Материал: 1789

Технические жидкости и полимеры
- Корпуса гидроусилителей рулевого механизма, наполняемый гидравлическим маслом под высоким давлением.
- Регуляторы и фильтры для бензина, дизельного и гибридного топ-
лива.
- Насосы системы охлаждения для различных охлаждающих жидко-
стей.
- Насосы под давлением.
- Детали г дравл |
ческого насоса и двигателя. |
- Детали компрессора холодильника. |
|
- Корпуса ав ац онных приборов, устойчивых к избыточному дав- |
|
лению. |
|
С |
тормозной системы. |
- Компоненты |
|
- Газовые счетч ки. |
|
пневматической - Л тыебд ски.
- Корпуса компрессоров.
- Компоненты топл вной системы.
- Коллекторы.
- Корпуса подш пн ков.
- Картеры. А - Компоненты двигателей самолетов.
- Изделия оборонной техники.
Герметизация микропористости при обычных условиях
Для уплотнения (герметизацииД) без применения вакуума, давления и высоких температур микропор и микротрещин в поверхностях металлов, сплавов и в других м атериалах, нами разработаны пропиточные составы АНАКРОЛ®-2501 и АНАКРОЛ®-2505 и герметик АНАКРОЛ®-204. Все эти пропиточные составы - низковязкие жидкости, обладающие высокой проникающей способностью в микропоры герметизируемогоИизделия.
Пропиточные составы АНАКРОЛ ®-2501 и АНАКРОЛ ®-2505 отверждаются как в микропорах и микродефектах детали, так и на ее поверхности с образованием защитной пленки, предотвращающей коррозию.
Герметик АНАКРОЛ®-204 отверждается в микропорах и микродефектах изделия в процессе анаэробной полимеризации, обеспечивая их герметизацию. На поверхности детали излишки АНАКРОЛ®-204 не отверждаются и легко смываются водой, не оставляя пленки.
Пропиточный состав АНАКРОЛ® выбирают исходя из свойств исходных изделий, условий их эксплуатации и необходимости последующей обработки
36
Практическая работа № 5
|
Характеристики (свойства) |
Ед. |
|
|
|
Спецификация |
|
|
||||||
|
|
|
|
|
Изм. |
АНАКРОЛ® |
|
|
АНАКРОЛ® |
|
АНАК- |
|
||
|
|
|
|
|
|
|
204 |
|
|
|
2501м |
|
РОЛ® 2505 |
|
|
Характер дефектов |
|
- |
|
|
Микропоры |
|
Макропо- |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
ры |
|
|
Размер пор и дефектов |
|
мм |
|
|
до 0,1 |
|
0,1 – 0,5 |
|
|||||
|
Температурный диапазон эксплуата- |
|
|
|
|
|
|
|
|
|
|
|||
|
ции изделия: |
|
|
|
оС |
|
|
|
|
|
|
|
|
|
|
- длительно |
|
|
|
|
от -60 до +180 |
|
|
от -60 до +250 |
|
|
|||
|
- кратковременно |
|
|
до+200 |
|
|
|
до +300 |
|
|
||||
|
Время обработки здел я методом |
|
|
|
|
|
|
|
|
|
|
|||
|
тали |
|
|
|
|
|
|
|
|
|
|
|||
|
«погружен я в состав» при толщине |
|
|
|
|
|
|
|
|
|
|
|||
|
стенки де |
: |
|
|
|
|
5* |
|
|
|
5 |
|
10 |
|
С- до 5 мм; |
|
Мин |
|
10* |
|
|
10 |
|
15 |
|
||||
|
- от 5 до 10 мм; |
б |
15* |
|
|
15 |
|
25 |
|
|||||
|
- от 10 до 15 мм; |
30* |
|
|
30 |
|
40 |
|
||||||
|
- свыше 15 мм. |
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Время отвержден я гермет ка в де- |
|
|
|
|
|
|
|
|
|
|
|||
|
фектах |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(частичное/полное) при (25±5) ˚С |
Час |
|
|
|
|
|
|
|
|
|
|||
|
и толщине стенки детали: |
А |
|
|
|
|
||||||||
|
- до 5 мм; |
|
|
|
|
|
24/48 |
|
|
4/24 |
|
6/24 |
|
|
|
- от 5 до 10 мм; |
|
|
|
|
16/36 |
|
|
8/24 |
|
10/24 |
|
||
|
- от 10 до 15 мм; |
|
|
|
|
12/24 |
|
|
12/48 |
|
16/48 |
|
||
|
- свыше 15 мм. |
|
|
|
|
8/24 |
|
|
24/48 |
|
24/48 |
|
||
|
Возможность сокращения времени |
|
|
|
|
|
|
|
|
|
|
|||
|
полного отверждения герметика до 2 |
- |
|
+ |
|
|
|
- |
|
- |
|
|||
|
час обработкой изделия при 60-80˚С |
Д |
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
||||
|
Толщина отвержденной пленки на по- |
|
|
|
|
|
|
|
|
|
|
|||
|
верхности изделия после обработки |
мкм |
отсутствие |
|
|
до 10 |
до 30 |
|||||||
|
составом АНАКРОЛ® |
|
|
|
|
|
|
|
|
|
|
|
||
|
Наличие в составе материала АНАК- |
|
|
|
|
|
|
