Материал: Экономика курсовик
2.1.2 Определение загрузки оборудования в соответствии с плановыми нормами
Расчёт плановой загрузки оборудования производится по моделям оборудования по формуле:

![]() ,
(2.2)
,
(2.2)
где
![]() - суммарное время обработки детали на
станке данной
- суммарное время обработки детали на
станке данной
модели, мин.
При подстановке в формулу (2.2) получаем:
-
 нормо-часы
нормо-часы -
 нормо-часы
нормо-часы -
 нормо-часы
нормо-часы -
 нормо-часы
нормо-часы -
 нормо-часы
нормо-часы -
 нормо-часы
нормо-часы
Результаты расчетов занесены в таблицу 2.2
Таблица 2.2 – Расчёт потребного количества оборудования и коэффициентов его
его загрузки
|
Наименование и модель станка |
№ оп |
|
|
|
|
FД |
Кол-во станков |
Кз |
|
|
Расч. |
Прин. |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
Токарный станок с ЧПУ модели 16К20Т1 |
15,30,35,40,65,80,85 |
323,749 |
68105,998 |
1 |
68105,998 |
3935 |
17,3 |
18 |
0,962 |
|
Токарно-винторезный станок модели 16К20 |
10,60 |
95,734 |
20139,242 |
1,04 |
19364,656 |
4055 |
4,8 |
5 |
0,955 |
|
Круглошлифовальный станок модели 3M227ВМ |
50,70 |
12,088 |
2542,912 |
1,04 |
2445,108 |
4055 |
0,6 |
1 |
0,603 |
|
Долбёжный станок модели 7Д430 |
55 |
2,633 |
553,895 |
1,04 |
532,592 |
4055 |
0,1 |
1 |
0,131 |
|
Вертикально-фрезерный станок с ЧПУ модели ГФ-2171С6 |
75,90 |
47,332 |
9957,075 |
1 |
9957,075 |
3935 |
2,5 |
3 |
0,843 |
|
Внутришлифовальный станок модели BU28 |
45 |
2,802 |
589,447 |
1,04 |
566,776 |
4055 |
0,1 |
1 |
0,140 |
|
Итого: |
- |
484,338 |
101888,571 |
- |
100972,20 |
- |
25,5 |
29 |
Кзср 0,606 |
2.1.3 Определение пропускной способности оборудования (фактической загрузки) с учётом планового перевыполнения норм выработки
Фактическая загрузка оборудования рассчитывается по формуле:
![]() ,
(2.3)
,
(2.3)
где
![]() - плановый коэффициент выполнения норм
выработки рабочими
- плановый коэффициент выполнения норм
выработки рабочими
участка.
Принимаю:
для универсальных
станков -
![]() =1,04
=1,04
для станков с ЧПУ
![]() =1
=1
При подстановке в формулу (2.3) получаем:
-
 станко-часы
станко-часы -
 станко-часы
станко-часы -
 станко-часы
станко-часы -
 станко-часы
станко-часы -
 станко-часы
станко-часы -
 станко-часы
станко-часы
Результаты расчетов занесены в таблицу 2.2
2.2 Определение потребного количества оборудования и коэффициентов его загрузки
Рассчитываю количество станков по каждой модели по формуле:
![]() ,
(2.4)
,
(2.4)
где
![]() -
действительный
годовой фонд времени работы единицы
-
действительный
годовой фонд времени работы единицы
оборудования, часов:
- для универсальных станков Fд=4055 часов (5,приложение 1)
- для станков с ЧПУ Fд=3935 часов (5,приложение 1)
При подстановке в формулу (2.4) получаем:
-
 станков, (принимаем
18 станка)
станков, (принимаем
18 станка) -
 станков,
(принимаем 5 станка)
станков,
(принимаем 5 станка) -
 станков,
(принимаем 1 станков)
станков,
(принимаем 1 станков) -
 станков,
(принимаем 1 станков)
станков,
(принимаем 1 станков) -
 станков,
(принимаем 3 станков)
станков,
(принимаем 3 станков) -
 станков,
(принимаем 1 станков)
станков,
(принимаем 1 станков)
Результаты расчетов занесены в таблицу 2.2
Коэффициент загрузки оборудования определяется по моделям станков
по формуле:
 ,
(2.5)
,
(2.5)
где
![]() - расчётное
количество станков данной модели, шт.;
- расчётное
количество станков данной модели, шт.;
![]() - принятое количество
станков данной модели, шт.
