Материал: Упрочнение режущих инструментов, используемых в кожевенно-меховом производстве с применением плазменных нанотехнологий
В связи с этим, были проведены исследования на твердомере «НаноСкан3D».
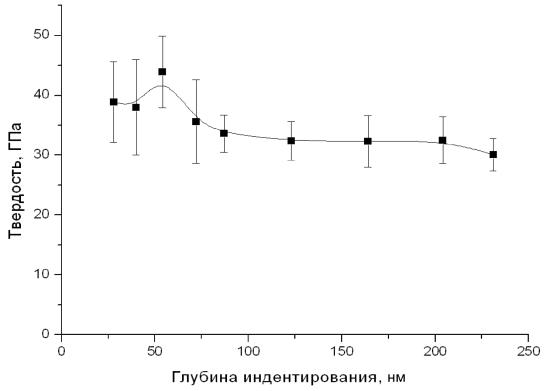
Рисунок 4.8 - График зависимости значения
твёрдости от глубины внедрения индентора при измерении методом динамического
наноиндентирования
Физический анализ пленок TiN на твердомере «НаноСкан3D» выявил многофазный состав при различных условиях осаждения. Это, вероятно, связано с конденсацией оксида титана во время роста покрытия. Структурные вакансии из монооксида титана упрочняют нитридтитановую матрицу и повышает эффективность покрытия. Из рисунка 4.8 видно, что на глубине 60 нм покрытие имеет твердость до 50 ГПа. Это говорит о том, что в этом месте имеется фаза из монооксида титана.
Для определения стойкости покрытие наносили на дисковые ножи от мездрильной машины ДМ-3М (рисунок 4.9). Испытание проходили на ОАО «Мелита» в производственных условиях.

Рисунок 4.9 - Дисковый нож с нитридтитановым
покрытием.
Ножи с нитридтитановым покрытием были переданы в
мездрильные и строгальные цеха ОАО «Мелита», где мездрировали и строгали шкурки
норки и кролика. Акт испытания дискового ножа указан в приложении Г. Результаты
испытаний показаны в таблице 4.3
Таблица 4.3 - Результаты испытаний дискового ножа.
|
Операции |
Затупление ножа, число шкурок |
|||
|
|
Без покрытия |
С покрытием |
||
|
|
норка |
кролик |
норка |
кролик |
|
Мездрение. После процесса отмоки |
180÷205 |
206÷220 |
340÷380 |
350÷380 |
|
Строгание. После процесса дубления |
110÷120 |
115÷130 |
240÷250 |
260÷290 |
Из данных приведенных в таблице 4.3 видно, что
покрытие защищает нож от износа и повышает его стойкость.
4.3 Технико-экономическое обоснование
В кожевенно-меховом производстве, в результате
изнашивания, режущая кромка инструмента теряет свою первоначальную форму и, как
следствие, режущую способность. Для восстановления режущей способности
инструмента производится затачивание его рабочих поверхностей. В процессе
затачивания инструмента с его рабочей части срезаются довольно большие слои дорогостоящего
инструментального материала. Кроме того, на смену затупившегося инструмента
затрачивается время, которое увеличивает продолжительность операции
механической обработки, а следовательно и ее стоимость. В таблице 4.4 указаны
основные технико-экономические показатели строгания шкурки норки.
Таблица 4.4 - Технико-экономические показатели операции строгания
|
Наименование показателя |
Обозна-чение |
Единица измерения |
Значение |
|||
|
Стоимость основного оборудования |
N |
руб. |
56000 |
|||
|
Амортизационные расходы |
А |
руб/мес. |
930 |
|||
|
Зар. плата рабочего |
Z |
руб/мес. |
14000 |
М |
руб. |
3000 |
|
Стоимость 1 заточки |
P |
руб. |
50 |
|||
|
Производительность ДМ3-30: строгание шкурки норки |
К |
шт/мес. |
12000 |
|||
|
Расходы электроэнергии |
J |
руб/мес. |
4400 |
|||
|
Количество заточек ножа без покрытия в месяц |
Qб |
шт/мес. |
80 |
|||
|
Количество строганных шкур норки на 1 нож без упрочнения |
|
шт/нож |
600 |
|||
|
Стоимость нанесения покрытия |
B |
руб/нож |
32 |
|||
|
Количество заточек ножа c упрочнением в месяц |
QTiN |
шт/мес. |
40 |
|||
|
Количество строганных шкур норки на 1 нож c упрочнением |
|
шт/нож |
1200 |
Для определения экономической эффективности сравнивали стоимость строгания одной шкурки норки ножом без упрочнения и с упрочнением.
Стоимость строгания одной шкурки норки с ножом
без покрытия:
![]()
Стоимость строгания одной шкурки норки с упрочненным ножом:
![]()
![]()
После упрочнения дискового ножа стоимость
строгания уменьшилась на 23%.