|
|
|
|
|||
|
РОЛ® органических растворителей |
- |
отсутствие |
|
|
+ |
|
+ |
|
|||||
|
|
|
|
|
|
|
|
И |
|
|||||
|
Стойкость в среде: |
|
|
|
|
|
|
|
|
|
|
|
||
|
- кетоны и ацетаты |
|
|
|
+ |
|
|
|
- |
|
- |
|
||
|
- масло моторное |
|
|
|
+ |
|
|
|
+ |
|
+ |
|
||
|
- бензин |
|
|
|
- |
|
+ |
|
|
|
+ |
|
+ |
|
|
- тормозная жидкость |
|
|
|
+ |
|
|
|
+ |
|
+ |
|
||
|
- тосол |
|
|
|
|
|
+ |
|
|
|
+ |
|
+ |
|
|
Возможность финишной обработки |
|
|
|
|
|
|
|
|
|
|
|||
|
поверхности: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
- нитролаками и нитрокрасками; |
|
|
+ |
|
|
|
- |
|
- |
|
|||
|
- лаками горячей сушки; |
|
- |
|
+ |
|
|
|
+ |
|
+ |
|
||
|
- грунтовками; |
|
|
|
|
+ |
|
|
|
+ |
|
+ |
|
|
|
- нанесением гальванических покры- |
|
|
+ |
|
|
|
- |
|
- |
|
|||
|
тий |
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечание. Примерное время при обработке конструкционной стали. В зависимости от состава металла (сталь, чугун, алюминий, латунь, бронза или сплавы) время обработки может увеличиваться или уменьшаться в 1,5 – 2 раза.
37

Технические жидкости и полимеры
Средний расход герметизирующего состава АНАКРОЛ®-90 составляет примерно 3,5 г/кг цветного литья и около 1,5 г/кг для черных металлов, что намного меньше, чем расход «жидкого стекла» (норма – 22 г/кг) и
полиэфирных смол (около 33 г/кг). |
|
|
Задания |
|
|
С |
|
|
1. |
Определить расход пропиточного состава при восстановлении |
|
блока цилиндров в двигателе УМЗ-42164. |
|
|
2. |
Определ ть расход пропиточного состава при ремонте головки |
|
блока цил ндров дв гателя ЯМЗ-536. |
|
|
двигателяВопросы |
головки цилин- |
|
3. |
Определ ть расход пропиточного состава при |
|
дров двигателя Д зель ЗМЗ-51432.10. |
|
|
4. |
Определ ть расход пропиточного состава при ремонте насоса |
|
ОЖ |
ЗИЛ-5301. |
|
5. |
Определ ть расход пропиточного состава при |
ремонте насоса |
гидроусил |
ЗИЛ-157 . |
|
1.Как е проп точные составы являются дорогими и почему?
2.Во сколько раз может увеличиться время при обработке конст-б
рукционной стали, если она удет содержать в своем составе латунь?
3.Какая толщина отвержденной пленки будет на поверхности
изделия после обра отки составом Н КРОЛ® 2505, АНАКРОЛ® 2501м, |
|
АНАКРОЛ® 204? |
А |
4.Назовите и охарактеризуйте четыре основных вида пропиточных составов, применяемых в отечественном машиностроении?
5.Как выбирают пропиточный состав АНАКРОЛ®?
6.Что такое АНАКРОЛ®?Д
И
38

Практическая работа № 6
П р а к т и ч е с к а я р а б о т а № 6
ТЕРМОУСАДОЧНЫЕ ТРУБКИ
Цель работы: ознакомиться с материалами и типами термоусадоч- |
|
ных трубок, герметизацией, а также на практическом опыте научиться |
|
С |
|
подбирать термоусадочные трубки на различные места соединений. |
|
Термоуcадочные материалы получили широчайшее распро- |
|
странение в энергет ке, |
электротехнике и микроэлектронике; в приборо-, |
машиносудостроен |
; в химической, нефтегазовой, авиакосмической |
выбораматерила, не д аметра или цвета. |
|
отраслях. Чтобы термоусадка выдерживала эксплуатацию в тяжелых ус- |
|
ловиях, к ее надежности предъявляются строгие требования.
Никакая отдельная тру ка не обладает универсальной комбинацией этих свойств, поэтому пр ходится расставлять приоритеты. Химические и большинство ф з ческ х характеристик термоуcадочных изделий определяются характер ст ками полимера основы. Выбор трубки начинается с
Характер ст ки термоуcадочных трубок:
• |
электр ческая прочность, |
|
• |
стойкость к высоким и низким температурам, |
|
• |
б |
|
горючесть, |
|
|
• |
стойкость к нефтепродуктам и маслам, |
|
• |
химическая стойкость к растворителям, щелочам и кислотам, |
|
• |
физические свойства: мягкость, жесткость, гибкость, проч- |
|
ность. |
|
А |
|
|
Д |
ПОЛИОЛЕФИНЫ (PE)
Полиолефины — синтетические продукты полимеризации олефинов.
