Материал: Упрочнение режущих инструментов, используемых в кожевенно-меховом производстве с применением плазменных нанотехнологий
Время процесса напыления в соответствии с островковой моделью нанесения покрытий нелинейно увеличивает толщину покрытия: в начальный момент роста пленка формируется в виде островков и интенсивность отражения частиц от подложки сравнительно мала; при дальнейшем росте островки начинают сливаться, доля покрытой поверхности увеличивается и увеличивается равновероятность прохождения процессов осаждения и распыления покрытия. Следовательно, толщина покрытия интенсивно возрастает в течение первых 1,5-2 минут, а в дальнейшем ее рост замедляется (рисунок 4.2). При увеличении толщины пленки ухудшаются морфологические свойства покрытия, поэтому максимум прочностных характеристик приходится на ее размер в пределах 5..10 мкм [28].
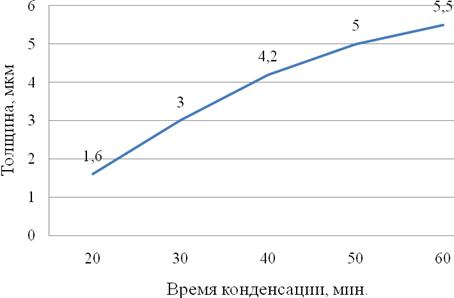
Рисунок 4.1 - График зависимости толщины
покрытия от времени конденсации.
С изменением давления азота в камере цвет покрытия образцов изменяется от светло-золотисто-желтого(P = 0,035 Па) до темно-золотисто-желтого(P = 1,04 Па). У образца, напыленного при P = 0,013 Па, цвет покрытия светло-серо-желтый. При низком давлении азота (P = 0,013-0,035 Па) образуются плотные бестекстурные беспористые покрытия с большим содержанием капельной фазы, которая в случае расположения на границе конденсат - подложка является причиной снижения прочности их сцепления. Такое большое содержание капельной фазы объясняется снижением реакционной способности азота и увеличением длины свободного пробега ионов титана при низких значениях давления реакционного газа. При давлении азота P = 0,058-0,81 Па формируется мелкая плотная текстура, близкая к стехиометрическому составу TiN, которая характеризуется оптимальным, с точки зрения металлических свойств, соотношением металлической и ионной составляющих связи. При этом содержание капельной фазы уменьшается, а количество пор и отслоений увеличивается. При дальнейшем повышении давления большое число свободных ионов азота приводит к резкому увеличению количества пор и отслоений.
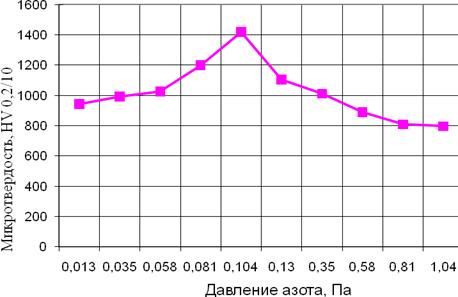
Рисунок 4.2 - Зависимость
микротвердости TiN - покрытия от давления азота
Проанализировав результаты исследования, можно сделать вывод о том, что образцы, полученные при давлении азота Р = 0,081-0,81 Па, имеют наиболее равномерно распределенную мелкую плотную структуру, минимальное содержание капельной фазы, пор, наплывов, отслоений и наибольшие значения микротвердости (рисунок) и, следовательно, будут наиболее работоспособны при использовании на режущих инструментах.
Исследовался рельеф образцов
методами сканирующей зондовой микроскопии, наноиндентирования и склерометрии с
помощью сканирующего нанотвердомера «НаноСкан-3D». Микроскопический анализ
пленок выявил неоднородность структуры и образование микрокапельной
металлической фазы (рисунок 4.3).
Рисунок 4.3 - Рельеф образца. СЗМ
(сканирующий зондовый микроскоп) изображение. Размер изображения 15,4×25,4 мкм.
