Материал: 34-1
|
партиями р или |
16 |
(р = |
|
|
осуществляется |
поштучно |
1). |
Длительность |
||
технологического |
цикла Т п.п будет |
соответственно |
меньше, чем при |
||
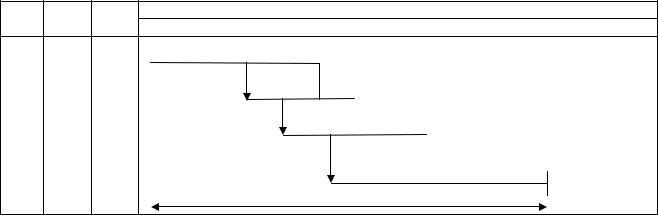
последовательном виде движения, на величину совмещения операционных циклов. В отличие от параллельного вида движения здесь происходит лишь частичное совмещение во времени выполнения смежных операций (рис. 3.2).
Впрактике существует два вида сочетания смежных операций во
времени:
−время выполнения последующей операции больше времени выполнения предыдущей операции;
−время выполнения последующей операции меньше времени выполнения предыдущей операции.
Впервом случае представляется возможность применять параллельный вид движения деталей и полностью загрузить рабочие места.
Во втором случае приемлем параллельно-последовательный вид движения с максимально возможным совмещением во времени выполнения обеих операций. Максимально совмещенные операции при этом отличаются друг от друга на время изготовления последней детали (или последней
операционной партии) на последующей операции.
|
|
m |
t |
i |
m−1 |
tkpi |
|
|
|
|
ТЦПП = n∑ |
|
−(n − p)∑ |
|
, |
(3.3) |
|
|
|
Ci |
Cnpi |
|||||
|
|
i =1 |
i =1 |
|
|
|||
m−1 |
tkpi |
|
|
|
|
|
|
|
где ∑ |
– сумма продолжительности всех смежных |
|
||||||
Cnpi |
|
|||||||
i =1 |
|
|
|
|
|
|
|
|
(корреспондирующих) операций с последовательными операционными циклами;
р – размер операционной партии, шт.
i |
ti, мин. |
Сi |
|
|
|
Длительность технологического цикла, мин |
|||||||||
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
1 |
2 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
1 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
1,5 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
2 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тц(пп)= 12,5 мин. |
|
|
|
|
|
|
|
|
|
|||
Рис. 3.2. График длительности технологического цикла при параллельнопоследовательном движении партии деталей
В данном примере: Тц(посл) =3 (2 +1+1.5 +2)−2 (1+1+1,5) =12,5 мин.
17
Достоинства этого метода: отсутствие простоев в работе оборудования и рабочих; значительное сокращение продолжительности технологического цикла по сравнению с последовательным видом движения.
Недостатки этого способа заключаются в том, что происходит дробление обработочных партий деталей на передаточные, а это усложняет планирование, учет и контроль.
Данный вид движения широко используется в среднесерийном и крупносерийном производствах при обработке деталей большой трудоемкости.
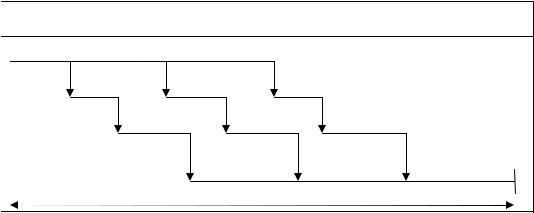
Параллельный вид движения характеризуется передачей деталей (изделий) на последующую операцию немедленно после выполнения предыдущей операции независимо от готовности остальной партии. Передача единиц продукции с операции на операцию осуществляется по несколько штук (передаточной или транспортной партией р, меньшей n), или по одной штуке (р = 1). Процесс происходит непрерывно, если достигнуто полное равенство или кратность выполнения операций во времени, что характерно для поточных линий (рис. 3.3).
Параллельный вид движения детали (изделий) является наиболее эффективным, но возможности его применения ограничены, так как обязательным условием такого движения является равенство или кратность продолжительности выполнения операций, о чем было сказано выше. В противном случае неизбежны потери (перерывы) в работе оборудования и рабочего.
|
|
|
|
|
|
ТЦПАР = (n − p)tMAX + p∑t |
, |
(3.4) |
|||||
|
|
|
|
|
|
|
|
|
|
m |
|
|
|
|
|
|
|
|
|
|
|
|
|
i =1 C |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
i |
|
|
|
где |
tMAX – |
время выполнения операции, самой |
продолжительной в |
|||||||||
технологическом процессе (мин). |
|
|
|
|
|
|
|
||||||
|
где р – размер операционной партии (в шт.) |
|
|
|
|
||||||||
|
|
|
|
|
|
Длительность технологического цикла, мин |
|||||||
i |
ti, |
Сi |
|
|
|||||||||
|
мин |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
9 |
10 |
1 |
2 |
1 |
|
|
|
|
|
|
|
|
|
|
|
2 |
1 |
1 |
|
|
|
|
|
|
|
|
|
|
|
3 |
1,5 |
1 |
|
|
|
|
|
|
|
|
|
|
|
4 |
2 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тц(пар)=10,5 мин |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 3.3. График длительности технологического цикла при параллельном движении партии деталей
18
В данном примере: Тц(пар) = (3 −1) 2 +1 (2 +1+1.5 +2)=10.5мин Достоинства этого метода: он обеспечивает наименьшую
продолжительность технологического цикла, а также равномерную загрузку рабочих и оборудования.
Недостатки этого метода: если процесс не синхронизированный (операционные циклы не равны), то на всех операциях, кроме операции с максимальным операционным циклом, наблюдаются перерывы в работе оборудования.
Данный вид движения применяется в серийном производстве.
Практическая работа выполняется по данным индивидуального задания, приведенного в табл. 3.1.
