Материал: 2478
СТРОИТЕЛЬНАЯ ТЕХНИКА
REVIEW OF METHODS OF OPERATIONAL PLANNING AND METHODS OF CARGO FULL SEND
M.E. Agapov
Abstract. The article highlights the requirements to the trenches and chain trenchers, which allows to obtain the desired geometric shape of the trench to meet the requirements of building codes. This article contains the results of theoretical studies of the working body of the control unit of the chain trencher transverse plane. In the article the mathematical model hydrodistributor trencher. The dependences flow areas of the control signal.
Keywords: excavator, mathematical model, the hydrodistributor, chain trenchers.
Агапов Максим Евгеньевич (Россия, г. Омск) – преподаватель кафедры «Механика» ФГБОУ ВО
«СибАДИ» (644080, г. Омск, пр. Мира, 5, e-mail: maksim.agapov@inbox.ru)/
Agapov Maksim Evgen'evich (Russian Federation, Omsk) – is the teacher department of «Mechanics», The Siberian State Automobile and Highway academy (644080, Omsk, Mira Ave., 5, e-mail: maksim.agapov@inbox.ru)/
УДК 621.791.925
ГАЗОТЕРМИЧЕСКОЕ НАПЫЛЕНИЕ В ТЕХНОЛОГИЯХ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
Д.С. Иванов
ФГБОУ ВО «СибАДИ», Россия, г. Омск
Аннотация. В данной работе произведен обзор методов газотермического напыления на поверхности деталей; приведены особенности восстановления деталей с применением процесса плазменного напыления при формировании многоуровнего поверхностоного слоя деталей; установлены зависимости, позволяющие оценить нанесенный восстановительный слой. Приведенные решения иллюстрируют эффективность восстановления эксплуатационных свойств машин.
Ключевые слова: детали машин, восстановление, поверхностный слой, технологический процесс, плазменное напыление, эксплуатационные свойства.
Введение
В течение полной продолжительности эксплуатации транспортных машин и технологических комплексов они многократно проходят ремонтные циклы, включая капитальные ремонты. Трудоемкость и себестоимость объемов ремонтных работ часто соизмерима со стоимостью машины.
Pадачи газотермического напыления и его этапы при восстановлении деталей
К числу основных задач ремонтных производств относится разработка ремонтных технологий, отвечающих требованиям минимальной себестоимости работ, и обеспечение требований работоспособности машин, соизмеримых с новыми объектами.
Установлено, что изнашивание деталей сопровождается отклонениями характеристик поверхностей и поверхностного слоя, значения которых приведены в таблице 1.
Таблица 1 – Наибольшие значения характеристик поверхности и поверхностного слоя, формируемые при изготовлении, восстановлении и эксплуатации деталей
|
Условия |
Характеристики поверхности |
Плунжеры гидросистем |
|
|
Заслонки |
|
|
|
Валы, оси |
запорной |
|
|||||
|
формирования |
и поверхностного слоя |
технологических машин |
|
||||
|
|
|
арматуры |
|
||||
|
|
|
|
|
|
|
|
|
|
|
Общая |
глубина залегания |
0,03…0,05 |
0,08…0,10 |
0,12…0,15 |
|
|
|
|
остаточных напряжений, мм |
|
|||||
|
Изготовление, |
|
|
|
|
|
||
|
Толщина слоя с |
|
|
|
|
|
||
|
восстановление |
|
|
|
|
|
||
|
деформационным |
0,04…0,06 |
0,10…0,15 |
0,13…0,17 |
|
|||
|
|
|
||||||
|
|
упрочнением, мм |
|
|
|
|
|
|
|
|
Глубина дефектов слоя, мм |
0,003…0,01 |
0,01…0,03 |
0,10…0,15 |
|
||
|
Эксплуатация |
Размер неровностей, мм |
0,003…0,005 |
0,03…0,05 |
0,15…0,20 |
|
||
|
|
|
|
|
|
|
|
|
|
Размер |
слоя, потерянного |
0,003…0,006 |
0,03…0,07 |
0,15…0,30 |
|
||
|
|
|
||||||
|
|
при изнашивании, мм |
|
|||||
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Техника и технологии строительства, № 3(7), 2016 |
http://ttc.sibadi.org/ |
|||||||
СТРОИТЕЛЬНАЯ ТЕХНИКА
При проектировании технологического процесса восстановления деталей предложено учитывать, что поверхностный слой деталей на этапах его формирования следует считать многоуровневым [1]. Отдельные параметры этого слоя даны в таблице 2.
