Форма записи результатов проведения испытания
|
|
|
|
|
Заключение о |
|
Номер |
Материал |
Номер измерения |
Потенциал участка по |
полярности металла |
||
образца |
отношению к МСЭ, В |
основного металла и |
||||
|
|
|
||||
|
|
|
|
|
металла шва |
|
|
|
|
|
|
||
|
|
Основной металл 1 |
|
|
||
1 |
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
Металл шва |
1 |
|
|
|
|
|
|
|
|
||
|
|
Основной металл 1 |
|
|
||
2 |
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
Металл шва |
1 |
|
|
|
|
|
|
|
|
||
|
|
Основной металл 1 |
|
|
||
3 |
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
Металл шва |
1 |
|
|
|
|
|
|
|
|
|
|
3. Очистите образцы пластинок от остатков кислоты (промойте,
зачистите наждачной бумагой и обезжирьте).
4. Поместите образцы пластинок в агрессивную среду (3%-ый раствор
NaCl при температуре 20°С и плотности ρ=1,02 г/см3) и проводите испытания
втечении 7 суток.
5.По истечению 7 суток достаньте образцы пластинок, просушите и при необходимости очистите от продуктов коррозии с помощью металлической щетки.
30