Материал: Диссертация Маленьких В.С(ПРО МОЛЬНОЕ СООТНОШЕНИЕ)
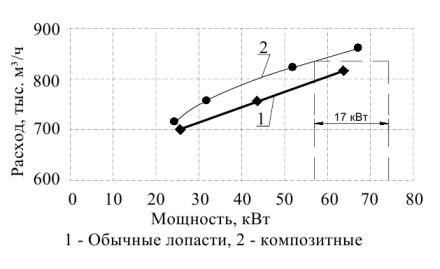
видно, что при одинаковом расходе разница в потреблении активной мощно-
сти составляет 17 кВт, или 29 % от потребляемой мощности.
Рисунок 2 – Результаты испытаний вентиляторов типа АВЗ
В результате замены рабочих колес АВО на колеса, выполненные из композитных материалов, потребление электроэнергии может сократиться на
15–20 %.
1.1.7. Использование энергии редуцируемого пара путем внедрения паровых турбин с противодавлением и компенсация реактивной мощности
На всех нефтеперерабатывающих заводах, как правило, имеются ис-
точники перегретого пара для его дальнейшего использования в различных технологических целях, общепромышленных и бытовых нуждах. Пар выра-
батывается при утилизации тепла дымовых газов печей и имеет соответству-
ющие параметры, а его использование в качестве энергоресурса для нагрева технологических потоков требует другие параметры давления и температу-
ры. Изменение параметров пара до требуемых значений реализовывается с помощью установок прямого редуцирования (РУ), редукционно-
охладительных установок (РОУ) и быстродействующих редукционно-
охладительных установок (БРОУ) [58].
При определенных условиях возможно использование турбодетандер-
ных аппаратов вместе с установками редуцирования. В таком случае турбо-
16
детандер выполняет функцию термодинамического редуцирования и в то же время вырабатывает электрическую энергию. Это снижает нерациональные потери тепловой энергии при редуцировании пара до необходимых парамет-
ров. При этом установка редуцирования сохраняет своё назначение в виде технологического байпаса на случай аварийной остановки или планового ре-
монта турбодетандера, а также может работать в режиме охладительной установки (ОУ) для необходимости уменьшения температуры во вторичном коллекторе на выходе из турбодетандера.
Годовой потенциал энергосбережения (∆) определяется из расчета экономии покупной электроэнергии при соответствующей планируемой наработке турбин по формуле:
S C P (n1 k1 ) (тыстыс. руб. руб.), . где n1 – время работы агрегата, ч;
k1 – коэффициент загрузки агрегата, принимается 95 %;
P – номинальная мощность одной турбины, по паспорту;
C – действующий тариф на покупную электроэнергию.
Обобщенный результат реализации проекта с оценкой экономическо-
го эффекта представлен в таблице 1.
Таблица 1 — Результат использования паровых турбин с противодавлением для редуцирования пара
Результат |
Оценка экономического эффекта |
|
|
|
|
Дополнительная выработка электрической |
45–75 кВт/ч электрической энергии на 1 |
|
энергии при получении пара необходимых |
||
т/ч пара |
||
параметров |
||
|
||
|
|
Для регулирования напряжения в распределительных сетях на всех современных предприятиях нефтеперерабатывающего комплекса использу-
ются устройства, компенсирующие реактивную мощность. Они позволяют:
уменьшить уровень высших гармоник в сети;
понизить нагрузку на кабели и проводку;
17
снизить нагрузку на трансформаторы, продлив их срок службы;
повысить качество электроэнергии электроприемников;
снизить расходы на электроэнергию;
Актуальность компенсации реактивной мощности на НПЗ обусловлена тем, что на технологических установках имеется большое количество элек-
трооборудования высокой мощности.
Обобщенный результат реализации проекта с оценкой экономическо-
го эффекта представлен в таблице 2.
