Материал: 2219
При этом аппаратура автоматизированной системы программнотехнических комплексов Вибробит имеет комплектность, исходя из потребностей предприятия-заказчика, с соответствующим составом датчиков, измерительных и сервисных модулей. При реализации автоматизированной программно-технических комплексов Вибробит существуют готовые шаблоны измерения различных вибромеханических параметров и построения схем защиты. По индивидуальному заказу предприятия-
Сзаказчика изготавливаются датчики с нестандартными габаритными размерами и электрическими характеристиками.
и бА Д
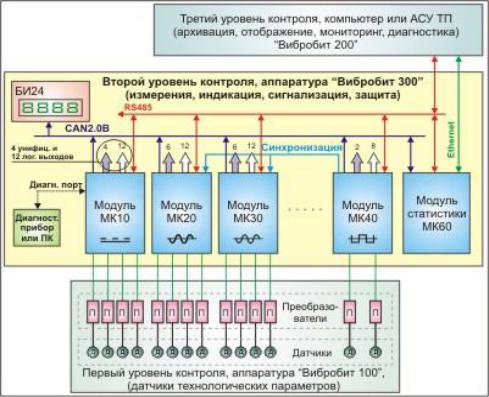
-CAN2.0B интерфейсы для удаленного отображенияИизмеренных параметров, автономного хранения;
-RS485 с протоколом ModBus интерфейсы для включения аппаратуры Вибробит-300, которые входят в состав создаваемых и существующих автоматизированных систем управления и подключения персональных компьютеров;
126
- диагностический интерфейс предназначен для выполнения настройки получения полной информации о работе модуля, с помощью диагностического прибора или персонального компьютера.
При этом применение в аппаратуре Вибробит-300 микроконтроллеров с высокой вычислительной производительностью позволяет выполнять многоканальную цифровую обработку сигналов в режиме реального времени.
СПрактическ е работы с применением вибрационного неразрушающего контроля качества предусматривают выполнение работ по данному контролю качества с орных и монолитных бетонных и железобетонных стро тельных конструкций, а также каменных, армокаменных и металлическ х стро тельных конструкций, а именно:
Аппаратура Вибробит также поддерживает стандартные интерфейсы связи и протоколы обмена, поэтому совместима в составе различных автоматизированных с стем управления программно-технических комплексов, с техн кой друг х производителей, в том числе зарубежных
производителей.
Работы побАорганизации вибрационного неразрушающего контроля качества сборных и монолитных бетонных и железобетонных строительных конструкций, а также каменных, армокаменных и металлических строительных конструкций выполняются также с учетом требований и
1. Сборных монол тных етонных и железобетонных фундаментов, в том числе ростверков свайных оснований.
2. Сборных и монолитных етонных и железобетонных строительных конструкций.
3. Каменных и армокаменных строительных конструкций, металлических строительных конструкций.
рекомендаций следующей нормативно-технической и нормативно- |
||
технологической документации, а именно: 187, 189, 190, 226, 227, 233, |
||
241-243, 246-272, 273-308, 309-384. |
Д |
|
И |
||
|
||
Практическая работа № 15 КАПИЛЛЯРНЫЙ НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ
Общие положения, правила и контроль выполнения, а также требования к результатам работ по капиллярному неразрушающему контролю качества определяются нормативными документами, в том числе требованиями государственных стандартов [194], [196], руководящего документа [198] и стандартов организаций [202], [203].
127
Капиллярный неразрушающий контроль качества основан на проникновении жидких веществ в капилляры, которые расположены на поверхности деталей, изделий, строительных конструкций, и соответственно в целом зданий и сооружений (объектов контроля), с целью их выявления. С помощью методов капиллярного неразрушающего контроля качества определяется расположение дефектов, их протяженность и ориентация на поверхности объектов контроля. Данный метод пригоден для выявления несплошностей с поперечными размерами 0,1 - 500 мкм, в том числе сквозных несплошностей, на поверхности разных т пов материалов, в том числе черных и цветных металлов, сплавов, керамики, стекла и т.п.
Кап ллярный неразрушающий контроль качества широко при- |
|
меняется для контроля целостности сварного шва, в соответствии с |
|
С |
руководящего документа [199] и |
требован |
|
стандарта орган зац |
[201]. |
чества подразделяются в зависимости от типа проникающего вещества, на следующ т пы:
рекомендациями ОсновныебАметоды капиллярного неразрушающего контроля ка-
- метод прон кающих растворов характеризуется как жидкостный метод кап ллярного неразрушающего контроля качества, который основан на использовании в качестве проникающего вещества жидкого индикаторного раствора;
- метод фильтрующихся суспензий характеризуется как жидкостный метод капиллярного неразрушающего контроля качества, основанный на использовании в качестве жидкого проникающего вещества индикаторной суспензии, которая образует индикаторный рису-
подразделяются на следующие типыД:
нок из отфильтрованных частиц дисперсной фазы.