Распространенные полиолефины: полиэтилен (PE), полипропилен (PP) и И
этиленвинилацетат (EVA, сэвилен), композиция которого используется как термоплавкий клей для термоуcадочных трубок. В промышленности важны также полиизобутилен и этилен-пропиленовый каучук ( EPDMрезина ).
Для изготовления полиолефиновых термоуcадочных трубок применяется радиационно или химически «сшитый» полиэтилен с пластификаторами, подавителями горения, красителями и UV-фильтрами .
Полиолефины обладают хорошей гибкостью в широком температурном диапазоне и достаточной для повседневных задач механической прочностью.
Диапазон рабочих температур полиэтиленовых трубок: от -50°С до +125°С, поэтому их применяют как внутри, так и снаружи помещений. В зависимости от композиции материала меняется и температура усадки по-
39
Технические жидкости и полимеры
лиолефиновых трубок. Низкотемпературные трубки начинают усадку при +70°С, а высокотемпературные трубки требуют для полной усадки нагре-
ва до +135°
ЭЛА ТОМЕРЫ (СИНТЕТИЧЕСКИЕ КАУЧУКИ)
С |
|
|
Модифицированные |
синтетические |
|||||
|
эластомеры, или синтетические резины, |
||||||||
|
используются для изготовления специ- |
||||||||
|
альных термоуcадочных трубок. |
|
|||||||
|
|
Свойства эластомерных трубок: гиб- |
|||||||
|
кость, |
стойкость |
к температурам до |
||||||
|
+150—170°С, хорошие электроизоляци- |
||||||||
|
|
|
|||||||
|
|
|
онные |
свойства и |
стойкость к горюче- |
||||
|
|
|
смазочным материалам и углеводородным |
||||||
|
|
|
соединениям. Из-за особенностей |
мате- |
|||||
|
и |
|
|
|
|
|
|
||
|
|
|
риалов эластомерные трубки преимуще- |
||||||
|
|
|
ственно черные. Стоимость сырья и тех- |
||||||
|
|
|
нологические |
сложности |
изготовления |
||||
|
|
|
делают такие трубки дорогими в произ- |
||||||
|
б |
|
|
|
|
||||
|
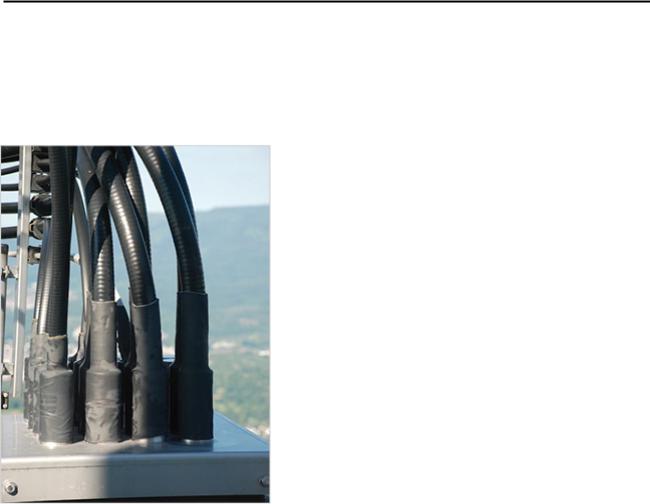
Пример применения |
|
водстве. Модификации |
эластомерных |
|||||
|
|
термоуcадочных трубок |
с добавлением |
||||||
|
трубок с клеем для герметизации |
||||||||
|
кабельных проходов |
|
соединений |
фтора |
улучшают |
свойства |
|||
|
|
|
этого класса трубок, но при этом увели- |
||||||
|
|
|
|||||||
|
чивается стоимость. |
А |
|
|
|||||
ФТОРСОДЕРЖАЩИЕ ЭЛАСТОМЕРЫД
Термином «фторсодержащие эластомерыИ» обозначают сополимеры гексафторпропилена (HFP) и винилиденфторида (VDF или VF2), терпо-
лимеры тетрофторэтилена (TFE), винилиденфторид (VDF) и гексафторпропилен (HFP), а также перфторметилвиниловый эфир со специальными добавками. В зависимости от состава и пропорций смеси эластомеров, у разных производителей может иметь несколько отличающиеся физикохимические свойства.
Трубки из фторсодержащих эластомеров рекомендуются для применения в автомобильной, морской, авиакосмической промышленности — везде, где требуется контакт с ГСМ и биодизелем в больших концентрациях. Диапазон рабочих температур термоуcадочных трубок: от -50°С до
+200–220°С.
Для справки:
40