Таблица 2 – Параметры поверхностей и поверхностного слоя деталей при многократном нанесении и снятии материала
Наименование характеристик, поверхностей и поверхностного слоя деталей |
Обозначение |
|
|
|
|
Номинальный радиус детали после восстановления |
r |
|
|
|
|
Расчетный радиус изношенной детали |
rи |
|
|
|
|
Расчетный радиус детали после удаления дефектного изношенного |
r1 |
|
поверхностного слоя |
||
|
||
Расчетный радиус детали после подготовки поверхности под нанесение |
r / |
|
восстановительного слоя |
1 |
|
|
||
|
|
|
Расчетный радиус детали после нанесения основной части |
rc |
|
восстановительного слоя |
||
|
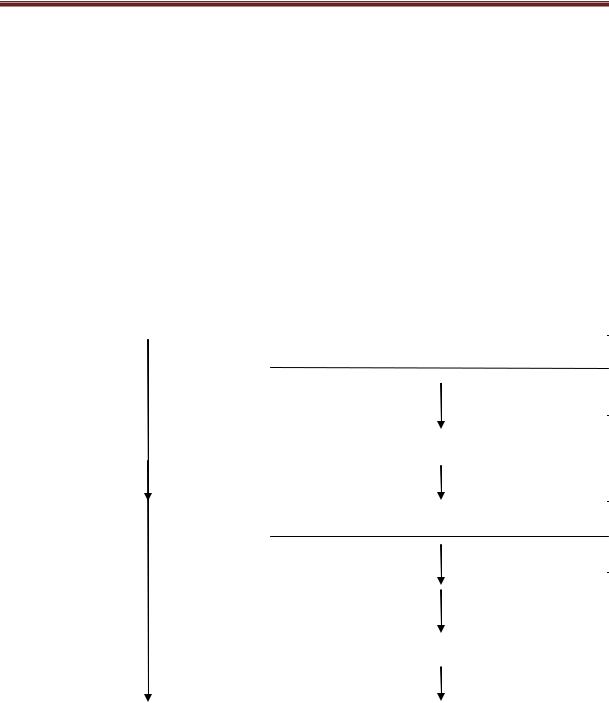
Этапы и отдельные ключевые операции технологического процесса приведены на рисунке 1.
1 |
|
|
|
1.1 |
|
Удаление поверхностного слоя с дефектами, |
|
Подготовка поверхности |
|
|
|
выравнивание поверхности |
|
|
|
|
|
|
||
|
|
1.2 |
|
Создание оптимальных условий для нанесения |
||
|
под нанесение |
|
|
|||
|
восстановительного слоя |
|
материала восстановительного слоя: шероховатости, |
|||
|
|
|
|
|
|
обезжиривания и др. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
Нанесение подслоя для улучшения сцепления |
|
|
|
материала детали и основной части восстановительного |
||||
|
|
|
|
|
|
слоя |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
3.1 |
|
Нанесение основной части |
|
Нанесение |
|
|
|
восстановительного слоя |
|
|
восстановительного слоя |
|
3.2 |
|
Термическая обработка |
|
|
|
|
|
|
|
нанесенного восстановительного слоя |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
Размерная обработка детали с нанесенным |
|
|
|
|
|
|
восстановительным слоем |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
5 |
|
|
Модификация материала поверхностного слоя, |
|
|
|
|
|
|
|
нанесение защитных покрытий |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
Размерная и отделочная обработка под требуемый размер и |
|||||
|
шероховатость поверхности |
|||||
|
|
|
|
|
|
|
Рис. 1. Схема формирования многоуровневого поверхностного слоя при многократном нанесении, снятии этого слоя и других видах технологического воздействия
Анализ номенклатуры изношенных деталей показал, что значительный объем операций нанесения восстановительного слоя может быть выполнен с использованием процессов сварки и газотермического напыления. Эти процессы могут быть использованы как раздельно, так и в сочетании. Возможности и отдельные характеристики приведены в таблице 3.