При этом капиллярные методы неразрушающего контроля каче-
ства, в зависимости от способа выявления индикаторного рисунка И
- люминесцентный метод капиллярного контроля качества, который основан на регистрации контраста люминесцирующего в длин-
новолновом ультрафиолетовом излучении видимого индикаторного рисунка на фоне поверхности объектов контроля;
- контрастный (цветной) метод капиллярного контроля качества, который основан на регистрации контраста цветного в видимом излучении индикаторного рисунка на фоне поверхности объектов контроля;
- люминесцентно-цветной метод капиллярного контроля качества, который основан на регистрации контраста цветного или люминесцирующего индикаторного рисунка на фоне поверхности объектов
128
контроля в видимом или длинноволновом ультрафиолетовом излучении;
- яркостный метод капиллярного контроля качества, который основан на регистрации контраста в видимом излучении ахроматического рисунка на фоне поверхности объектов контроля.
Осуществление капиллярной дефектоскопии заключается в следующем технологическом процессе:
- поверхности деталей, изделий, строительных конструкций, и соответственно в целом зданий и сооружений (объектов контроля), очищают от грязи, пыли, жировых загрязнений, остатков флюса, лакокрасочных покрыт й и других покрытий;
- после |
оч стки на поверхность подготовленных объектов кон- |
троля нанос |
тся слой пенетранта и некоторое время выдерживаются |
С |
|
объекты контроля, что ы жидкость смогла проникнуть в открытые |
|
дефектов на о ъектах контроля; |
|
полостипрояв тель, который наносится на поверхность объектов кон-
троля пенетрантобъектов, на поверхность контроля.
- далее поверхность о ъектов контроля очищается от жидкости,
часть которой остается в полостях дефектов;
троля, через некоторое время после осторожного удаления с поверхности пенетранта, растворяет находящийся внутри дефекта краситель и за счет диффузии “вытягивает” оставшийся в дефекте объектов кон-
контрастно. ИндикаторныеАследы в виде линий указывают на трещи-
Имеющиеся дефекты на о ъектах контроля видны достаточно
ны или царапины, а отдельные точкиДуказывают на поры. Дефектоскопические дефекты обычно выбираются, исходя из
требуемой чувствительности методов капиллярного контроля качества. Чувствительность методов капиллярной дефектоскопии определяется способностью выявления дефектов данного размера с заданной вероятностью. В качестве параметра размераИчувствительности принимается ширина раскрытия дефекта, т.е. поперечный размер дефектов на контролируемых поверхностях объектов контроля.
При этом нижний порог чувствительности ограничивается количеством пенетранта, которого достаточно для получения контрастного изображения дефектов на объектах контроля.
В соответствии с требованиями государственного стандарта
[195]устанавливается 5-ть классов чувствительности, а именно:
- I-ый класс чувствительности определяется шириной раскрытия
дефектов менее 1 мкм;
- II-ой класс чувствительности определяется шириной раскрытия дефектов от 1 мкм до 10 мкм;
129

- III-ий класс чувствительности определяется шириной раскрытия дефектов от 10 мкм до 100 мкм;
- IV-ый класс чувствительности определяется шириной раскрытия дефектов от 100 до 500 мкм;
- V-ый технологический класс чувствительности, при этом ширина раскрытия дефектов не нормируется. Класс чувствительности устанавливается разработчиком объектов контроля.
Для неглубоких и широких дефектов применяется понятие верхнего порога чувствительности, который определяется тем, что из таких дефектов пенетрант может вымываться при удалении его излишков с поверхности деталей, изделий, строительных конструкций, и соответственно в целом зданий и сооружений.
Процесс |
дефектов при проведении капиллярных |
|
С |
|
|
методов контроля качества подразделяется на 5-ть стадий, а именно: |
||
- предвар тельная очистка поверхности объектов контроля (ис- |
||
пользуется оч ст |
тель); |
|
- нанесен е пенетранта на о ъекты контроля; |
||
- удален е |
зл шков пенетранта с поверхностей объектов кон- |
|
обнаружения |
||
троля; |
бА |
|
- нанесен е прояв теля на поверхности объектов контроля; - контроль качества при о наружении дефектов капиллярными
методами неразрушающего контроля качества.
А именно процесс о наружения дефектов, при проведении капиллярных методов контроля качества, осуществляется с учетом сле-
дующих рекомендацийД:
- предварительная очистка поверхности осуществляется, для того чтобы краситель мог проникнуть в дефекты на поверхности объектов контроля. Поверхность предварительно следует очистить водой или органическим очистителем. При этом все загрязняющиеИвещества (масла,
ржавчина, и т.п.) любые покрытия (ЛКП, металлизация) должны быть удалены с контролируемого участка объектов контроля. После этого поверхность объектов контроля высушивается, чтобы внутри дефекта не оставалось воды или очистителя. Очистка объектов контроля может осуществляться, в том числе промывкой, протиркой с применением воды, моющих составов и легколетучих жидких растворителей, а также струей абразивного материала или механической обработкой поверхностей, а именно шлифованием, полированием, зачисткой щеткой и т.д.;
- нанесение пенетранта обычно осуществляется красного цвета, наносится пенетрант на поверхность пу-
130