Материал: 2478
ТЕХНОЛОГИИ СТРОИТЕЛЬСТВА
энергии струи по всему ее поперечному сечению. Иногда это необходимо при обработке внутренних и других труднодоступных поверхностей.
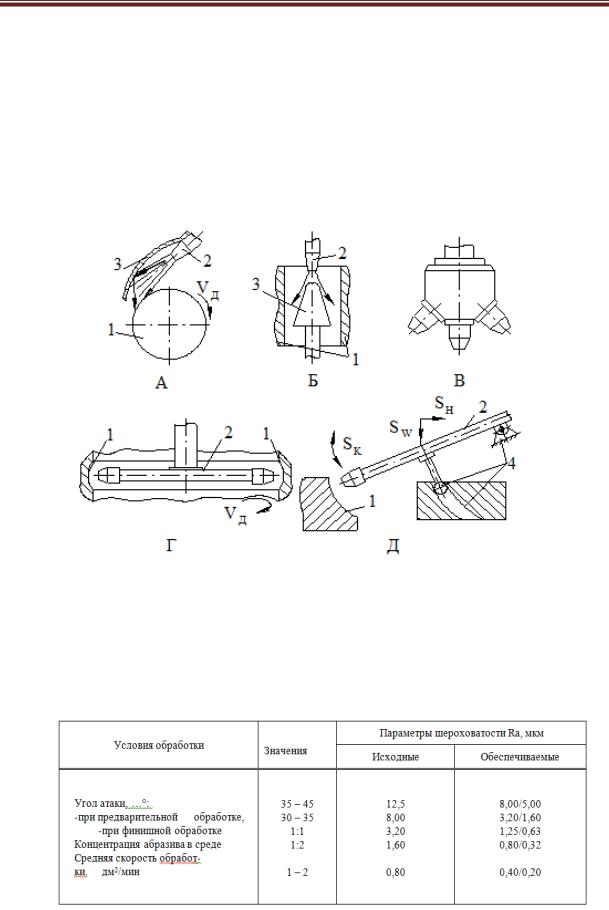
При обработке поверхностей значительных размеров применяют многосопловые струйные аппараты (рис. 7 В, Г).
Одной из трудностей струйной обработки сложных поверхностей деталей является обеспечение постоянства угла атаки и расстояния от выходного сечения сопла до обрабатываемого участка поверхности на протяжении всего цикла обработки поверхности. Для решения указанных задач применяют копировальные устройства разной конструкции, обеспечивающие необходимую ориентацию выходного сечения сопла относительно обрабатываемой поверхности. Схема одного из таких устройств приведена на рисунке 7 Д.
Рис. 7. Схема применения технологической оснастки для абразивно-стуйной обработки А, Б – обработка с применением экранов для изменения потока струи; В – трехсопловый струйный
аппарат; Г – двухсопловый струйный аппарат для обработки внутренних поверхностей; Д – копировальнорычажное устройство для обработки сложных поверхностей; 1 – обрабатываемая поверхность; 2 – струйный аппарат; 3 – экран; 4 – копировально-рычажное устройство.
Пример назначения условий обработки деталей из стали 40Х приведен в таблице 1.
Таблица 1 – Условия обработки деталей из стали 40Х
|
|
Техника и технологии строительства, № 3(7), 2016 |
ttp://ttc.sibadi.org/ |

ТЕХНОЛОГИИ СТРОИТЕЛЬСТВА
Заключение
Технологическая система струйно-абразивной обработки позволяет в автоматизированном режиме, с регулировочными параметрами и выходными характеристиками, выполнять обработку поверхностей деталей с широким диапазоном геометрической сложности. Регулированием состава рабочей среды режим обработки можно обеспечить необходимые характеристики качества обработанных поверхностей деталей в широком диапазоне их физикомеханических свойств.
Библиографический список
1.Поверхностное упрочнение детали. Выбор метода поверхностного упрочнения [Электронный ресурс]. – Режим доступа: http://5fan.ru/wievjob.php?id=46506.
2.ГОСТ 18296–72 «Обработка поверхностным пластическим деформированием». Термины и определения. – М: Государственный стандарт союза ССР, 1972 . – 13 с.
3.Вивденко, Ю.Н. Технологические системы производства деталей наукоемкой техники : учеб. справ. пособие / Ю.Н. Вивденко . – Омск : Изд-во ОмГТУ, 2004 . – 520 с.
