Материал: 441
По значению скорости резания определяют число оборотов шпинделя и выбирают по паспорту станка.
Техническая характеристика вертикально-сверлильного станка 2AI25 приведена в прил. 4.
По рекомендациям НИИТАВТОПРОМа скорость резания при сверлении может быть определена по табличным данным.
V VТ К1 К2 К3 ,
где VТ – скорость резания по таблице; К1, К2, К3 – поправочные коэффициенты.
Обработка стали
Таблица 2.32
Скорость резания VТ, м/мин
Подача |
|
|
|
Диаметр обработки D, мм |
|
|
|
|||
SО, мм/об |
2,5 |
4 |
8 |
|
12 |
16 |
|
25 |
32 |
40 |
До 0,06 |
17 |
22 |
30 |
|
36 |
42 |
|
- |
- |
- |
0,1 |
- |
17 |
23 |
|
28 |
32 |
|
40 |
44 |
50 |
0,15 |
- |
- |
20 |
|
24 |
27 |
|
33 |
35 |
40 |
0,2 |
- |
15 |
17 |
|
20 |
23 |
|
27 |
30 |
33 |
0,3 |
- |
- |
14 |
|
17 |
19 |
|
23 |
25 |
28 |
0,4 |
- |
- |
- |
|
14 |
16 |
|
19 |
21 |
22 |
0,6 |
- |
- |
- |
|
- |
- |
|
15 |
17 |
19 |
0,8 |
- |
- |
- |
|
- |
- |
|
- |
- |
15 |
|
|
|
|
|
|
|
|
|
|
Таблица 2.33 |
|
|
|
|
Поправочный коэффициент К1 |
в зависимости |
|
|
|||||
|
|
|
|
от обрабатываемого материала |
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
Обрабатываемый |
Сталь |
Сталь |
Сталь |
Сталь |
|
Сталь |
Сталь |
Сталь |
Сталь |
||
|
материал |
10-20 |
30-40 |
40-50 |
30X |
|
45Г2 |
40 |
18ХГТ |
30ХГТ |
|
|
|
|
|
|
|
40X |
|
50Г |
XHMA |
|
|
Инструментальный |
материал |
Быстро |
1,2 |
08-13 |
05-12 |
05-10 |
|
05-08 |
0,7 |
1,1 |
0,7 |
|
|
|
|||||||||
|
|
режущая |
|
||||||||
|
|
сталь |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Твердый |
1,2 |
09-12 |
08-11 |
07-10 |
|
08-09 |
0,8 |
1,0 |
0,95 |
|
|
сплав |
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
21 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 2.34 |
|||
Поправочный коэффициент К2 |
в зависимости от периода стойкости инструмента |
||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Материал инструмента |
|
|
|
|
Период стойкости T, мин резания |
|
|
|
|
||||||||
|
|
|
До 15 |
|
30 |
60 |
100 |
|
150 |
|
|
200 |
|||||
Быстрорежущая сталь |
|
1,5 |
|
|
1,3 |
1,1 |
1,0 |
|
0,9 |
|
|
0,85 |
|||||
Твердый сплав |
|
1,6 |
|
|
1,35 |
1,15 |
1,0 |
|
0,9 |
|
|
0,85 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 2.35 |
|||
Поправочный коэффициент Kg в зависимости от глубины обработки |
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
Инструмент |
|
|
|
|
|
Отношение длины резания к диаметру |
|
|
|
|
|||||||
|
|
До 3 |
|
4 |
|
5 |
|
|
6 |
|
|
8 |
|
10 |
|||
Сверла |
|
|
I |
|
0,85 |
|
0,75 |
|
|
0,7 |
|
0,6 |
|
0,5 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Зенкеры |
|
|
I |
|
0,9 |
|
0,85 |
|
|
0,8 |
|
0,75 |
|
0,7 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Обработка чугуна
Таблица 2.36
Скорость резания VТ , м/мин
Подача SО, мм/об |
|
|
Диаметр обработки D, мм |
|
|
|||
|
2,5 |
4 |
8 |
12 |
16 |
25 |
32 |
40 |
До 0,06 |
18 |
22 |
27 |
30 |
32 |
34 |
35 |
40 |
0,1 |
- |
18 |
22 |
24 |
26 |
28 |
30 |
32 |
0,15, |
- |
15 |
18 |
20 |
22 |
25 |
26 |
28 |
0,2 |
- |
- |
16 |
18 |
19 |
21 |
22 |
24 |
0,3 |
- |
- |
14 |
16 |
17 |
