Материал: Упрочнение режущих инструментов, используемых в кожевенно-меховом производстве с применением плазменных нанотехнологий
За счет потока электронов с катода, металлической плазмы и остаточной газовой металлической плазмы в промежутке анод-катод поддерживается электропроводность и течет электрический ток. Металлическая плазма и пары материала катода за счет газодинамических сил, обусловленных разностью давлений в дуговом испарителе и камере, истекают в рабочее пространство вакуумной камеры. Здесь находятся изделия, на поверхность которых необходимо конденсировать покрытие, например, из нитрида титана. Изделие находится под отрицательным потенциалом, создаваемым специальным источником. Под действием электростатических сил ионы титана (металлическая плазма) движутся в сторону изделия. Энергия металлической плазмы легко регулируется величиной потенциала изделия, а размеры потока плазмы легко регулируются магнитным полем фокусирующей катушки электродугового испарителя. В вакуумной камере находится реагирующий газ- азот при давлении около 10-3 мм.рт. ст. под действием металлической плазмы азот ионизируется и его ионы вступают в реакцию с ионами металла, образуя на поверхности изделия покрытие нитридов. Для того, чтобы пленка нитрида была по плотности близкой к 100%, процесс организуют так, что ионы металла катода постоянно бомбардируют изделие, повышая его температуру до 300-600 ˚С и уплотняя покрытие.
Равномерность покрытия изделия обеспечивается
вращением изделия в вакуумной камере или пространственным расположением
нескольких дуговых испарителей в камере.
.4 Характеристика применяемых материалов
Спирт этиловый ректификат ГОСТ 8300-72
Бензин БР-1 («Галоша») ГОСТ 443-76
Азот газообразный (ГОСТ 9293-74)- инертный газ без цвета и запаха плотностью 1,25046 кг/м при 0 °С и давлении 101,3 кПа. Удельный объем газообразного азота равен 860,4 дм/ кг при давлении около 10 Па и температуре 290 К.
Титан ВТ1-00 серебристо- белый металл. Химический символ Тi.
Относительная атомная масса- 47,88± 0,03
Температура плавления -1671 ˚ С
Температура кипения - 3260 ˚ С
Нитрид титана - условная химическая формула Ti2N - TiN
Содержание неметалла, % (по массе) - 10- 22,6
Температура плавления - 2950 ˚С
Бязь марки х/б ГОСТ 1108-74
3.5 Методики определения характеристик
инструмента с покрытием
Определение микротвердости покрытия.
Метод определения микротвердости предназначен для оценки твердости очень малых (микроскопических) объемов материалов. Его применяют для измерения твердости мелких деталей, тонкой проволоки или ленты, тонких поверхностных слоев, покрытий и т. д. Главное назначение - оценка твердости отдельных фаз или структурных составляющих сплавов, а также разницы в твердости отдельных участков этих составляющих.
Метод стандартизован (ГОСТ 9450-76). В качестве
индентора при измерении микротвердости чаще всего, как и в случае определения
твердости по Виккерсу, используют правильную четырехгранную алмазную пирамиду с
углом при вершине 136°. Эта пирамида плавно вдавливается в образец при
нагрузках 0,05-5Н. Число микротвердости Нм, МПа, определяется по формуле:
HV= 1,854∙105 ∙F/d2
где F - нагрузка, Н; d - диагональ отпечатка; 1,854 - площадь боковой поверхности полученного пирамидального отпечатка.
По ГОСТу число микротвердости. МПа, записывают без единицы измерения, например HV=1050. Микротвердость массивных образцов измеряют на металлографических шлифах, приготовленных специальным образом. Глубина вдавливания индентора при определении микротвердости (d/7) составляет несколько микрометров и соизмерима с глубиной получаемого в результате механической шлифовки и полировки наклепанного поверхностного слоя. Поэтому методика удаления этого слоя особенно важна.
Рисунок 3.2 - Микротвердомер ПМТ-3
Образец устанавливается на основание (стеклянную или металлическую плоскую пластину) через подложку из пластилина, обеспечивающую, с помощью специального пресса, параллельность поверхности шлифа и плоскости стола прибора ПМТ-3, находящегося в положении измерения микротвердости (повернут до упора по часовой стрелке). С помощью винтов 5и 6 осуществляется наводка на резкость. А перемещением стола микрометрическими винтами 12 и 13 выбирается место нанесения отпечатка микротвердости той или иной структурной составляющей. Затем стол переводится в положение нанесения отпечатка плавным его поворотом против часовой стрелки до упора с помощью рукоятки 2. На механизм нагружения прибора ПМТ-3 устанавливается груз, соответствующий необходимой величине нагрузки (в данном случае - 0,98 Н).
Поворотом рукоятки 18 механизма нагружения против часовой стрелки до упора, последующей выдержкой отпечатка под нагрузкой и возвратом рукоятки 18 в исходное положение осуществляется цикл нанесения отпечатка микротвердости. Поворотом стола в положение измерения отпечатка микротвердости (по часовой стрелке до упора) помещаем отпечаток в поле микроскопа (при необходимости корректируем наводку на резкость). Совмещая перекрестие микроскопа последовательно с правым и левым углом отпечатка, считываем соответствующие показатели d1 и d2 со шкалы (сотни мкм) и лимба (десятки и единицы мкм) 10 микроскопа.