4. |
Вивденко, Ю.Н. |
Автоматизированная доводка |
прецизионных |
деталей: |
учеб. |
пособие / |
Ю.Н. Вивденко, Г.И. Кравченко. – Омск: ОмГТУ, 2002. – 96 |
с. |
|
|
|
||
5. |
Вивденко, Ю.Н. Управление ресурсами трибосистем. Военная техника, вооружение и технологии |
|||||
двойного применения в |
ХХI веке: II Международный |
технологический |
конгресс |
/ Ю.Н. |
Вивденко, |
|
Н.Г. Макаренко, А.С. Резин. – Омск: изд-во ОмГТУ, 2003, – С. 106-107. |
|
|
|
|||
AUTOMATION OF TECHNOLOGICAL PROCESSES CHIP MACHINING PARTS GEOMETRICALLY
COMPLEX SURFACES
A.V. Volosatov
Abstract: This article discusses a number of difficulties and dimensional finishing machining parts is geometrically complex surfaces and provides solutions in this area, aimed at improving processes based on abrasive blasting.
Keywords: abrasive blast treatment, parts with complex surface, automation, process, surface roughness, automation.
Волосатов Антон Викторович (Россия, г. Омск) – студент кафедры «Автомобили, конструкционные материалы и технологии» ФГБОУ ВО «СибАДИ» (644080, г. Омск, пр. Мира, д.5).
Volosatov Anton Viktorovich ((Russian Federation, Omsk) – the student The Siberian state automobile and highway academy (SibADI) (644080, Omsk, Mira Ave., 5).
УДК 621.77.09
ОБЕСПЕЧЕНИЕ ТРЕБОВАНИЙ РЕСУРСА МАШИН ДЕФОРМАЦИОННЫМ УПРОЧНЕНИЕМ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
И.П. Денисов
ФГБОУ ВО «СибАДИ», Россия, г. Омск
Аннотация. В работе приводится обзор методов упрочнения деталей методами поверхностного пластического деформирования; рассмотрены основные параметры и дано обоснование выбора метода поверхностного пластического деформирования обкатыванием и раскатыванием. Процесс ППД осуществляется без снятия стружки путем деформирования микронеровностей и глубинных прилегающих к поверхности слоев материала. В результате происходит значительное снижение шероховатости, упрочнение поверхностного слоя, в нем возникают остаточные напряжения сжатия. Приведены результаты последних исследований в области применения ППД и оценены перспективы внедрения данных способов обработки в промышленное производство.
|
|
Техника и технологии строительства, № 3(7), 2016 |
ttp://ttc.sibadi.org/ |

ТЕХНОЛОГИИ СТРОИТЕЛЬСТВА
Ключевые слова: деталь, поверхностное упрочнение, пластическое деформирование, обкатывание, раскатывание.
Введение
Повышение эксплуатационных характеристик машин во многом связано с состоянием контактных поверхностей и материала поверхностного слоя деталей. Одним из эффективных направлений улучшения работоспособности деталей является упрочнение материала поверхностного слоя деталей деформационным упрочнением [1].
Методы упрочнения можно подразделить на основные виды, направленные на образование пленки на поверхности, изменение химического состава поверхностного слоя, изменение структуры поверхностного слоя, изменение энергетического запаса поверхностного слоя, регулирование микрогеометрии поверхности и наклепом, формированием заданной структуры по всему объему материала.
Особое значение имеют методы поверхностного пластического деформирования (ППД). Поверхностное пластическое деформирование (ППД) – это обработка, при которой пластически деформируют только поверхностный слой детали [2]. Результатом ППД является упрочнение материала поверхностного слоя, снижение характеристик шероховатости обрабатываемых поверхностей и, во многих случаях, формирование в поверхностном слое благоприятных снижающих остаточных напряжений.
Особенности технологических систем упрочнения разными методами ППД
Обработка, основанная на пластическом деформировании тонкого поверхностного слоя, имеет по сравнению с обработкой точением, шлифованием, полированием, по сравнению с другими процессами технологического воздействия на поверхность и поверхностный слой деталей упрочнение ППД имеет ряд преимуществ, в том числе [3]:
1)сохраняется целость волокон металла и образуется мелкозернистая структура-текстура в поверхностном слое;
2)отсутствует шаржирование обрабатываемой поверхности частицами шлифовальных кругов, полировочных паст;
3)отсутствуют термические дефекты;
4)стабильны процессы обработки, обеспечивающие стабильное качество поверхности;
5)можно достигать минимального параметра шероховатости поверхности (Ra = 0,1 ... 0,05 мкм и менее) как на термически необработанных сталях, цветных сплавах, так и на высокопрочных материалах, сохраняя исходную форму заготовок;
6)можно уменьшить шероховатость поверхности в несколько раз за один рабочий ход;
7)создается благоприятная форма микронеровностей с большей долей опорной площади;
8)можно образовывать регулярные микрорельефы с заданной площадью углублений для задержания смазочного материала;
9)плавно и стабильно повышается микротвердость поверхности.