|
|
Техника и технологии строительства, № 3(7), 2016 |
http://ttc.sibadi.org/ |

СТРОИТЕЛЬНАЯ ТЕХНИКА
Таблица 3 – Технологические возможности процессов газотермического напыления
Метод |
|
Минимальные |
|
Толщина наносимого |
||
|
|
слоя, мм* |
||||
напыления, вид |
Источник тепла и |
значения |
Пористость, |
|||
|
|
|||||
напыляемого |
газовой среды |
сцепления, |
% |
Минималь |
Максималь |
|
материала |
|
МПа |
|
ная |
ная** |
|
|
|
|
|
|
|
|
Газопламенный, |
Пламя: |
|
|
|
|
|
проволока |
кислород+ацетилен, |
10…15 |
5…20 |
0,2…0,3 |
0,3…1,0 |
|
|
кислород+пропан |
|
|
|
|
|
Газопламенный, |
Пламя: |
|
|
|
|
|
порошок |
кислород+ацетилен, |
8…10 |
10…20 |
0,1…0,2 |
0,2…0,8 |
|
|
кислород+водород, |
|
|
|
|
|
|
кислород+пропан |
|
|
|
|
|
Дуговой, |
Электрическая |
10…15 |
5…15 |
0,2…0,3 |
0,3…3,0 |
|
проволока |
дуга |
|
|
|
|
|
Плазменный, |
Плазменная |
|
|
|
|
|
Порошок |
струя: зот+кислород, |
15…20 |
3…10 |
0,1…0,2 |
0,2…0,8 |
|
|
аргон+водород. |
|
|
|
|
|
Детонационный, |
Энергия взрыва: |
|
|
|
|
|
порошок |
кислород+ацетилен |
20…25 |
1…3 |
0,05…0,1 |
0,1…0,3 |
|
Примечание: * – значения соответствуют однослойному покрытию; ** – значения толщины слоя ограничено экономической целесообразностью.
Большинство основных преимуществ нанесения поверхностного слоя газотермическим напылением относятся именно к плазменному напылению.
В настоящее время одним из перспективных направлений повышения износостойкости и восстановления параметров работоспособности высоконагруженных деталей транспортных машин и технологических комплексов является применение газотермического напыления на рабочие поверхности.
Так, наиболее характерными дефектами коленчатых валов ДВС, валов КПП и других валов трансмиссии при ремонте являются износ коренных и (или) шатунных шеек, обусловленный высокими удельными поверхностными нагрузками, а также трещины усталостного характера вследствие знакопеременных и циклических нагрузок, воздействующих на деталь. Восстановление валов является трудоемким процессом, так как к качеству и геометрическим параметрам их рабочих поверхностей предъявляются высокие требования. Наиболее перспективным направлением восстановления валов ДВС и трансмиссии автомобилей, является нанесение на изношенные поверхности покрытий с заданными свойствами.
Возможности методов газотермического напыления
Выполнено исследование возможностей методов газотермического напыления на поверхность деталей машин для решения приведенных задач. Установлено, что процессы нанесения покрытий напылением имеют ряд преимуществ при формировании поверхностного слоя с заданными свойствами [2]:
–на разных этапах изготовления и восстановления деталей обеспечена возможность нанесения поверхностного слоя из материалов широкого диапазона составов. Существующие средства напыления обеспечивают широкие возможности регулирования этого состава;
–существующие процессы напыления обеспечивают нанесение слоя не только на практически неограниченный перечень материалов и сплавов, но и на составы полимеров, стекла и другие неметаллические материалы;
–во многих случаях процесс напыления не требует создания вакуума или замкнутой среды
врабочей камере, что упрощает требования к технологическому оборудованию и расширяет геометрические размеры обрабатываемых изделий;
–по сравнению с электролитическим осаждением с нанесением слоя толщиной до 0,1-0,3 мм напылением возможно получение слоя до 1-2 мм и более;
–отечественная промышленность выпускает широкий набор напыляемых материалов, комбинированное применение которых отвечает требованиям условий изготовления и восстановления изделий разного назначения.
К особенностям и недостаткам процессов напыления следует отнести:
|
|
Техника и технологии строительства, № 3(7), 2016 |
http://ttc.sibadi.org/ |
СТРОИТЕЛЬНАЯ ТЕХНИКА
–низкий КПД использования напыляемого материала при нанесении покрытий на мелкие детали, когда значительная часть струи напыления уходит за пределы обрабатываемой поверхности;
–необходимость тщательной подготовки поверхности под нанесение слоя высоконагруженных деталей, когда несоблюдение такой подготовки может повлечь недостаточное сцепление наносимого слоя с основой и его отслоение; вместе с тем, трудоемкость и себестоимость процессов подготовки поверхностей под напыление незначительно отличаются от подготовки поверхностей при нанесении слоя электролитическим осаждением.
