Материал: 441
Суммарная величина врезания и перебега |
|
Таблица 4.2 |
|||||||
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
Тип резцов |
|
|
Глубина врезания, мм |
|
|
|
|||
1 |
2 |
3 |
|
4 |
|
5 |
|
6 |
|
Проходные, подрезные и |
2 |
3,5 |
5 |
|
6 |
|
7 |
|
8 |
расточные |
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
Отрезные и прорезные |
2 |
2,5 |
3 |
|
3,5 |
|
4 |
|
4,5 |
Резьбовые |
Пять – восемь шагов резьбы |
|
|
|
|
|
|||
Основное время на проточку фасок под углом 45° принимается 0,05 – 0,30 мин в зависимости от диаметра обрабатываемой детали (20 – 100 мм) и ширины фаски (1,0 - 3,0 мм).
Вспомогательное время на установку, крепление, пуск и остановку станка, снятие детали со станка вручную определяется по табл. 4.3.
Таблица 4.3
Способы установки |
|
|
Масса детали, не более, кг |
|
|
|||
детали |
0,5 |
1 |
|
3 |
5 |
|
8 |
12 |
В центрах: |
|
|
|
|
|
|
|
|
- с хомутиком |
- |
0,35 |
|
0,44 |
0,54 |
|
0,64 |
0,72 |
- с люнетом |
- |
0,44 |
|
0,50 |
0,64 |
|
0,78 |
0,91 |
- на гладкой оправке |
- |
0,42 |
|
0,53 |
0,67 |
|
0,79 |
0,91 |
В самоцентрирующем |
|
|
|
|
|
|
|
|
патроне: |
0,18 |
0,2 |
|
0,22 |
0,27 |
|
0,33 |
0,38 |
- без выверки |
|
|
||||||
- с выверкой |
- |
0,4 |
|
0,47 |
0,56 |
|
0,63 |
0,70 |
- в патроне с люнетом |
- |
0,4 |
|
0,41 |
0,53 |
|
0,6 |
0,67 |
Вспомогательное время, связанное с проходом (установка оборотов и подач, включение и выключение оборотов шпинделя и механизма подач, взятие пробных стружек, обмер деталей, подвод и отвод резца, поворот резцедержателей, перемещение и крепление задней бабки) определяется по табл. 4.4.
|
|
|
Таблица 4.4 |
|
|
|
|
|
|
Операция (переход) |
Высота центров, мм |
|||
|
150 |
200 |
|
300 |
1 |
2 |
3 |
|
4 |
Обточка или расточка по 8-9 квалитетам точности |
0,7 |
0,8 |
|
1,0 |
Обточка или расточка по 11-12 квалитетам точности |
0,4 |
0,5 |
|
0,7 |
Обточка или расточка на последующие проходы |
0,1 |
0,2 |
|
0,3 |
26 |
|
|
|
|

Окончание табл. 4.4
1 |
2 |
3 |
4 |
Подрезка или отрезка |
0,1 |
0,2 |
0,2 |
Снятие фасок, радиусов, галтелей |
0,06 |
0,07 |
0,08 |
Нарезание резьбы резцом |
0,03 |
0,04 |
0,06 |
Сверление и центровка |
0,5 |
0,6 |
0,9 |
Дополнительное время определяется по табл. 4.1 Подготовительно-заключительное время ТП-З без использования специ-
альных приспособлений при обработке одним режущим инструментом составляет 7–10 мин.
4.2. Нормирование фрезерных работ
Основное время рассчитывается по формуле
L
ТО n SО i ,
где L – длина пути фрезы в направлении подачи, мм; n – число оборотов фрезы в минуту;
SО – подача на один оборот фрезы, мм/об; i – число проходов.
L l l1 l2 ,
где l – длина обрабатываемой поверхности, мм; l1 – длина врезания фрезы, мм;
l2 – длина вывода фрезы, мм.