Указанные и другие преимущества методов ППД обеспечивают повышение износостойкости, сопротивления усталости, контактной выносливости и других эксплуатационных свойств обрабатываемых деталей на 20-50 %, а в некоторых случаях – в 2-3 раза (при условии выбора в каждом конкретном случае наиболее рационального метода и назначения оптимальных режимов обработки).
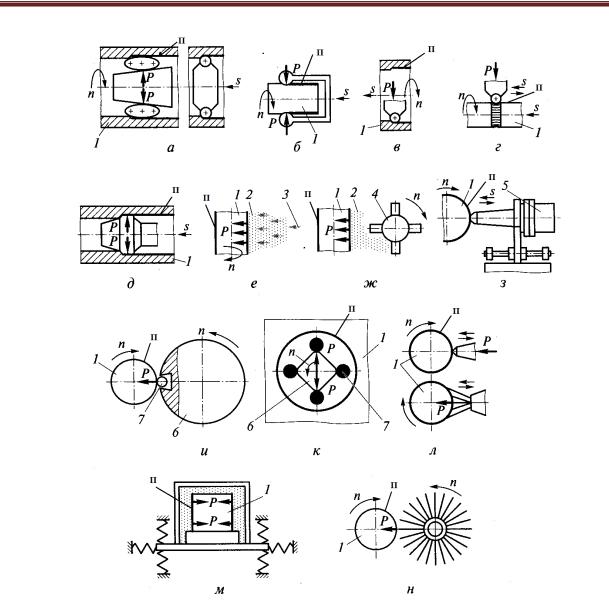
Наряду с обеспечением высокого качества поверхности и поверхностного слоя ППД во многих случаях позволяет механизировать ручной труд и повысить производительность на окончательных операциях за счет применения упрочняющих технологических систем [4]. Отдельные схемы упрочнения ППД приведены на рисунке 1.
|
|
Техника и технологии строительства, № 3(7), 2016 |
ttp://ttc.sibadi.org/ |
ТЕХНОЛОГИИ СТРОИТЕЛЬСТВА
Рис.1. Схема основных способов поверхностного пластического деформирования: а, б – упрочняющее раскатывание и обкатывание; в – выглаживание; г – вибрационное накатывание и выглаживание;
д– поверхностное дорнование; е – дробеструйная обработка; ж – дробеметная обработка;
з– ультразвуковая обработка; и – центробежная обработка; к – ударное раскатывание; л – упрочняющая чеканка; м – вибрационная ударная обработка; н – обработка механической щеткой. 1 – заготовка; 2 – дробь; 3 – струя газа и (или) жидкости; 4 –дробемет; 5 – ультразвуковой генератор; 6 – опора;
7 – ролики; n – вращение заготовки и (или) инструмента; s – перемещение заготовки и (или) инструмента; P – усилие деформирования; → – направление разного вида движений; П – упрочняемая поверхность
Обкатывание и раскатывание шаровым инструментом
Отдельного внимания заслуживают процессы упрочнения ППД обкатывание и раскатывание шаровым инструментом.
Механизм взаимодействия шарового инструмента и обрабатываемой поверхности связан с пластической деформацией поверхностного материала в процессе относительного перемещения инструмента и детали. При этом под действием давления со стороны инструмента происходит повышение твердости материала поверхностного слоя и снижение шероховатости обработанной поверхности по сравнению с исходной.
Характеристики качества обработанной поверхности и поверхностного слоя в процессе обработки определяют следующие условия взаимодействия инструмента и детали: площадь контакта инструмента и детали, величина силы и давления со стороны инструмента, размеры и форма рабочей части инструмента, величины скорости и подачи в процессе обработки [5].
|
|
Техника и технологии строительства, № 3(7), 2016 |
ttp://ttc.sibadi.org/ |
ТЕХНОЛОГИИ СТРОИТЕЛЬСТВА
Пятно контакта шарового инструмента с поверхностью плоского тела представляет собой поверхность, ограниченную окружностью, когда нет относительного перемещения инструмента и этого тела. Диаметр этой окружности зависит от глубины внедрения инструмента в поверхностный слой тела.