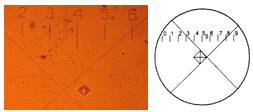
Рисунок 3.3 - Измерение диагонали отпечатка
микротвердости.
Определение толщины покрытия.
Толщину покрытий определяли на изломах пленок, нанесенных на хрупкие твердосплавные подложки. В качестве хрупкого материала можно использовать поликорунд.
Излом поликорунда с покрытием прикрепляется
перпендикулярно на стол микротвердомера ПМТ-3.
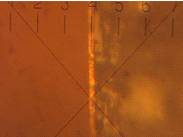
Рисунок 3.4 - Покрытие TiN в разрезе
С помощью винтов 5 и 6 (рис 3.1) осуществляется наводка на резкость. Далее совмещая перекрестие микроскопа считываем толщину со шкалы (сотни мкм) и лимба (десятки и единицы мкм) 10 микроскопа.
Определение наличия наночастиц из монооксида титана
Рельеф и механические свойства сверхтвердых покрытий исследовался методами сканирующей зондовой микроскопии, наноиндентирования и склерометрии с помощью сканирующего нанотвердомера «НаноСкан-3D».
Сканирующие нанотвердомер «НаноСкан» предназначен для исследования рельефа и структуры поверхностей и измерения механических свойств (твердости и модуля упругости) материалов и тонких пленок на субмикронном и нанометровом масштабе.
Сканирующий нанотвердомер «НаноСкан» работает на
принципах, схожих с положенными в основу сканирующей силовой микроскопии.
Главным отличием данного прибора от классических сканирующих зондовых
микроскопов (СЗМ) является применение пьезорезонансного кантилевера камертонной
конструкции с высокой изгибной жесткостью консоли. Использование режима
резонансных колебаний позволяет осуществлять контроль контакта острия зонда с
поверхностью по двум параметрам: изменение амплитуды и частоты колебаний зонда.
Резонансный режим работы зонда обеспечивает высокую стабильность амплитуды и
частоты колебаний и гарантирует достаточно мягкий контакт острия с твердой
поверхностью исследуемого материала во время сканирования.

Рисунок 3.5 Сканирующий нанотвердомер
«НаноСкан-3D». Общий вид.
В то же время высокая изгибная жесткость консоли зонда позволяет острию зонда проникать сквозь вязкий слой до контакта с упругой поверхностью, а также модифицировать поверхность -проводить индентирование и нанесение царапин (склерометрия). Конструкция зонда допускает использование алмазных наконечников различных типов и размеров. Изгиб пьезорезонансного зонда контролируется с помощью высокоточного датчика перемещений, позволяющего измерять силу нагружения в процессе наноиндентирования.
На базе «НаноСкан» реализован метод измерения твердости, основанный на измерении и анализе зависимости нагрузки при вдавливании индентора в поверхность материала от глубины внедрения индентора. Данный метод лежит в основе стандарта на измерение твердости ISO 14577.
Для механических испытаний применяется индентор типа Берковича, который представляет из себя трехгранную алмазную пирамиду с углом при вершине около 142º.
Метод измерительного динамического индентирования заключается в следующем: индентор вдавливается в поверхность образца с постоянной скоростью, при достижении заданной нагрузки индентор отводится в обратном направлении. В процессе такого испытания производится запись значений нагрузки и соответствующего ей смещения индентора.
Типичная для этого метода экспериментальная
кривая в виде графика зависимости нагрузки (P) от глубины вдавливания (h)
представлена на Рис. 4. Она состоит из двух частей, соответствующих процессу
нагружения и разгрузки. В рамках данного метода твердость H образца
определяется уравнением:
![]()
Здесь Ас - это площадь проекции отпечатка при
максимальном значении приложенной нагрузки Pmax.
Рисунок 3.6 Общий вид кривой нагружения, и схема
контакта с обозначениями величин, используемых в методике расчета модуля
упругости и твердости.
Площадь контакта при максимальной нагрузке Ас определяется геометрией индентора и глубиной контакта hc и описывается так называемой функций формы иглы Ac = f (hc ).
Измерения площади отпечатка на субмикро- и нанометровом масштабах ограничивается разрешающей способностью оптических микроскопов. В этом случае весьма эффективным способом является применение методов СЗМ, позволяющих получать изображения восстановленных отпечатков с нанометровым пространственным разрешением.
Значение твердости в методе рассчитывается по формуле Мейера и представляет собой отношение максимальной приложенной к индентору нагрузки к площади проекции отпечатка, измеренной по его изображению.
Процесс индентирования в данном методе происходит по алгоритму, аналогичному методу измерительного динамического индентирования. Максимальная нагрузка, приложенная к индентору, измеряется по сигналу оптического датчика.