Основным недостатком установки ННВ6.6-И1 является наличие "капельной фазы", т.е. капель металла вырванных с поверхности катода при его плавлении. Дефекты покрытия от "капельной фазы" проявляются в виде повышения параметра шероховатости, выступания капель металла над покрытием и получению неоднородного покрытия из нитридов и капель металла в нем.
Для исключения микрокапельной
металлической фазы разработана дополнительная система способствующая уменьшению
пористости покрытия, уменьшению шероховатости, повышению стойкости.
Каплеуловитель выполнен из керамического материала, электрически изолирован от
корпуса и установлен от катода на расстоянии, равном диаметру катода, причем
диаметр каплеуловителя равен диаметру катода.
Рисунок 4.4 - Устройство улавливания
капельной фазы металла дуговых испарителей: катод-2, вакуумная камера-1,
каплеуловитель-9
Условие электроизоляции
каплеуловителя от всех элементов устройства обеспечивает высокую
производительность процесса, благодаря беспрепятственному прохождению в объем
камеры ионов испаряемого металла, которые в основном и формируют покрытие.
Данное устройство позволяет получать качественные однородные конденсаты без
капельной фазы с высокой производительностью. Данное устройство является
патентоспособным. Нами подана заявка на получение патента на полезную модель
№2011113754 от 08.04.11.
.2 Характеристики нитридтитанового
покрытия
Для определения характеристик и режимов нанесения покрытия в качестве подложки использовали металлорежущие инструменты. Основными параметрами, которыми следует оперировать для управления свойствами покрытия, являются следующие: давление реактивного газа в камере, ток дуги испарителя, напряжение ионной очистки опорное напряжение, время нанесения покрытия. Как показали эксперименты исследования, протекание процесса нанесения покрытия зависит от массы инструмента, его геометрических размеров и количества инструментов, загруженных в камеру. Для равномерного прогрева необходимо загружать в камеру инструменты одного типоразмера.
Начальная очистка инструмента
осуществляется в тлеющем разряде с плавным увеличением напряжения. При
появлении на поверхности инструментов микродуговых разрядов напряжение
фиксируют. После очистки тлеющим разрядом проводится ионная бомбардировка
поверхности инструментов с одним работающим испарителем. Об окончании ионной
очистки свидетельствует постоянное и неменяющееся напряжение очистки. Нанесение
покрытия осуществляется на двух испарителях при постоянном контроле температуры
инструмента пирометром AR862K - бесконтактный ИК термометр (рисунок 4.5).

Рисунок 4.5 - Пирометр бесконтактный
AR862K.
Величины всех параметров нанесения
покрытия приведены в таблице 4.1.
Таблица 4.1- Параметры нанесения покрытий.
|
Технологический процесс |
Очистка ионной бомбардировкой |
Нанесение покрытия |
|
1 |
2 |
3 |
|
Материал катода |
Ti |
Ti |
|
Материал покрытия |
- |
TiN +наноTiО |
|
Ток дуги, А |
2Ч65±5 |
2Ч65±3 |
|
Давление в камере, мм.рт.ст. |
(2-3)·10-4 |
(1-2)·10-3 |
|
Время конденсации, мин. |
5-10 |
60±5 |
|
Опорное напряжение, В |
600-1500 |
250 |
|
Ионный ток, А |
1-3 |
0,5-2 |
|
Скорость вращения, об/мин |
1,8 |
1,8 |
|
Средняя яркостная температура, ОС |
300-400 |
250-400 |
Особенности, присущие технологическому процессу нанесения износостойких покрытий методом КИБ, накладывают некоторые ограничения на характер размещения инструментов в камере установки. Конструкция приспособлений должна обеспечивать равномерное нанесение покрытия и постепенный разогрев инструмента. Приспособления должны иметь минимальную массу, надежно контактировать с инструментом, не затенять рабочих элементов инструмента и исключать соприкосновение отдельных инструментов друг с другом при вращении.