19 |
19 |
21 |
0,4 |
- |
- |
- |
14 |
15 |
16 |
17 |
19 |
0,6 |
- |
- |
- |
- |
13 |
15 |
15 |
17 |
0,8 |
- |
- |
- |
- |
- |
- |
13 |
15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 2.37 |
|
|
|
|
Поправочный коэффициент К1 в зависимости |
|
|
|||
|
|
|
от обрабатываемого материала |
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
Чугун серый |
|
Чугун |
Чугун магниевый |
|||
|
|
|
|
|
ковкий |
|
|
|
НВ |
143-207 |
|
163-229 |
170-241 |
130-170 |
207-229 |
|
265-285 |
К1 |
1,15 |
|
1 |
0,8 |
1,3 |
0,9 |
|
0,7 |
22
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 2.38 |
|
|
Поправочный коэффициент К2 в зависимости от стойкости инструмента |
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Материал инструмента |
|
|
|
|
Период стойкости Т, мин резания |
|
|
|||||||||
|
|
|
|
До 15 |
|
30 |
|
60 |
100 |
|
150 |
|
200 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Быстрорежущая сталь |
|
1,3 |
|
1,2 |
1,1 |
1 |
|
0,95 |
|
0,95 |
||||||
Твердый сплав |
|
|
2,15 |
|
1,65 |
1,25 |
1 |
|
0,85 |
|
0,75 |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 2.39 |
|
|
|
Поправочный коэффициент K3 в зависимости |
|
|
||||||||||||
|
|
|
|
|
от глубины обработки |
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
Отношение длины резания к диаметру |
|
|
|
|
|
||||||||
К3 |
До 3 |
|
4 |
|
|
5 |
|
6 |
|
|
8 |
|
|
10 |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
0,85 |
|
|
0,75 |
|
0,7 |
|
|
0,6 |
|
0,5 |
|||||
|
|
|
|
|
|
|
||||||||||
3. ПОЛУЧЕНИЕ ЗАДАННОЙ ТОЧНОСТИ И ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ДЕТАЛЕЙ
Каждый метод позволяет получить определенные классы точности и шероховатости обрабатываемых поверхностей. Точность размеров элементов деталей определяется допусками на эти размеры. Данные о классах шероховатости поверхностей деталей, получаемых при различных методах обработки, приведены в табл. 3.1.
Таблица 3.1
Шероховатость поверхности деталей при различных методах обработки
Вид обработки |
Класс шероховатости |
||||
|
|
|
|||
Обтачивание |
черновое |
1 – 2 (RZ 320–160) |
|||
|
получистовое |
3 |
– |
4 (RZ 80–40) |
|
|
чистовое |
4 |
– |
5 (RZ 40–20) |
|
Растачивание |
черновое |
1 – 2 (RZ 320–I60) |
|||
|
получистовое |
3 4 (RZ 80–40) |
|||
|
чистовое |
4 – 5 (RZ 160–80) |
|||
Сверление |
|
2 – 3 (RZ I60–80) |
|||
Фрезерование |
черновое |
I – 2 (RZ 320–160) |
|||
|
чистовое |
3 |
– |
4 (RZ 80–40) |
|
Фрезерование торцовыми |
черновое |
2 – 3 (RZ 160–80) |
|||
фрезами |
|
|
|
|
|
чистовое |
3 |
– |
4 (RZ 80–40) |
||
|
|||||
Шлифование |
предварительное |
5 – 6 |
(RZ 20–Ra 2;5) |
||
|
окончательное |
7 – |
8 |
(RZ 1,25–0,63) |
|
|
23 |
|
|
|
|
4. ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ СТАНОЧНЫХ РАБОТ
Нормируемое время – это время работы, связанной с выполнением производственного задания. Оно классифицируется на основное, вспомогательное, дополнительное и подготовительно-заключительное время. Все названные категории определяют состав технической нормы времени (Тн). В практике её часто называют штучно-калькуляционным временем, мин.
