Материал: Упрочнение режущих инструментов, используемых в кожевенно-меховом производстве с применением плазменных нанотехнологий
По своим свойствам и строению нитриды весьма похожи на карбиды, однако, между ними существуют определенные различия. Главное различие состоит в сильном снижении связи металл - неметалл из-за уменьшения ковалентности азота (трехвалентный) по сравнению с валентностью углерода (четырехвалентный).
Атом азота в нитридах, имеющий в изолированном состоянии конфигурацию валентных электронов s2p6 , может быть как донором, так и акцептором электронов. Акцепторная способность азота преимущественно проявляется при образовании нитридов металла IV-VI групп, у которых преобладает ковалентно-металлическая ионная связь. Донорские способности тугоплавких металлов IV группы (особенно Ti) в результате присоединения трех атомов азота приводят к образованию энергетически очень устойчивых конфигураций s2p6: s2p3 + 3p « s2p6 [5].
Вследствие резкого снижения донорской и роста акцепторной способности металлов VI группы (Cr, Mo, W) для этой группы может проявляться и донорская способность азота (s2p3 ® sp4 ® sp3 + p ) с образованием избыточных (не участвующих в химической связи) электронов, которые снижают температуру плавления этих нитридов.
Хотя особенность конфигурационного строения нитридов переходных металлов (s2p6) свидетельствует о их высокой коррозионной стойкости (снижение склонности к твердо- и жидкофазным диффузионным реакциям), необходимо отметить меньшую термодинамическую устойчивость нитридов, по сравнению с карбидами. Практически это означает, что нитриды имеют более низкую по сравнению с карбидами сопротивляемость к высокотемпературному окислению, коррозии. Причем, при переходе нитридов металлов IV группы (TiN, ZrN, HfN) к нитридам металлов V (VN, NbN, TaN) и особенно VI группы (CrN, MoN, WN) сопротивляемость к высокотемпературному окислению снижается. Вместе с тем нитриды имеют и свои преимущества. Они более пластичны и менее хрупки, чем карбиды. Так например, предел прочности при изгибе TiN равен 240 МПа, а TiC - 15 МПа [5].
Оксиды обладают твердостью, сравнимой с
твердостью нитридов. Так например, твердость TiN равна 20.5 ГПа, а твердость
Al2O3 - 19.9 ГПа. Между тем, по коррозийным свойствам оксиды превосходят
нитриды. Хрупкость оксидов сравнима с хрупкостью карбидов. [18]
.3.4 Оборудование и технология для нанесения плазменных, вакуумных покрытий
Вакуумно-плазменные методы нанесения покрытия в промышленности называют PVD-метод - нанесение конденсацией из паровой (газовой) фазы (англ. physical vapour deposition; сокращённо PVD) обозначает группу методов напыления покрытий (тонких плёнок) в вакууме, при которых покрытие получается путём прямой конденсации пара наносимого материала.
При физическом осаждении (PVD) материал покрытия переходит из твердого состояния в газовую фазу в результате испарения под воздействием тепловой энергии или в результате распыления за счет кинетической энергии столкновения частиц материала. Энергия, распределение и плотность потока частиц определяются методом нанесения, параметрами процесса и формой источника частиц. Нанесение покрытий методом PVD проводится при температуре до 450°С, что практически не накладывает ограничения по используемым материалам, на которые наносится покрытие. Это особенно важно при нанесении покрытия на быстрорежущую сталь, так как температура процесса не превышает температуру отпуска закаленной стали (около 550°С). PVD-процессы проводят в вакууме или в атмосфере рабочего газа при достаточно низком давлении (около 10-2 мбар). Это необходимо для облегчения переноса частиц от источника (мишени) к изделию (подложке) при минимальном количестве столкновений с атомами или молекулами газа. Это же условие определяет обязательность прямого потока частиц. В результате покрытие наносится только на ту часть изделия, которая ориентирована к источнику частиц. Скорость осаждения зависит в этом случае от относительного расположения источника и материала. Для равномерного нанесения покрытия необходимо систематизированное движение материала или применение нескольких, определенным образом расположенных, источников. В то же время, поскольку покрытие наносится только на поверхности "в прямой видимости источника", метод позволяет селективно наносить покрытие только на определенные части поверхности, оставляя другие без нанесенного слоя. Это абсолютно невозможно при использовании метода химического осаждения. Основными факторами, определяющими качество покрытия, нанесенного методом физического осаждения, являются чистота исходных материалов и реакционного газа, а также необходимый уровень вакуума.