Заключение
В данной работе исследовалось
повышение стойкости режущих инструментов кожевенно-меховых производств, а так
же металлообрабатывающие инструменты упрочнением рабочей поверхности твердыми
покрытиями. Наносились нитридтитановые покрытия с упрочняющей нанофазой
вакуумно-дуговым осаждением, методом КИБ. Обоснованы ионно-плазменные методы
упрочнения, подготовлены установки, разработана оснастка. Определены
оптимальные режимы нанесения покрытия: ток дуги испарителей 2![]()
![]() 65А, опорное напряжение - 250В,
время конденсации 60мин., скорость вращения изделия - 1,8 об/мин. Проведен
подбор номенклатуры быстроизнашиваемых режущих инструментов используемые в
производстве кожи и меха. Проведена серия экспериментов по нанесению на
поверхность ножа. Исследованы свойства полученных упрочненных режущих
инструментов.
65А, опорное напряжение - 250В,
время конденсации 60мин., скорость вращения изделия - 1,8 об/мин. Проведен
подбор номенклатуры быстроизнашиваемых режущих инструментов используемые в
производстве кожи и меха. Проведена серия экспериментов по нанесению на
поверхность ножа. Исследованы свойства полученных упрочненных режущих
инструментов.
Из анализа данных исследований по повышению стойкости режущих инструментов кожевенно-меховых производств получены следующие результаты:
повышение стойкости режущего инструмента с покрытием TiN возможно только при соблюдении строго оптимизированного технологического процесса. При этом температура нагрева инструмента с учетом адгезионных свойств должна находится в диапазоне 200-400 ОС;
микротвердость покрытия из TiN зависит от его толщины и стабилизируется при толщине покрытия свыше 5 мкм, и она составляет 20 ГПа;
разработана комплект технической документации на технологический процесс нанесения упрочняющих покрытий методом КИБ;
проведены производственные испытания нового покрытия для мездрильных ножей, стойкость которых увеличилась в 2-2,5 раза;
оценен экономический эффект упрочнения режущих инструментов.
Таким образом, данная технология
упрочнения режущих инструментов позволяет: повысить твердость до 40 ГПа;
увеличить срок службы режущих инструментов кожевенно-мехового производства, в
том числе и металлорежущих инструментов до 3 раза; снизить стоимость операции
строгания на 23%.
Список использованных источников
Бурмистров А.Г. Машины и аппараты производства кожи и меха - М: КолосС, 2006. - 384с.
Гойфман Б.Г., Чекмаров В.Л.. Оборудование предприятий меховой промышленности. М.: Легпромбытиздат, 1991. - 320 с.
В.К. Афонин, Б.С. Ермаков, и др. «Металлы и сплавы, справочник» Санкт-Петербург. 2003г.
А.П. Гуляев Металловедение. - М.: Металлургия, 1977.
Орлов П.И. Основы конструирования. Справочник, методическое пособие. - Москва: Машиностроение, 1983.
Алхимов А. П., Нестерович Н. И., Папырин А. Н. Экспериментальное исследование обтекания тел сверхзвуковым двухфазным потоком. - ПМТФ, 1982, № 2, с.66-74.
Алхимов А. П., Косарев В. Ф., Папырин А. Н. Метод «холодного» газодинамического напыления. - Докл. АН СССР, 1990, т.315, № 5, с.1062-1065.
Алхимов А. П., Клинков С. В., Косарев В. Ф., Фомин В. М. Холодное газодинамическое напыление. Теория и практика. - М. Физматлит, 2010, 536 с.
Каширин А. И., Шкодкин А. В. Газодинамическое напыление металлических покрытий - возникновение метода и его современное состояние. - Упрочняющие технологии и покрытия. 2007, № 12(36), с. 22-33.
Буздыгар Т. В., Каширин А. И., Клюев О. Ф. Портнягин Ю. И. Способ получения покрытий. - Патент РФ № 2038411, 1993.
Энциклопедический словарь Брокгауза и Ефрона. Санкт-Петербург, 1890-1907
Хасуи А., Моригаки О. Наплавка и напыление. Пер. с яп. Москва «Машиностроение» 1985 г.
Орлов П.И. Основы конструирования. Справочник, методическое пособие. - Москва: Машиностроение, 1983.
Орлов П.И. Основы конструирования. Справочник, методическое пособие. - Москва: Машиностроение, 1983.
Мацевитый В.М., Борушко М.С., Береснев В.М., Романова Л.М., Удовенко Е.С. Структура и механические свойства вакуумно-плазменных покрытий TiCN // Известия высших учебных заведений. Черная металлургия.- № 3. -1984.
Волин Э.М. Ионно-плазменные методы получения износостойких покрытий. Технология легких сплавов.-№ 10.-1984.