С учетом указанных требований было разработано
два типа приспособлений: для нанесения покрытия на мездрильные дисковые ножи
(рисунок 4.1) и для нанесения на метчики, фрезы и сверла (рисунок 4.2).
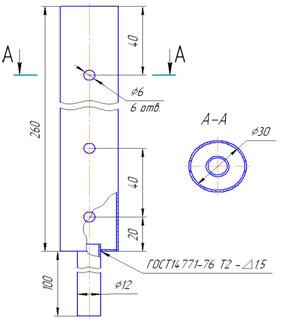
Рисунок 4.5 - Приспособление для нанесения покрытий на мездрильные дисковые ножи.
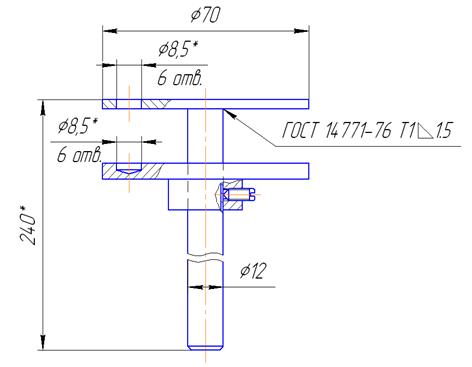
Рисунок 4.6 - Приспособление для нанесения
покрытий на метчики фрезы и сверла.
Технологическую оснастку необходимо разместить в центре вакуумной камеры точно напротив выходов электродуговых испарителей в зоне наибольшей концентрации ионов испаряемого материала. Приспособление для крепления дисковых ножей представляет собой полую цилиндрическую конструкцию, выполненную из нержавеющей стали (12ХН10Т), диаметром 30 мм и высотой 260 мм. Приспособление устанавливается в центральное гнездо планетарного механизма вращения. Дисковые ножи для упрочнения горизонтально одеваются на цилиндрическую часть технологической оснастки и зафиксируется с помощью шплинтами 5x40 ГОСТ 397-79. Во время обработки приспособление вращается, что обеспечивает равномерное нанесение покрытия. Для нанесения использовались катоды из титана (ВТ1- 00) и азот по ГОСТ 9293-74.
Для крепления фрез, сверл и метчиков
использовали технологическую оснастку, показанное на рисунке 4.6. Перечень
металлорежущих инструментов показаны в таблице 4.1, где указаны их характеристики
до упрочнения и после упрочнения. Металлорежущие инструменты испытывались в
производственных условиях в ООО «Татнефть-МехСервис» г. Альметьевск.
Таблица 4.1 - Перечень упрочняемых металлорежущих инструментов и их характеристики.
|
Наименование инструмента |
Мате-риал инстру-мента |
Твер-дость, HRC |
Обрабатываемые детали, воздействие |
Дефекты инструмента с покрытием после промышленных испытаний |
Повышение стойкости, раз |
|
Фреза червячная (желтая) |
Р6М5 |
62 |
Валы из стали 40Х, резание |
Режущая кромка затупляется |
2-3 |
|
Сверло центровочное |
Р6М5 |
63 |
Валы, резание |
Режущая кромка затупляется |
2-3 |
|
Резец червячный |
Р6М5 |
63 |
Валы, резание |
Режущая кромка затупляется |
2-3 |
|
Резец резьбовой |
Р6М5 |
63 |
Валы, резание |
Режущая кромка затупляется |
2-3 |
|
Резец фасонный |
Р6М5 |
63 |
Валы, резание |
Режущая кромка затупляется |
2-3 |
|
Резец подрезной |
Р6М5 |
62 |
Валы, резание |
Скол острого узла, подгорание кромки |
1,5-2 |
|
Фреза пальчиковая |
Р6М5 |
63 |
Корпуса, резание |
Затупление кромки |
3-4 |
|
Сверло Д 65мм |
Р6М5 |
62 |
Заготовки под торцевые ключи, резание |
Сколы |
1,5-2 |
|
Пластины |
ВК60М |
98 HRA |
Валы, резание |
Сколы |
1,5-2 |
|
Пуансон |
Х12М |
55 |
Корпуса, выдавливание |
Деформация, истирание |
2-3,5 |
|
Пуансон |
Х12М |
55 |
Корпуса, выдавливание |
Деформация, истирание |
2-3,5 |
|
Сверло перовое |
Р6М5 |
64 |
Калибровка, резание |
Затупление |
2-2,5 |
|
Сверло |
Р6М5 |
63 |
Слесарные изделия |
Затупление |
1,1-1,5 |
|
Ролик накатной |
Р18 |
65 |
Валы, накатка |
Затупление |
2-2,5 |
|
Ролик накатной |
Х12М |
55 |
Валы, накатка |
Затупление |
1 |
|
Метчик |
Р6М5 |
63 |
Отверстия, резание |
Затупление |
2-2,5 |
Из таблицы 4.1 видно, что покрытие защищает металлорежущий инструмент и повышает его стойкость в 2-3 раза.
