Материал: 34-1
|
|
|
|
|
|
|
|
|
Таблица 2.1 |
||
|
|
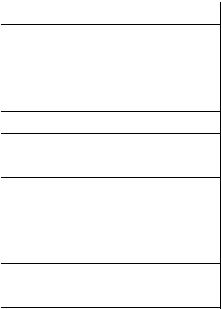
Концентрация производства по отраслям промышленности |
|
|
|
|
|||||
|
Удельный вес объема промышленной продукции, выпускаемой крупными предприятиями, |
|
|||||||||
Наименование |
|
||||||||||
|
|
|
|
|
процентов |
|
8 предприятиями |
|
|||
|
3 предприятиями |
4 предприятиями |
6 предприятиями |
|
|||||||
|
2003 |
|
2013 |
2003 |
2013 |
2003 |
2013 |
2003 |
|
2013 |
|
Электроэнергетика |
69,7 |
|
74,5 |
82,4 |
84,3 |
96,9 |
99,99 |
100 |
|
100 |
|
Топливная |
89,2 |
|
98,3 |
92,9 |
98,6 |
94,5 |
98,9 |
95,3 |
|
99,1 |
|
Черная металлургия |
89,9 |
|
90,3 |
92,7 |
92,7 |
96,6 |
96,0 |
98,3 |
|
98,1 |
|
Химическая и |
57,5 |
|
59,4 |
67,2 |
67,8 |
81,1 |
80 |
88,1 |
|
85,9 |
|
нефтехимическая |
26,4 |
|
|
|
|
|
|
|
|
|
|
Машиностроение и |
|
31,4 |
32 |
36,9 |
36,8 |
42,8 |
39,7 |
|
46,9 |
|
|
металлообработка |
20,0 |
|
|
|
|
|
|
|
|
|
|
Лесная, |
|
17,4 |
23 |
20,9 |
29,6 |
25,7 |
35,3 |
|
30,1 |
|
|
деревообрабатывающая, |
|
|
|
|
|
|
|
|
|
|
|
целлюлозно-бумажная |
16 |
|
|
|
|
|
|
|
|
|
|
Промышленность |
|
36,6 |
19,6 |
41,2 |
26,1 |
49,1 |
32 |
|
54 |
|
|
строительных |
|
|
|
|
|
|
|
|
|
|
|
материалов |
55,6 |
|
|
|
|
|
|
|
|
|
|
Стекольно- и |
|
69,6 |
65,6 |
77,4 |
77,6 |
89 |
87 |
|
94,3 |
|
|
фарфорово-фаянсовая |
21,2 |
|
|
|
|
|
|
|
|
|
|
Легкая |
|
25,3 |
25,8 |
29,1 |
34 |
36 |
40,8 |
|
41,7 |
|
|
Пищевая |
7,5 |
|
8,7 |
9,2 |
11,1 |
11,8 |
15,5 |
14,5 |
|
19,1 |
|
11
12
Задача 2.2. Определите экономическую эффективность от специализации продукции, а также изменение уровня специализации при следующих данных, представленных в табл. 2.2.
|
|
|
Таблица 2.2 |
|
|
Исходные данные |
|
|
|
|
После специализации |
|
Показатель |
До специализации |
|
1. |
Выпуск изделий в год, |
40000 |
42000 |
шт. |
|
40 |
|
2. |
Стоимость изделия, |
50 |
|
тыс. р. |
|
55,5 |
|
3. |
Цена изделия, тыс. р. |
55,5 |
|
4. |
Удельные капиталь- |
110 |
160,4 |
ные вложения, тыс. р. |
|
11,6 |
|
5. |
Транспортные |
8 |
|
расходы по доставке |
|
|
|
единицы продукции |
|
|
|
потребителю, тыс. р. |
|
1864300 |
|
6. |
Профильная продук- |
1300000 |
|
ция за год, тыс. р. |
|
|
|
Методические указания: для расчета годовой экономической эффективности от специализации производства необходимо воспользоваться формулой
Эг = S1 × Ен × К1 ×Т − S2 × Eн × K 2 + Т2 × А2 , |
(2.1) |
где S1 и S2 – стоимость изделия до и после специализации;
К1 и К2– удельные капитальные вложения до и после специализации; Т1 и Т2 – транспортные расходы по доставке единицы продукции
потребителю до и после специализации; Ен – нормативный коэффициент приведения, равный 0,12;
А2 – выпуск изделий в год после специализации.
Задача 2.3. Предприятие, имея размер выпуска 2000 тыс. шт. продукции в год с затратами на ее производство 180 000 000 тыс. р., провело мероприятие по углублению процесса специализации, в результате чего себестоимость изделия снизилась на 7 %. Одновременно в связи с изменением поставщиков повысились транспортные расходы в расчете на единицу продукции с 2000 до
2300 р.
Определите размер годовой экономии от проведенных мероприятий в предстоящем периоде при увеличении выпуска продукции на 10 %.
Задача 2.4. Объем продукции предприятия составил 850 млн р. при плане 820 млн р. Стоимость покупки полуфабрикатов и комплектующих изделий,
13
полученных в порядке кооперирования, 390 млн р. вместо 360 млн р. по плану. Определите изменение уровня кооперирования.
Задача 2.5. На предприятии проведены мероприятия по углублению подетальной специализации производства. Это позволило снизить себестоимость единицы изделия с 98 до 93,5 тыс. р., но в связи с увеличением протяженности поставок, транспортные расходы по доставке единицы готовой продукции потребителям возросли с 2 до 2,5 тыс. руб. Капитальные вложения на приобретение специализированного оборудования, расширение производства составили 990000 тыс. р. Определите годовой экономический эффект от специализации, если выпуск готовой продукции после ее проведения составит 50000 единиц.