При PVD-методе материал покрытия внутри установки переводится из твердого состояния в газообразное с помощью различных физических процессов. Их можно разделить на две большие группы - процессы испарения и распыления. Испарение осуществляется за счет резистивного сопротивления, индукционного нагрева, электронно-лучевых пучков, низковольтной дуги, полого катода, катодной или анодной дуги, лазерного луча. Процессы могут проходить с дополнительной ионизацией или без нее, в среде реакционного газа или без него, с напряжением смещения или без него.
Распыление бывает диодное или магнетронное, при постоянном токе или токе высокой частоты, в среде реакционного газа или без него, с напряжением смещения или без него, с дополнительной модификацией магнитного поля (несбалансированной или с замкнутым полем) или без нее.
Для нанесения покрытий на инструмент в подавляющем большинстве случаев применяется один из трех методов ионного осаждения. К ним относятся:
испарение электронным пучком,
испарение электрической дугой (метод КИБ),
распыление (магнетронное) ионной бомбардировкой.
Процессы протекают в среде инертного газа в присутствии реакционного газа (например, азота и/или ацетилена) при отрицательном напряжении смещения на покрываемом материале. Для улучшения переноса частиц в камере поддерживается пониженное давление (меньше 10 2 бар или около 1 Па) или высокий вакуум (10~5 бар или 10"3 Па).
Поскольку покрытие наносится только на поверхности, обращенные в сторону источника частиц, покрываемый материал должен совершать сложное планетарное движение. Для реализации такого движения материал помещают на специальные подставки
Практически все современные установки работают по замкнутому циклу, включающему:
загрузку в очищенную камеру подставки с тщательно очищенным материалом (инструментом), на который будет наноситься покрытие;
откачивание воздуха из камеры;
нагрев камеры и материала внешним источником и ионной бомбардировкой (при положительном напряжении смещения на материале);
очистку материала ионным травлением (аргонно-ионным или метало-ионным) с последующим отсосом загрязнений (рис. 1.14);
испарение или распыление и ионизацию материала "мишени" (например, титана) с одновременной подачей энергии, рабочего газа (например, аргона) и реакционного газа (азота для образования нитридов, углеводорода для образования карбидов и кислорода для образования оксидов); перенос частиц (ионов, атомов, молекул, электронов, радикалов) в среде ионизированного газа (плазме);
столкновение частиц с материалом и конденсацию (для улучшения процесса применяется отрицательное напряжение смещения на материале);
охлаждение камеры и материала;
выгрузку подставки с материалом после
выравнивания давления.
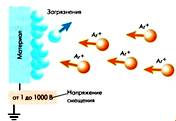
Рисунок 1.14 - Ионная очистка материала
При правильно подобранных параметрах процесс
выполняется автоматически с высокой степенью надежности и воспроизводимости.
Обязательное условие - тщательная очистка материала перед нанесением покрытия,
осуществляемая последовательной обработкой (отмывкой) в нескольких химических
средах, частично с ультразвуковой обработкой. После этого следует промывка в
чистой воде и сушка. Инструмент не должен иметь никаких следов термической
обработки. Особое внимание уделяется также очистке внутренних каналов подвода и
"дегазации" мест пайки. Для подготовки поверхности под покрытие часто
применяется микроструйная обработка.
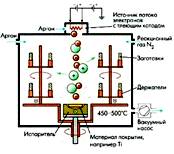
Рисунок 1.15 - метод испарения электронным лучом
В установках, использующих испарение электронным
пучком, к катоду с тлеющей дугой подводится высокое напряжение (1-10 кВ). В
результате создается сфокусированный и ускоренный пучок электронов (около 200
А), который направляется на мишень с металлическим материалом покрытия (рис.
1.15). Мишень установлена в центре горизонтально расположенного котла из
графита, керамики или меди. К котлу подведено положительное напряжение. К
противолежащей подставке с покрываемыми инструментами подведено отрицательное
напряжение, называемое напряжением смещения. Положительные ионы испаренного
вещества (например, титана) вступают в реакцию с реакционным газом (например,
азотом) и образуют материал покрытия (нитрид титана), который осаждается на
покрываемом инструменте. Камера покрытия изготавливается из нержавеющей стали с
двойными стенками с системами нагрева и охлаждения.