Плазменное напыление в технологиях восстановления деталей
Плазменное напыление основано на использовании газообразной среды, называемой плазмой,
вкоторой число заряженных частиц электронов и ионов составляет не ниже 109 в 1 см3 и
температура смеси составляет 10000-50000 С. Создание состояния плазмы в чистом виде связано с рядом трудностей, поэтому для технических целей используют дуговой разряд, в котором вместе с заряженными частицами содержатся нейтральные частицы. Такое состояние среды называют низкотемпературной плазмой [3].
Преобладающим механизмом ионизации газа в факеле дуги при плазменном напылении является термическая ионизация. Электроны и ионы получают энергию за счет электрического поля, под действием которого возникает направленное движение частиц. Столкновение электронов и ионов с нейтральными частицами и этих частиц между собой приводит к повышению степени ионизации, которую можно определить следующим уравнением [2]
|
χ/(1 |
χ 2 ) |
p 2,4 |
10 4 a 2 T 5/2 |
e e /kT , |
(1) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
где х – степень ионизации; р |
– действующее |
давление; Т |
– температура газа, К; |
||||
φ – потенциал ионизации, В; а2 = 1 – 4 – параметр, зависящий от положения газа в периодической системе элементов.
В значительной мере параметры плазменной струи определяются составом плазмообразующего газа. Наибольшее применение в процессах плазменного напыления в качестве плазмообразующих газов находят аргон, водород, азот, гелий.
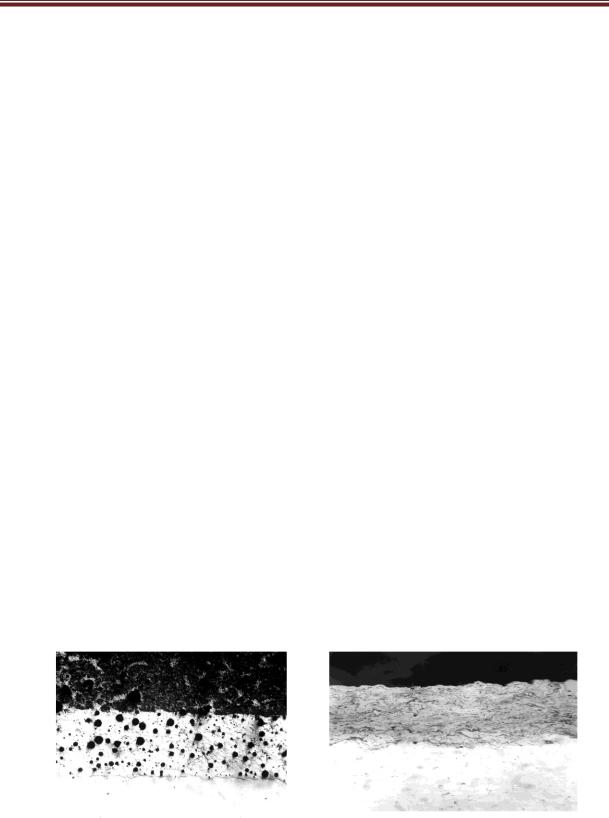
Механизм формирования поверхностного слоя в процессе газотермического напыления иллюстрируют микрофотографии, приведенные на рисунке 2. Такое напыление обеспечивает возможности формирования многослойных покрытий, имеющих разное служебное назначение [4].
На рисунке 2 А приведено двухслойное покрытие, у которого наружный слой обеспечивает износостойкость детали в эксплуатации, а внутренний слой служит для улучшения сцепления напыляемых материалов с основой. На примере этого же рисунка можно рассмотреть недостатки газопламенного напыления. Эти недостатки связаны с выраженным признаком диффузии напыляемых материалов, что в свою очередь отрицательно отражается на сцеплении слоя с основой. С учетом этого газопламенное напыление не применяют при изготовлении деталей, работающих в условиях знакопеременных, и вибрационных нагрузок, также для изделий с повышенными требованиями по надежности в эксплуатации.