4.Вопросы для самопроверки
1.Опишите формы общественной организации производства в лесном
хозяйстве.
2.В чем заключается концентрация, специализация, кооперация и комбинирование производства?
3.Раскройте сущность отраслевой, зональной, хозяйственной и цеховой (внутрихозяйственной) специализации.
4.В чем заключается суть предметной, детальной, технологической специализации?
5.Раскройте суть внутрихозяйственного и межотраслевого кооперирования.
6.Перечислите принципы размещения производственных сил страны.
7.Что вы понимаете под факторами размещения производства?
14
Практическое занятие № 3
Производственный цикл, его длительность и структура
1.Цель работы: закрепить на практике расчет технологического цикла при последовательном, параллельном и параллельно-последовательном движении партии деталей.
2.Общие указания
Производственный цикл – это календарный период времени, в течение которого материал, заготовка или другой обрабатываемый предмет проходит все операции производственного процесса или определенной его части и превращается в готовую продукцию. Он выражается в календарных днях или при малой трудоемкости изделия – в часах.
Продолжительность цикла изготовления партии деталей Тц.д. определяется по формуле
(3.1)
гдеtОС – продолжительность технологического цикла изготовления партии деталей в зависимости от вида движения в производстве;
tВС – продолжительность выполнения вспомогательных операций; tС – продолжительность искусственной сушки;
tТ – продолжительность перерывов по технологическим причинам;
– продолжительность пролеживания деталей у рабочих мест:
tМЕЖПОСЛ =tОС / 2; |
tМЕЖ ПАР−ПОСЛ =tOC / 4 |
|
||
tВ – продолжительность перерывов, обусловленных принятым режимом |
||||
работы: |
tВ = T (K РЕЖ |
−1), где Т – |
продолжительность всех элементов цикла, |
|
кроме сушки K РЕЖ |
определяется |
по формуле KРЕЖ =ТКЛ / ТПЛ , где ТКЛ ,ТПЛ |
– |
|
соответственно календарный и плановый фонд рабочего времени; |
|
|||
tОРГ |
– продолжительность |
перерывов обусловленных нарушениями |
в |
|
производственном процессе. Эти перерывы в расчет продолжительности цикла не принимаются.
Длительность производственного цикла в большой степени зависит от способа передачи детали (изделия) с операции на операцию. Существуют три вида движения детали (изделий) в процессе их изготовления:
−последовательный;
−параллельный;
−параллельно-последовательный.
15
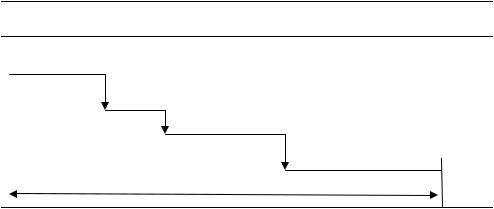
При последовательном виде движения каждая последующая операция начинается только после окончания обработки всей партии деталей на предыдущей операции (рис. 3.1).
|
|
|
|
|
|
|
|
|
m |
t |
|
|
|
|
|
|
|
|
|
|
|
|
|
ТЦПОСЛ =n∑i=1 |
i |
|
|
(3.2) |
|||
|
|
|
|
|
|
|
|
C |
|
|
|||||
|
|
|
|
|
|
|
|
|
|
i |
|
|
|
|
|
где |
|
TT – продолжительность технологического цикла, мин; |
|||||||||||||
n – обработочная партия, |
|
|
|
|
|
|
|
|
|||||||
tштi – норма времени i-ой операции, мин; |
|
|
|
|
|
|
|||||||||
Ci |
– количество параллельно работающих рабочих мест. |
||||||||||||||
|
|
|
|
|
|
|
Длительность технологического цикла, мин |
|
|
||||||
i |
|
ti, |
Сi |
|
|
|
|||||||||
|
мин |
|
1 |
2 3 |
4 |
5 6 7 |
8 9 10 11 |
12 13 14 15 |
16 |
17 |
18 19 20 |
|
|
||
1 |
|
2 |
1 |
|
3*2=6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
2 |
|
1 |
1 |
|
|
|
|
3*1=3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
3*1,5 =4,5 |
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
1,5 |
1 |
|
|
|
|
|
|
|
|
3*2=6 |
|
|
|
4 |
|
2 |
1 |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
Тц(посл)= 19,5 мин. |
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 3.1. График длительности технологического цикла при последовательном движении партии деталей
В данном примере: Тц(посл) =3 (2 +1+1.5 +2)=19.5 мин.
Достоинства этого метода: отсутствие перерывов в работе оборудования и рабочего на каждой операции; возможность их высокой загрузки в течение смены; простота организации.
Недостатки этого метода: детали пролеживают длительное время изза перерывов партионности, следствием чего является создание большого объема незавершенного производства; из-за отсутствия параллельности в обработке деталей продолжительность технологического цикла наибольшая.
Последовательный вид движения применяется, как правило, в единичном и мелкосерийном производствах.
Параллельно-последовательный вид движения, при котором следующая операция начинается ранее, чем наступает полное окончание обработки всей партии на предыдущей операции, и осуществляется без перерывов в изготовлении партии деталей на каждом рабочем месте. При этом происходит частичное совмещение времени выполнения смежных операционных циклов. Передача предметов труда с операции на операцию