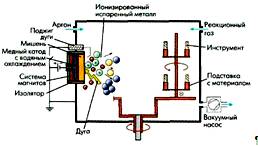
Рисунок 1.16 - Метод КИБ (конденсация в условиях
ионной бомбардировки)
При использовании дугового испарения зажигается
электрическая дуга (рис. 1.16). В литературе метод носит название КИБ
(конденсация из плазменной фазы в условиях ионной бомбардировки). После
зажигания дуги ее перемещение по поверхности мишени, установленной в медном
охлаждаемом катоде, управляется с помощью системы магнитов. Основная цель -
обеспечить равномерное удаление материала с поверхности мишени и продлить срок
ее службы. Катод устанавливается вертикально на стенки камеры, и к нему
подводится отрицательное напряжение. В момент розжига дуги на поверхности
мишени возникает местный расплав (рис. 1.17а). Начинается испарение металла
мишени (рис. 1.17б и 1.17в), однако при испарении вместе с ионами материала
также ускоряются неионизированные частицы металла (капли) (рис. 1.17г), которые
также осаждаются на поверхность инструмента. Наличие такой капельной фазы
является основным недостатком дугового метода, так как капли ухудшают качество
покрытия.
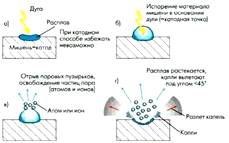
Рисунок 1.17 - Образование пара и капель
На дуговых установках можно наносить композитные (состоящие из нескольких металлов) и многослойные покрытия. Для этого применяются различные катоды. На противоположных стенках камеры можно установить несколько катодов из чистых металлов (например, титана и алюминия), а можно использовать один катод из их сплава. При недостатке места можно использовать комбинированные катоды, состоящие из нескольких "чистых", сведенных на одном катодном блоке мишеней. Применение нескольких одинаковых мишеней увеличивает скорость нанесения покрытия.
Из установок, использующих метод распыления, наибольшее применение находят установки на основе магнетронов (MSIP - Magnetron Sputtering Ion Plating - ионное осаждение магнетронным распылением). При приложении высокого напряжения в атмосфере инертного газа (как правило, аргона) возникает тлеющий разряд (рис. 1.18). Ионы инертного газа из плазмы, обладающие высокой энергией, ударяются об мишень, включенную как катод. За счет ударного импульса материал распыляется, минуя промежуточную жидкую фазу. В этом случае, в отличие от установок с котлом, возможно произвольное расположение мишеней. С помощью магнитных полей (замкнутых и разомкнутых) путь электронов удлиняется (по спирали вдоль линий магнитного поля), увеличиваются плотность плазмы и ударная энергия. Позади мишени располагается магнитная система, определяющая распределение области распыления материала по всей поверхности мишени. [19]

Рисунок 1.18 - Метод магнетронного распыления
На сегодняшний день широкое распространение на
территории России получила установка типа ННВ-6.6 (рисунок 1.19) для нанесения
ионно-плазменным методом защитных, износостойких и декоративных покрытий из
различных материалов (Ti, Zr, Cr, Mn, Al, Mo, W, их оксиды, нитриды и карбиды,
сплавы). Особенности установки позволяют получать высококачественные однородные
и многослойные покрытия при пониженных температурах.
Рисунок 1.19 - Схема установки типа ННВ-6.6: 1 - камера, 2 - стол вращения, 3 - электродуговой испаритель, 4 - катод, 5 - стабилизирующая катушка, 6 - фокусирующая катушка, 7 - источник питания дуги, 8 - ис-точник опорного напряжения, 9 - источник высокого напряжения, 10 - бал-лон с реакционным газом, 11 - вакуумметр, 12 - форвакуумный насос,
- диффузионный паромасляный насос, 14 -
пирометр.
Корпус имеет вид вертикального цилиндрического сосуда с боковым проемом, который закрывает дверца. Он выполнен с двойными стенками, образующими полость водоохлаждения. На боковых стенках корпуса установлены два электродуговых испарителя. Корпус с дверцей образует вакуумную камеру. На дверце установлен третий электродуговой испаритель, который может быть размещен и на верхней плоскости корпуса. Вакуумная система обеспечивает создание в рабочей камере необходимого рабочего давления. Регулирование остаточного давления выполняется с помощью автоматического регулятора напуска рабочего газа. Электрическая часть служит для электроснабжения установки и управления технологическим процессом. Электроснабжение производится от трехфазной сети напряжением 380 В, цепи управления питаются напряжением 220 В и частотой 50 Гц.
Высоковольтный источник питания, включает в себя тиристорный преобразователь напряжения, высоковольтный трансформатор и выпрямитель. Источник опорного напряжения, включает в себя тиристорный преобразователь (общий с высоковольтным источником), трансформатор и выпрямитель.