а) |
б) |
Рис. 2. Микрофотографии поверхностного слоя изделий после газотермического напыления: а) – газопламенное напыление, сталь 14ХГС+(Fe-Ni-Cu)+(Ni-C-Cr-Si-B);
б) – плазменное напыление, сталь Х18Н12Т+(Fe-Cr-Mn-B-Si)
|
|
Техника и технологии строительства, № 3(7), 2016 |
http://ttc.sibadi.org/ |

СТРОИТЕЛЬНАЯ ТЕХНИКА
Микрофотография поверхностного слоя, сформированного плазменным напылением (рис. 1Б), свидетельствует о наличии переходного слоя с выраженными явлениями диффузии напыляемых материалов в основу. Нанесение покрытия в рассматриваемом случае обеспечивает многократное повышение износостойкости детали в эксплуатации при сохранении свойств материала основы. Варьированием состава напыляемых материалов можно обеспечить регулирование эксплуатационных свойств поверхностного слоя в широких пределах.
Расчетными и экспериментальными исследованиями процессов взаимодействия напыляемых частиц с основой установлено состояние напыляемого поверхностного слоя в момент контакта с нагретыми частицами. Температура поверхности основы определяется тепловыми потоками в зоне обработки.
Доказано, что для поддержания материала напыляемого поверхностного слоя в незакристаллизовавшемся состоянии необходима определенная производительность процесса напыления, определяемая зависимостью:
G H |
|
d п2 h , |
(2) |
|
|
4 |
|
|
|
|
|
|
||
где dп – диаметр пятна напыления; h – |
высота затвердевшей за время |
частицы; |
||
– плотность напыляемого материала. |
|
|
|
|
Расчет по формуле (2) показал, что для обеспечения материала в расплавленном состоянии необходима производительность в 102-103 большая, чем обеспечиваемая в реальных условиях, обусловленных технологическими требованиями. Таким образом, в общем случае контакт нагретых и расплавленных частиц напыляемого материала с обрабатываемой поверхностью изделия происходит, когда материал последнего находится в затвердевшем состоянии. Отмеченное во многом определяет механизм процесса плазменного напыления, состояние материала поверхностного слоя в процессе напыления, технологические особенности процесса и другое.
С учетом специфики процесса создания поверхностного слоя при плазменном напылении происходит формирование свойств этого слоя и его связи с основой, которые можно разделить на две группы:
–свойства и характеристики, предъявляемые к материалу поверхностного слоя в процессе эксплуатации и определяющие функциональное назначение этого поверхностного слоя и деталей;
–свойства, сопутствующие формированию слоя и связанные с особенностями физикохимических явлений в материале создаваемого слоя и основы.
Свойства материала поверхностного слоя первой группы обеспечивают целенаправленно в каждом случае путем регулирования свойства напыляемых материалов, изменения условий напыления и применения методов последующего технического воздействия к этим материалам. При этом обеспечена возможность изменения этих свойств в широком диапазоне.
Свойства второй группы рассматривают преимущественно как следствие несовершенства процесса напыления. При назначении условий напыления путем регулирования этих условий стремятся обеспечить наиболее благоприятное сочетание этих свойств и избежать их негативных проявлений в процессе эксплуатации. Такие проявления могут проходить в виде отслоения, разрушения покрытия и недостаточной плотности его материала.
Сцепление напыляемого материала с основой является одной из определяющих характеристик качества процесса газотермического напыления. Это, прежде всего, относится к формируемому поверхностному слою высоконагруженных деталей машин с динамическими, знакопеременными и вибрационными нагрузками. Примером таких деталей является коленчатые валы и шестерни двигателей внутреннего сгорания, диски ротора газовых турбин и компрессоров и детали проточной части насосно-компрессорного оборудования и другие.
Физико-химические явления, обеспечивающие сцепление наносимых частиц между собой и
сосновой в процессе плазменного напыления, носят своеобразный характер, во многом отличающийся даже от такого близкого по своей природе процесса, как наплавка.
Рассматривая прочность сцепления напыляемого материала с основой, следует иметь в виду, что в общем случае значения прочности сцепления невелики. Так в большинстве
реальных процессов напыления прочность сцепления составляет: σс |
≤ (5 : 10)-2 σв, |
где σв – предел прочности напыляемого материала в компактном состоянии. |
|
|
|
|
|
Техника и технологии строительства, № 3(7), 2016 |
http://ttc.sibadi.org/ |