Величина врезания и вывода фрезы зависит от диаметра фрезы и глубины резания и определяется по табл. 4.5.
|
|
|
|
|
|
|
|
Таблица 4.5 |
|
|
|
|
|
|
|
|
|
|
|
Глубина резания, |
|
|
Диаметр фрезы, мм |
|
|
|
|||
мм |
|
|
|
|
|
|
|
|
|
50 |
60 |
75 |
90 |
110 |
|
130 |
|
150 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Величина врезания фрезы, мм |
|
|
|
|||
1,0 |
7,0 |
7,7 |
8,6 |
9,4 |
10,5 |
|
11,4 |
|
12,2 |
2,0 |
9,8 |
10,8 |
12,1 |
13,3 |
14,7 |
|
16,0 |
|
17,2 |
3,0 |
11,9 |
13,1 |
14,7 |
16,2 |
17,9 |
|
19,5 |
|
21,0 |
4,0 |
13,6 |
15,0 |
16,9 |
18,6 |
20,6 |
|
22,5 |
|
24,2 |
5,0 |
15,0 |
16,6 |
18,7 |
20,6 |
22,9 |
|
25,0 |
|
26,9 |
6,0 |
16,2 |
18,2 |
20,4 |
22,5 |
25,0 |
|
27,3 |
|
29,4 |
7,0 |
17,3 |
19,3 |
21,8 |
24,1 |
26,9 |
|
29,4 |
|
31,6 |
8,0 |
18,3 |
20,4 |
23,2 |
25,6 |
28,6 |
|
31,2 |
|
33,7 |
|
|
|
Величина пробега фрезы, мм |
|
|
|
|||
|
2,1 |
2,5 |
2,6 |
3,0 |
3,1 |
|
3,5 |
|
4,0 |
|
|
|
27 |
|
|
|
|
|
|
Вспомогательное время на установку и снятие деталей в зависимости от веса и характера установки деталей приведено в табл. 4.6.
Таблица 4.6
Вспомогательное время на установку и снятие деталей
Способ установки детали на |
|
|
Масса детали не более, кг |
|
|||
станке |
1 |
3 |
|
5 |
10 |
20 |
30 |
В центрах с делительной голов- |
|
|
|
|
|
|
|
кой |
0,2 |
0,5 |
|
0,6 |
0,7 |
1,0. |
1,4 |
В самоцентрирущем патроне |
0,1 |
0,2 |
|
0,3 |
0,4 |
0,6 |
|
В тисках с простой выверкой |
0,3 |
0,6 |
|
0,7 |
0,8 |
1,0 |
|
В тисках с выверкой средней |
|
|
|
|
|
|
|
сложности |
0,4 |
0,9 |
|
1,2 |
1,5 |
2,0 |
|
На призмах |
0,6 |
1,0 |
|
1,3 |
1,6 |
2,1 |
2,4 |
На столе с простой выверкой |
0,7 |
0,9 |
|
1,2 |
1,5 |
1,8 |
2,2 |
Вспомогательное время, связанное с проходом |
Таблица 4.7 |
|
|
|
|
Условия работы |
Время на один |
|
проход, мин |
Обработка плоскостей на первый проход с одной пробной стружкой |
0,7 |
Обработка плоскостей на последующие проходы |
0,1 |
Обработка пазов на первый проход с одной пробной стружкой |
0,8 |
Дополнительное время выбирать из табл. 4.1.
Подготовительно-заключительное время выбирать из табл. 4.8.
|
Таблица 4.8 |
|
|
Установка деталей |
ТП-З, мин |
На столе с креплением |
|
болтами и планками |
24 |
В тисках |
22 |
В центрах |
28 |
В самоцентрирующем па- |
16 |
троне |
|
В приспособлении |
27 |
Установка фрезы |
2 |
28
4.3. Нормирование шлифовальных работ
При круглом наружном шлифовании методом продольной подачи основное время рассчитывается по формуле
2 L h
ТО nД S t к ,
где L - длина продольного хода стола, мм; h - припуск на сторону, мм;
nД – число оборотов обрабатываемой детали в минуту; S – продольная подача в мм на один оборот детали;
t – глубина резания, мм (поперечная подача в мм на двойной ход);
К – поправочный коэффициент зачистных ходов. Для чернового шлифова-
ния К =1,2 + 1,4, для чистового К =1,3 +1,7.