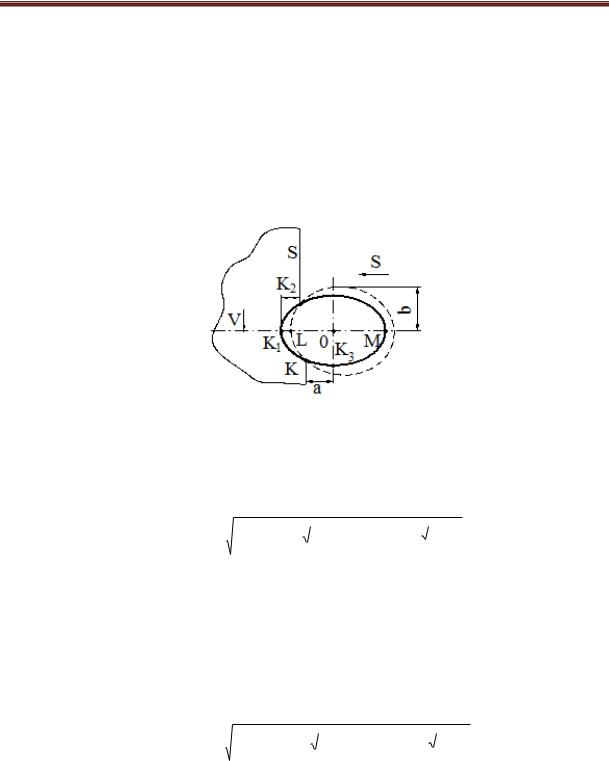
Пятно контакта шарового инструмента с неподвижным телом цилиндрической формы, как показано на рисунке 2, представляет собой поверхность, ограниченную эллипсом с полуосями a и b.
Процесс обкатывания, проходящий при скорости V и подаче S, приводит к искажению этой поверхности, ограниченной эллипсом. На рисунке 2 необработанная поверхность детали расположена слева от линии КК1К2. Обработанная поверхность находится справа от этой линии. Во время обкатывания перед поверхностью инструмента формируется волна деформированного металла, ограниченная объемом КК1КL.
Рис.2. Схема для определения площади контакта сферического инструмента с движущимся цилиндрическим телом
С учетом изложенного передняя часть площади контакта описана линией КК1К2, которая близка к указанному выше эллипсу. Остальная часть этой площади ограничена линией КК3МК2. При этом участки КК3, К3М, МК3 являются кривыми, близкими к участкам эллипсов. Площадь контакта в процессе обкатывания может быть определена по формуле (1).
|
|
8 |
|
|
|
R Д |
|
|
|
1 |
|
|
|
|
|
|
|
|
|
h w w w |
|
|
|
||||||
F k |
|
|
R |
Ш |
|
|
|
|
|
w h |
|
|||
3 |
R Д R Ш |
4 |
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
, |
(1) |
|||
где R Д и R Ш – |
радиус |
|
сферической |
поверхности инструмента и радиус |
детали; |
|||||||||
h – величина остаточной деформации материала поверхностного слоя, определяемая экспериментально; w – суммарная величина упругих деформаций инструмента и детали в зоне их контакта, определяемая по формулам теории упругости.
Знак «+» в знаменателе выражения под первым корнем соответствует случаю обработки наружных цилиндрических поверхностей; знак «–» – внутренних поверхностей. При обкатывании деталей из разных сталей шаровым инструментом на рекомендуемых режимах при давлении 1000-2500 МПа площадь контакта Fk = 0,3-1,1 мм2.
При обкатке роликом с профилем образующей радиусом R площадь контакта определяется формулой (2).
|
8 |
|
|
|
R Д R Р R |
|
|
|
1 |
|
|
|
|
|
|
|
|
h w w w |
|
|
|
||||||
F k |
|
R |
Ш |
|
|
|
|
|
w h |
|
|||
3 |
R Д R Р |
4 |
|
||||||||||
|
|
|
|
|
|
|
|
|
|
(2) |
|||
Схема сил при обкатывании приведена на рисунке 3.
Значения h, w, Fk и давления p при обкатывании с силой Ру инструментом с шариком диаметром 5 мм из закаленной стали цилиндрического образца, имеющей твердость HRC 57-60, приведены в таблице 1.
Формирование микропрофиля обработанной поверхности при обкатывании сопровождается более сложными явлениями, чем копирование формы рабочего инструмента, как это происходит при точении резцом.
|
|
Техника и технологии строительства, № 3(7), 2016 |
ttp://ttc.sibadi.org/ |