После индентирования производится сканирование восстановленного отпечатка в режиме СЗМ. Нанесение отпечатка и его последующее сканирование производится одним и тем же зондовым датчиком с одним и тем же алмазным индентором, что позволяет избежать трудностей при поиске областей измерений. В результате сканирования строится растровое трехмерное изображение, по которому измеряются геометрические параметры отпечатка и вычисляются необходимые для расчета твердости параметры. Определение геометрических параметров восстановленного отпечатка производится по специально разработанному алгоритму.
Наличие нанофазы в покрытие можно узнать по
графику зависимости значения твёрдости от глубины внедрения индентора при
измерении методом динамического наноиндентирования.
3.6 Технология нанесения покрытий
Первый этап это подготовка инструментов к обработке. Инструменты очищается этиловым спиртом или бензином для того чтобы убрать жирные следы и грязь, в случае необходимости рабочая поверхность полируется.
Далее инструмент завешивается на подвески (крючки) вращателя, который заранее очищается от металлической грязи, и после этого дверца вакуумной камеры закрывается. Включается установка. Открывается кран с охлаждающей водой. Снимается сигнал блокировок. Закрывается клапан для входа воздуха. Включается форвакуумный насос. Далее открывается клапан откачки диффузионного насоса. Включается нагреватель дифнасоса. Закрывается клапан откачки дифнасоса, открывается клапан байпасной магистрали. При достижении минимального остаточного давления в камере закрывается байпасная магистраль, открывается форвакуумная откачка из дифнасоса. По истечении 30-35 мин. с момента включения нагревателя дифнасоса открывается высоковакуумный затвор и регистрируется изменение вакуума на форвакуумной магистрали термопарным датчиком. При достижении в форвакуумной магистрали давления остаточного вакуума камеры с байпасной откачкой, включается ионизационная часть вакуумметра. По ионизационной части регистрируется темп набора вакуума в камере в течение 20 минут.
Далее охлаждающая вода подается на камеру и на испарители. Включается привод вращателя и регулируется скорость вращения. Следующий этап это ионная очистка. Опорное напряжение ставим на 600-1000 В и включаем дуговые испарители. При интенсивной бомбардировке поверхность очищается и постепенно нагревается. После того как температура инструмента дойдет до 200 градусов прекращаем очистку. Опорной напряжение ставим на 250 В, в камеру пускаем азот, регулируется давление азота, ток дуги и опорное напряжение.
Получение нанофазы монооксида титана регулируется током дуги испарителей и парциальным давлением кислорода в реагирующем газе.
После нанесения покрытия установка выключается.
В вакууме 20- 30 мин. инструменты охлаждаются и готовые образцы вынимаются из
камеры.
4.
Результаты экспериментальных исследований и их обсуждение
4.1 Исследование влияния параметров нанесения
покрытия на характеристики режущих инструментов
Основными параметрами ионно-плазменной обработки, существенно влияющими на структуру и свойства покрытий системы титан-азот являются: давление реакционного газа (азота), ток дуги, потенциал смещения, температура подложки, время обработки и геометрия расположения образцов в вакуумной камере. Давление реакционного газа определяет, в первую очередь, формирование состава получаемых покрытий - элементного и фазового. Величина тока дуги влияет на содержание в ионно-плазменном потоке, возникающего при эрозии титанового катода, кластеров, макро- и микрочастиц капельной фазы. От изменения потенциала смещения (опорного напряжения) существенно зависит скорость роста пленки. При этом меняются микроструктура, твердость и величина микро- и макронапряжений модифицированной ионно-плазменными потоками поверхности. Температура конденсации также определяет микроструктуру и величину остаточных напряжений.
Процесс формирования покрытия протекает в две стадии. На первой к инструменту прикладывается напряжение порядка 1,0-1,5 кВ при давлении в вакуумной камере порядка 10-4 мм рт. ст. В результате ионной бомбардировки происходит очистка, активация и разогрев поверхности инструмента. Оптимальная температура изделий при напылении с точки зрения высоких адгезионных свойств покрытия составляет 200-700 ºС [26,27]. В то же время надо учитывать температуру отпуска подложки, например, для стали 9ХФ она составляет 250ОС. На второй стадии в камеру поступает реактивный газ, напряжение на инструменте снижается до 200 В и происходит собственно процесс осаждения покрытия за счет прохождения плазмохимических реакций.
Из литературных источников [28, 29, 30] известно, что потенциал основы в пределах 20-400В не влияет на основные физико-механические характеристики покрытия, оказывая влияние только на толщину покрытия. При опорных напряжениях до 20 и выше 400 В микротвердость незначительно снижается, поэтому оптимальное значение опорного напряжения находится в пределах 20-400 В.
Увеличение тока разряда дуги приводит к увеличению толщины покрытия, однако при возрастании тока свыше 130 А снижается совершенство структуры и резко повышается количество капельной фазы a-Ti, которая является причиной снижения прочности сцепления подложки с покрытием. При малой мощности разряда (ток дуги <80-90 А) из-за уменьшения коэффициента ионизации плазмы в пленку «замуровываются» нейтральные частицы реакционного газа и титана, что способствует повышению концентрации дефектов покрытия(a-Ti, пористости, наплывов).