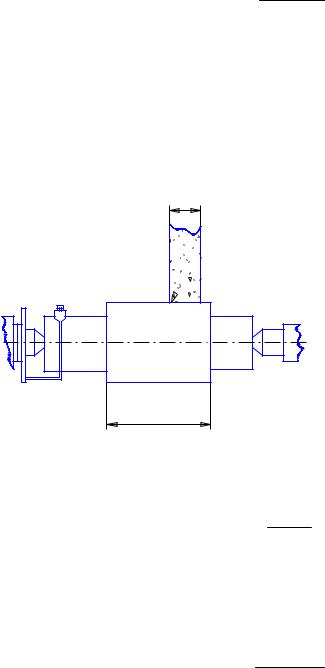
|
Вк |
В |
случае |
шлифования |
с |
|
выходом круга в обе стороны |
||||
|
|
||||
|
|
L= l + ВК (l–длина шлифуемой |
|||
|
|
поверхности, ВК – ширина кру- |
|||
|
|
га), при выходе круга в одну |
|||
|
|
сторону L=l+0,5ВК, при шли- |
|||
|
|
фовании без выхода круга L= |
|||
|
|
l-ВК (рис. 4.2). Если поперечная |
|||
|
|
подача происходит в конце ка- |
|||
|
|
ждого |
хода, |
то вместо 2L |
в |
l |
|
формуле определения TО берут |
|||
Рис. 4.2 |
|
величину L. |
|
|
|
|
По приведенной формуле |
||||
|
|
||||
можно определить основное время и при круглом внутреннем шлифова- |
|||||
нии. При круглом шлифовании методом врезания |
|
|
|
||
h
ТО nД t К .
Поправочный коэффициент К принимают равным 1,2–1,3.
При плоском шлифовании периферией круга на станках с прямоугольным столом
Hh
ТО nМ t S К ,
где Н – расчетная ширина шлифования, Н b ВК 5, мм; b – ширина шлифования, мм;
ВК – ширина круга, мм;
nМ – число двойных ходов в минуту,
29
nМ |
|
1000 V |
; |
L l 20 (мм); |
|
||||
|
|
2 L |
|
|
V – скорость продольного хода стола, м/мин; l - длина шлифования, мм;
t – глубина резания, равная вертикальной подаче, мм; S – поперечная подача на двойной ход, мм.
Таблица 4.9
Вспомогательное время на установку и снятие детали, мин
Способ установки и крепления |
|
|
Масса детали, не более, кг |
|
|
|||
детали |
1 |
3 |
5 |
10 |
18 |
30 |
50 |
80 |
В центрах |
0,2 |
0,4 |
0,5 |
0,6 |
1,0 |
2,2 |
2,8 |
3,2 |
|
|
|
|
|
|
|
|
|
В трехкулачковом патроне |
0,4 |
0,6 |
0,8 |
1,0 |
1,5 |
2,5 |
3,2 |
4,0 |
В центрах с люнетом |
0,5 |
0,7 |
0,8 |
0,9 |
1,2 |
2,4 |
3,0 |
3,6 |
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 4.10 |
Вспомогательное время, связанное с проходом |
|
||
|
|
|
|
Шлифование |
Высота центров, не более, мм |
|
|
200 |
|
300 |
|
|
Время на один проход, мин |
|
|
Первой поверхности на од- |
|
|
|
ной детали |
1,00 |
|
1,20 |
Последующих поверхностей |
|
|
|
на одной детали |
0,55 |
|
0,70 |
На каждый последующий |
0,04 |
|
0,05 |
проход |
|
|
|
Дополнительное время ТДОП выбирать из табл. 4.1
|
|
|
Таблица 4.11 |
Подготовительно-заключительное время, мин |
|
||
|
|
|
|
Способ установки детали |
Высота центров, не более, мм |
||
200 |
|
300 |
|
|
|
||
В центрах |
7 |
|
8 |
В трехкулачковом патроне |
10 |
|
11 |
В центрах с люнетом |
12 |
|
14 |
Примечание. При смене шлифовального круга на станках с высотой центров до 200 мм добавлять 8 минут, до 300 мм – 9 минут.
30