Таблица 2 – Результат использования устройств компенсации реактивной мощности
Результаты |
Оценка экономического |
|
эффекта |
||
|
||
|
|
|
Уменьшение нагрузки на трансформаторы, увеличение |
|
|
срока их службы |
|
|
|
|
|
Уменьшение сечения проводов, кабелей за счет снижения |
Экономия затрат на электро- |
|
нагрузки |
энергию на 1–2 % |
|
Снижение расходов на электроэнергию |
|
|
|
|
1.2. Математическое моделирование технологических процессов
Все процессы нефтепереработки имеют свои индивидуальные особен-
ности, и практически невозможно применить типовые энергосберегающие мероприятия на различных технологических установках. В этом случае воз-
никает необходимость построить математическую модель исследуемой тех-
нологической установки, чтобы идентифицировать результаты моделирова-
ния. Затем на этой модели нужно просчитать различные энергосберегающие мероприятия и выбрать наиболее эффективные. Для моделирования наиболее эффективным является применение специальных компьютерных программ.
На сегодняшний день существует ряд компьютерных программ, пред-
назначенных для моделирования сложных технологических систем перера-
ботки углеводородов и их элементов. Эти программные продукты предна-
значены для расчетов режимов работы технологических установок, балансов,
18
определения параметров и состава материальных потоков установок. К
наиболее популярным на сегодняшний день относятся Petrosim и Aspen HYSYS.
Программа Petrosim, разработанная компанией KBC, включает в себя средства для статического моделирования основных процессов нефтеперера-
ботки. В данном программном продукте присутствует инструмент для расче-
та точных размеров и параметров всех аппаратов, имеющихся на нефтепере-
рабатывающих заводах.
Программный продукт Aspen HYSYS компании AspenTechnology,
предназначен для моделирования и оптимизации химико-технологических процессов и систем [5; 13; 40], в частности, для процессов переработки нефти
игаза. Данный продукт состоит из следующих подсистем:
разные термодинамические пакеты выбранных для исследования
веществ;
обширная база данных по различным химическим однокомпо-
нентным и многокомпонентным веществам, включая их термодинамические данные (в разных агрегатных состояниях).
К наиболее важным преимуществам данной программы можно отне-
сти следующее:
быстрый анализ рассчитываемой системы для выбора оптималь-
ного варианта технологического процесса;
нахождение оптимальных режимов работы системы для получе-
ния желаемых выходных данных (производительность, качество и химиче-
ский состав продуктов);
мониторинг состояния оборудования, проектирование реальной установки [13].
На основе моделирования в одной из данных программ могут быть выполнены расчеты эффективности энерго- и ресурсосберегающих меропри-
ятий.
19
1.3. Характеристика процесса, влияние технологических параметров на качество и выход продуктов, описание технологической схемы
Основной целевой реакцией для процесса изомеризации легких бен-
зиновых фракций является перегруппировка молекулярной структуры, при-
водящая к получению парафиновых углеводородов высокоразветвлённого изостроения с более высоким октановым числом [3].
Процесс осуществляется в среде водородсодержащего газа на сильно-
кислотном платиновом катализаторе СИ-2. Кислотность катализатора обес-
печивается сульфат-группой, привитой на матрице из оксидов циркония и алюминия. Данный катализатор позволяет вести процесс при температурах
130–170 ºС, что в соответствии с принятой в современном мире классифика-
цией относит его к низкотемпературным.
В процессе низкотемпературной изомеризации протекают следующие реакции:
а) перегруппировка углеродного скелета парафиновых и нафтеновых углеводородов:
|
|
СН3 |
|
|
СН3 |
Н3С СН2 СН2 СН2 СН2 СН3 |
Н С |
СН СН2 СН2 |
СН |
3 |
Н3С СН2 СН СН2 СН3 |
|
3 |
|
|||
н-гексан |
|
2-метилпентан |
|
|
3-метилпентан |
СН3 |
|
СН3 |
|
|
|
Н3С С |
СН2 СН3 |
Н3С СН СН |
СН3 |
|
|
СН3 |
|
СН3 |
|
|
|
2,2-диметилбутан |
2,3-диметилбутан |
|
|||
20