Такие установки изготавливает ОАО
"Электротерм-93". Они предназначены для нанесения упрочняющих
покрытий на инструмент и некоторые детали машин, а также декоративных покрытий
на изделия широкой номенклатуры диаметром до 400 и длиной до 250 мм способом
конденсации вещества с ионной бомбардировкой в вакууме. [20] Также свыше 25 лет
ОАО "ВНИИИНСТРУМЕНТ" разрабатывает и внедряет в промышленность
технологии ионно-плазменного напыления на режущий инструмент на установках типа
ННВ 6.6 ("Булат") (рисунок 1.20). Наноградиентные покрытия из
сепаративной плазмы дугового разряда - новое направление в PVD технологии.
Полный комплект технологий и оборудования для осаждения ионно-плазменных
твердых защитных покрытий на основе элементов: Ti, Al, Zr, Cr, Mo, Ni, C и др.,
и газов: N2, Ar, CnHk, O2, H2. В основу технологии положено сепарирование
плазменного потока. [21]
Рисунок 1.20 - Установка ННВ6.6 с сепаратором.
Состав установки включает в себя все необходимые части и узлы, для синтеза твердых, износостойких пленочных покрытий на основе соединений металлов, азотирования (азотирование - только для сталей HS, HSS, HSSE).
Существует также модернизированные установки
ННВ6.6 с двухярусными испарителями для нанесения на более габаритные
инструменты (рисунок 1.21). [21]

Рисунок 1.21 - Установка ННВ 6.6 И4
модернизированная двухъярусная.
В России кроме ННВ6.6 существует участок НПО «Сатурн» ионно-плазменных покрытий, который оснащен специальным оборудованием для нанесения жаростойких покрытий на трактовые поверхности рабочих и сопловых лопаток газотурбинной техники методом ВЭПТВ на установках МАП. [22]
ОАО НПО «ЦНИИТМАШ» изготавливает промышленную установку NanoARCmaster (Рисунок 1.22). Она предназначена для ионного нанесения однослойных, многослойных, нанослойных и нанокомпозитных защитных и триботехнических покрытий на детали машин и режущий инструмент методом ионного осаждения с дуговым испарением. Для каждого типа инструментов и деталей рекомендованы определенные типы покрытий, запрограммированы стандартные режимы их нанесения. [23]
Магнетронная модификация оборудования позволяет
наносить как однокомпонентные, так и многокомпонентные составы, в частности
припои, подложки для пайки, заменять гальванические, а так же наносить
жаростойкие покрытия.

Рисунок 1.22 - Установка NanoARCmaster
Современные высокотехнологичные вакуумно-дуговые установки максимально возможно снижают размеры и количество капельной фазы. [23]
Один из мировых лидеров в этом секторе является Швейцарская фирма «Платит». Он занимается упрочнением режущих инструментов и быстроизнашиваемых деталей машин. «Платит» производит оборудование для нанесения покрытий, основанное на плазме. [24]
Покрытие наносится методом дугового испарения и
магнетронным методом. С дуговым испарением производится такие установки как
PL70, PL1001, PL2001. А так же имеется новые установки с боковыми вращающимися
катодами (LARC®) и с центральными вращающимися катодами (CERC) ПЛАТИТ π80
и
π300.
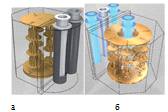
Рисунок 1.23 - установка ПЛАТИТ π80
и
π300.
а
- LARC® (боковые вращающиеся катоды) б - CERC® (Центральные вращающиеся
катоды).
С помощью таких технологий наносят следующие покрытия:
* Стандарт: TiN, TiAlN, AlTiN
* Дополнительный: TiCN-MP, TiAlCN, GRADVIC®, GRADVIC2®, ZrN, CrN, CROMVIC®, CROMVIC2®, nACRo
* Nanocomposite:nACo®, nACRo®, nATVIc®, nATTIVIc®, Fi-VIc®, Fi-TIVIc2®, nACRo®, nACVIc®
* Тройное покрытие: nACRo3, nATRCo3, nACo3®
* Монослои, Мультислои, нанослои, нанокомпазиционные, и их комбинации
Структура тройного покрытия nACRo3 показано на
рисунке 1.24. [24]
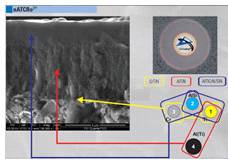
Рисунок 1.24 - Покрытие nACRo3 полученное на
установке ПЛАТИТ π300 CERC технологией
CERC