Толщину покрытий определяли на изломах пленок, нанесенных на хрупкие твердосплавные подложки. В качестве хрупкого материала использовали поликорунд 20х40. Толщина покрытия при таких режимах нанесения составила 3-4 мкм.
Для определения увеличения микротвердрсти после
упрочнения в качестве объекта исследования были выбраны образцы от стационарных
ножей рубильных и стригальных машин кожевенно-мехового производства, а также
образцы из стали У7А, 40Х12, 12Х19Т. Далее определяли микротвердость. В таблице
4.2 указаны значения микротвердости образцов до нанесения и после нанесения
покрытия.
Таблица 4.2 - Микротвердость образцов.
|
Образцы |
Без покрытия |
С покрытием TiN |
||||
|
|
Диаметр отпечатка, мкм |
Микро-твердость кгс/мм2 |
Средне-арифметичес-кое значение микротвердос-ти кгс/мм2 |
Диа-метр отпе-чатка, мкм |
Микро-твердость кгс/мм2 |
Средне-арифмети-ческое значение микро-твердости кгс/мм2 |
|
Образец 1 сталь У7А |
24,5 26 26,7 |
310 278 267 |
285 |
18,1 20,1 21,3 |
572 464 420 |
485,3 |
|
Образец 2 сталь 40Х12 |
25 24,5 25,1 |
302 311 292 |
301,6 |
21 19,8 20 |
420 514 464 |
466 |
|
Образец 3 сталь 12Х19 Т |
25,8 26,2 26,6 |
281 268 263 |
270,6 |
24,3 23,4 23,4 |
322 351 351 |
341,3 |
|
Образец 4 от стационарного ножа рубильной машины РМ-1200 |
18 17,1 17,7 |
572 642 611 |
608,3 |
16,5 14,1 15,3 |
724 946 824 |
831,3 |
|
Образец 5 немецкая сталь от стационарного ножа «Оздерсан-1250» |
16,5 16,2 16,8 |
704 724 680 |
702,6 |
12,9 13,8 13,2 |
1201 1030 1097 |
1109,3 |
|
Образец 6 турецкая сталь от стационарного ножа «Оздерсан-1250» |
17,7 15,9 17,1 |
612 773 642 |
675,6 |
14,7 16,2 14,4 |
940 724 950 |
871,3 |
Рисунок 4.7 - Диаграмма микротвердости образцов
Микротвердость измерили на микротвердомере ПМТ-3М с нагрузкой на индентор 100г. Из рисунка видно что, микротвердость образцов после нанесения нитридтитанового покрытия возрастает до 2 раза и зависит от исходной твердости поверхности. Это связано с тем, что при толщине 3-4 мкм и при нагрузке на индентор 100г алмазная пирамидка микротвердомера ПМТ-3М проходит сквозь покрытие. А при меньших нагрузках на индентор не удалось обнаружить отпечаток алмазной пирамидки на поверхности покрытия.