ТН |
ТО ТВ Т Д |
|
ТП.З. |
, |
|
||||
|
|
|
n |
|
где ТО – основное время, мин. Это время, в течение которого происходит изменение формы, размеров и т.д. в результате какого-либо вида обработки. Так, при механической обработке – это время снятия стружки, при электросварке – время плавления электрода, при окраске – время нанесения слоя и т.п. По способам выполнения ТО может быть машинным (станочные работы), ручным (слесарные работы), машинно-ручным (электро- и газосварочные работы).
ТВ – вспомогательное время на вспомогательные действия:
установка и снятие обрабатываемой детали, настройка оборудования, управление станком, обмеры обрабатываемой детали и т.д.
Сумма основного и вспомогательного времени составляет оперативное время, мин.
ТОП ТО ТВ
Дополнительное время ТДОП складывается из времени организацоион- но-технического обслуживания рабочего места и времени перерывов на отдых и естественные надобности. Организационно-техническое время расходуется на смену затупившегося инструмента, заточку его, регулировку и подналадку оборудования, смазку станка, очистку от стружки и т.д. Дополнительное время определяется в процентном отношении к времени оперативному (табл. 4.1).
|
|
Таблица 4.1 |
|
Сумма основного, вспомогательного и до- |
|
|
|
Вид обработки |
Процент |
||
полнительного времени составляет штучное |
Токарная |
8 |
|
время, мин. |
Сверление |
6 |
|
Строгание |
9 |
||
ТШТ ТО ТВ Т ДОП . |
|||
Фрезерование |
7 |
||
Подготовительно-заключительное время |
|
|
|
Шлифование |
9 |
ТП-З включает следующие работы: получение задания, ознакомление с чертежом, получение материалов, инструмента,
оснастки, сдача готовых изделий, инструмента, уборка рабочего места.
24
Время затрачивается рабочим только в начале и конце обработки заданной партии деталей. При этом величина ТП-З не зависит от количества деталей в партии.
n - количество деталей в партии. Определяется по формуле
n ТП З ,
К ТШТ
где ΣТП-З – сумма подготовительно-заключительного времени по всем операциям, мин; ТШТ – сумма штучного времени по всем операциям, мин;
К – коэффициент, учитывающий потери времени на подготовительнозаключительные операции, К = 0,04...0,18. Меньшее значение коэффициента относится к крупносерийному производству, большее – к мелкосерийному.
При массовом производстве ТП-З не учитывается.
4.1. Нормирование токарных работ
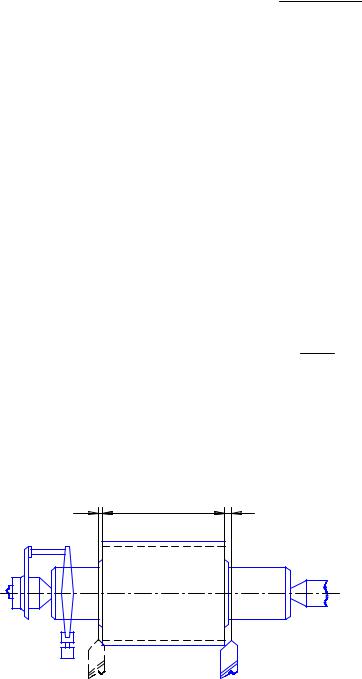
Основное время определяется для каждого перехода по формуле
L
ТО n S i ,
где L – расчетная длина обработки, мм;
n – число оборотов шпинделя (детали) в минуту; S – величина подачи резца, мм/об;
l2 |
l |
l1 |
i – число проходов резца. Расчетная длина скла-
дывается из длины обрабатываемой поверхности l, длины врезания l1 и перебе-
га l2 (рис. 4.1).
Суммарная величина врезания и перебега определяется по табл. 4.2 в зависимости от типа резца.
Рис. 4.1
25