3. Содержание практического занятия Задача 3.1
Рассчитайте длительность технологического цикла при последовательном, параллельно-последовательном и параллельном движении партии деталей, а также определите продолжительность производственного цикла в общем виде, опираясь на исходные данные. Сопоставить длительность технологических и производственных циклов простого процесса при различных видах движения партии и сделать выводы о влиянии вида движения (характера передач) на длительность технологического и производственного циклов.
Таблица 3.1
Наименование показателей |
|
|
Вариант |
|
|
|
|
1 |
2 |
|
3 |
4 |
5 |
1 |
2 |
3 |
|
4 |
5 |
6 |
Количество деталей в партии, |
300 |
320 |
|
340 |
360 |
380 |
шт. |
|
|||||
|
|
|
|
|
|
|
Размер транспортной партии, |
250 |
300 |
|
320 |
340 |
360 |
шт |
|
|||||
|
|
|
|
|
|
|
Коэффициент выполнения |
1,25 |
1,26 |
|
1,27 |
1,29 |
1,30 |
норм |
|
|||||
|
|
|
|
|
|
|
1-я операция: Норма времени, |
2/1 |
3/1 |
|
6/1 |
2,5/1 |
3/1 |
мин./кол-во рабочих мест |
|
|||||
|
|
|
|
|
|
|
2-я операция: Норма времени, |
3/1 |
0,8/1 |
|
0,6/1 |
0,4/1 |
5/1 |
мин./кол-во рабочих мест |
|
|||||
|
|
|
|
|
|
|
3-я операция: Норма времени, |
0,5/1 |
3/1 |
|
1,5/1 |
1/1 |
2,8/1 |
мин./кол-во рабочих мест |
|
|||||
|
|
|
|
|
|
|
4-я операция: Норма времени, |
0,8/1 |
1,8/1 |
|
1,6/1 |
1,4/1 |
1,8/1 |
мин./кол-во рабочих мест |
|
|||||
|
|
|
|
|
|
|
5-я операция: Норма времени, |
2,2/1 |
2,8/1 |
|
1,8/1 |
3,2/1 |
4,6/1 |
мин./кол-во рабочих мест |
|
|||||
|
|
|
|
|
|
|
19
Окончание табл. 3.1
|
1 |
2 |
3 |
4 |
5 |
6 |
|
6. |
Время вспомогательных |
1,2 |
1,3 |
1,8 |
2,0 |
2,2 |
|
операций, час |
|||||||
|
|
|
|
|
|||
7. |
Время сушки, час |
126 |
123 |
122 |
119 |
128 |
|
8. |
Технологические перерывы, |
3 |
4 |
5 |
2 |
6 |
|
час |
|||||||
|
|
|
|
|
|||
9. |
Колличество смен |
2 |
3 |
1 |
2 |
1 |
|
10. Коэффициент выполнения |
1,32 |
1,31 |
1,34 |
1,30 |
1,35 |
||
норм, проект |
|||||||
|
|
|
|
|
|||
4.Вопросы для самопроверки
1.Сформулируйте определения понятий «производственный цикл», «длительность производственного цикла», «структура производственного цикла».
2.Какие факторы влияют на длительность и структуру производственного цикла?
3.Каковы соотношения между длительностью совокупного производственного цикла, длительностью операционного периода цикла и длительностью рабочего периода цикла?
4.Назовите виды движения предметов труда в производстве и дайте краткую характеристику каждому из них.
5.Приведите расчетные формулы длительности операционного периода цикла. Чем отличается расчет длительности рабочего цикла от длительности операционного периода производственного цикла?
6.В чем заключается социально-экономическое значение сокращения длительности производственного цикла продукции?
7.Назовите направления сокращения длительности производственного цикла издательской продукции.
20
Практическое занятие № 4
Производственная программа и производственная мощность предприятия
1.Цель работы: закрепить на практике расчет объема товарной, реализованной, валовой и условно-чистой продукции предприятия, а также величину производственной мощности цеха и уровень ее использования.
2.Общие указания
Производственная программа – это обоснованный в бизнес-плане план выпуска продукции на определенный календарный период (период, квартал, месяц). Производственная программа разрабатывается предприятием самостоятельно на основе свободного спроса на продукцию, заказов потребителей и государственных заказов. Производственная программа разрабатывается в натуральных, стоимостных и трудовых показателях. Натуральные – это количественное выражение продукции (штуки тонны, метры и др.). Они позволяют определить объем и динамику однородного производства. Стоимостные показатели используются для расчета товарной, реализованной, чистой, условно-чистой продукции, валового оборота.
Объем товарной продукции включает: объем выпуска готовой продукции, принятой отделом технического контроля и сданной на склад готовой продукции.
Выручкой от реализации (реализованная продукция) – это отгруженная предприятием продукция заказчику, торговым и сбытовым организациям и оплаченная ими. Валовая продукция – вся продукция, произведенная предприятием за определенный период независимо от степени ее готовности. Товарная продукция включает стоимость продукции, которая будет произведена и подготовлена к реализации в планируемом периоде. Она включает готовую продукцию; запасные части, полуфабрикаты собственного производства и продукцию вспомогательных подразделений, поставляемую другим предприятиям или организациям; промышленные работы, выполняемые на сторону или для непромышленных хозяйств данного предприятия; капитальный ремонт и модернизацию оборудования. Товарная продукция определяется в рыночных оптовых ценах. Чистая продукция характеризует вновь созданную стоимость и представляет собой часть цены изделия, включающую заработную плату, отчисления на социальные нужды и прибыль. Условно-чистая продукция характеризует вновь созданную стоимость, но при ее расчете учитываются амортизационные отчисления. Валовой оборот – суммарная стоимость всех видов продукции предприятия независимо от того,