- принятое количество
станков данной модели, шт.
При подстановке в формулу (2.5) получаем:
Результаты расчетов занесены в таблицу 2.2
Средний коэффициент загрузки оборудования на участке определяется по формуле:
 ,
(2.6)
,
(2.6)
где
![]() - суммарное расчётное количество станков,
шт.;
- суммарное расчётное количество станков,
шт.;
![]() - суммарное приятое
количество станков на участке, шт.
- суммарное приятое
количество станков на участке, шт.
При подстановке в формулу (2.6) получаем:
![]()
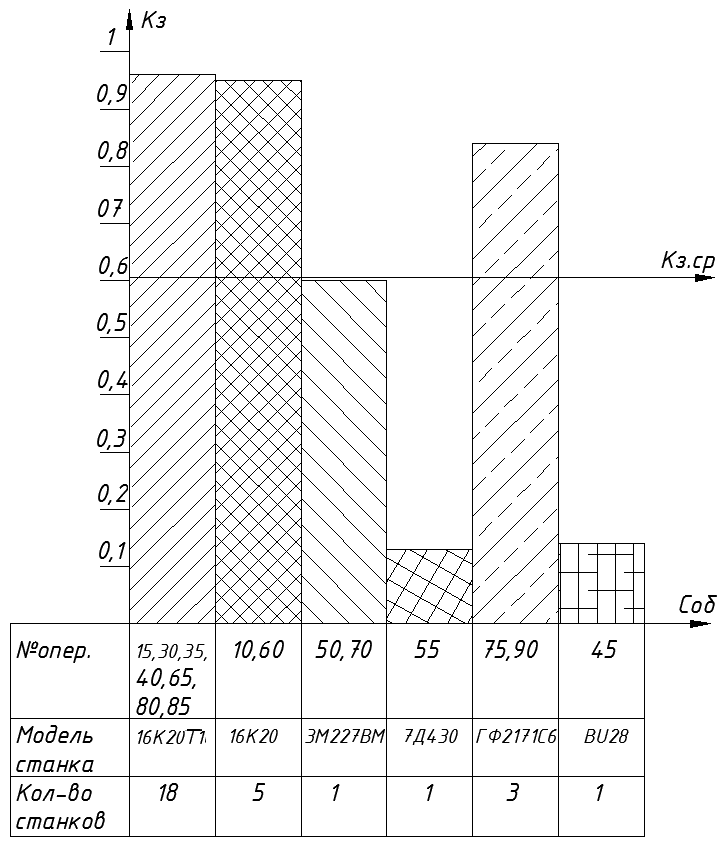
По результатам расчётов числа станков по каждой модели, занесённым в таблицу 2.2 и определения коэффициентов загрузки оборудования строится график загрузки оборудования участка.
График загрузки оборудования участка
Ведомость применяемого оборудования составляется на основании расчётов таблицы 2.2.
Цены применяемого оборудования взяты из [5,приложение Ж]. Мощность применяемого оборудования взята из [5,приложение Ж].
Таблица 2.3 – Ведомость применяемого оборудования
|
Наименование оборудования |
Модель |
№ опер. |
Кол-во станков |
Мощность, кВт |
Цена, тыс.руб |
||
|
Одного станка |
Всех станков |
Одного станка |
Всех станков |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Токарный |
16К20Т1 |
15,30,35,40,65,80,85 |
18 |
32 |
576 |
900 |
16200 |
|
Токарно-винторезный |
16К20 |
10,60 |
5 |
10 |
50 |
600 |
3000 |
|
Круглошлифовальный |
3M227ВМ |
50,70 |
1 |
9,23 |
9,23 |
300 |
300 |
|
Долбёжный |
7Д430 |
55 |
1 |
10 |
10 |
630 |
630 |
|
Вертикально-фрезерный с ЧПУ |
ГФ-2171С6 |
75,90 |
3 |
7,5 |
22,5 |
1500 |
4500 |
|
Внутришлифовальный |
BU28 |
45 |
1 |
4,5 |
4,5 |
400 |
400 |
|
Итого |
- |
- |
29 |
73 |
672 |
4330 |
25030 |