Заявка 20935 Англия. Механические свойства пленок нитрида титана. Плазменное осаждение пленок нитрида титана / Мюзил Дж., Вискожид Дж., Баснер Р., Уэллер Ф. Опубл. 1985.
Третьяков И.П., Верещака А.С. Режущие инструменты с износостойкими покрытиями. - Москва: Машиностроение, 1986.
Локтев Д., Ямашкин Е. Методы и оборудование для нанесения износостойких покрытий «Наноиндустрия» №4. -2007. -С. 18-24.
ВНИИИНСТРУМЕНТ.
Технологии ионно-плазменного напыления. [Электронный ресурс] - Режим доступа:
#"796182.files/image047.gif">![]() 80 мм ОСТ 1.900107-73 10г/цикл
80 мм ОСТ 1.900107-73 10г/цикл
О13
01 Произвести ионную очистку приспособлений, плавно увеличивая напряжение
Р14
воздух
(5-8) 10-5 мм рт ст (500-600)![]()
![]() (600-1200)В 2
(600-1200)В 2![]()
![]() (65
(65![]()
![]() 5) А 7-10 мин
5) А 7-10 мин
15
16
мк/кттп
|
|
ГОСТ 3.1118-84 Форма 1б |
|||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||
|
Взам. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||
|
|
КХТИ02271.0001 |
10 |
||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
КХТИ10271.0004 |
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
А |
цех |
УЧ. |
РМ |
опер. |
код, наименование операции |
Обозначение документа |
||||||||||||||||||||||||||||||||||||||
|
Б |
код, наименование оборудования |
СМ |
проф. |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
КШТ |
ТП 3. |
ТШТ |
||||||||||||||||||||||||||||||||
|
к/м |
наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КН |
Н.расх |
|||||||||||||||||||||||||||||||||||||
|
Р01 |
среда давление температура напряжение ток дуги время |
|||||||||||||||||||||||||||||||||||||||||||
|
А02 |
075 7118 Нанесение покрытия |
|||||||||||||||||||||||||||||||||||||||||||
|
Б03 |
Установка для нанесения покрытий ИЕВГ.681311.001-ЛУ1 |
|||||||||||||||||||||||||||||||||||||||||||
|
Т04 |
Приспособление для напыления КХТИ01.00.00.СБ, П21.1000.00.СБ |
|||||||||||||||||||||||||||||||||||||||||||
|
05 |
Каплеуловитель КХТИ02.01.00.СБ |
|||||||||||||||||||||||||||||||||||||||||||
|
М06 |
Азот газообразный ГОСТ 9293-74 0,01 м3/цикл |
|||||||||||||||||||||||||||||||||||||||||||
|
07 |
Титан
ВТ1-00, круг |
|||||||||||||||||||||||||||||||||||||||||||
|
08 |
|
|||||||||||||||||||||||||||||||||||||||||||
|
О09 |
01 Провести напыление покрытия титана на изделия ИОТ№01-10 |
|||||||||||||||||||||||||||||||||||||||||||
|
Р10 |
воздух
(5) 10-5 мм рт ст (200-300) |
|||||||||||||||||||||||||||||||||||||||||||
|
О11 |
02 Провести конденсацию покрытия нитрида титана на изделия ИОТ№01-10 |
|||||||||||||||||||||||||||||||||||||||||||
|
Р12 |
азот
(1-3) |
|||||||||||||||||||||||||||||||||||||||||||
|
О13 |
03 Выключить дуговой испаритель, закрыть подачу азота, снять опорное напряжение, |
|||||||||||||||||||||||||||||||||||||||||||
|
14 |
закрыть высоковакуумный затвор КХТИ25071.0007 |
|||||||||||||||||||||||||||||||||||||||||||
|
О15 |
04 Выдержать инструменты в вакуумной камере 30 мин |
|||||||||||||||||||||||||||||||||||||||||||
|
16 |
|
|||||||||||||||||||||||||||||||||||||||||||
|
17 |
|
|||||||||||||||||||||||||||||||||||||||||||
|
мк/кттп |
|
|||||||||||||||||||||||||||||||||||||||||||
|
|
ГОСТ 3.1118-84 Форма 1б |
|
||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||
|
Дубл. |
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||
|
Взам. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||
|
Подл. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||
|
|
КХТИ02271.0001 |
11 |
|
|||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
КХТИ10271.0004 |
||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||
|
А |
цех |
УЧ. |
РМ |
опер. |
код, наименование операции |
Обозначение документа |
|
|||||||||||||||||||||||||||||||||||||||
|
Б |
код, наименование оборудования |
СМ |
проф. |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
КШТ |
ТП 3. |
ТШТ |
|
|||||||||||||||||||||||||||||||||
|
к/м |
наименование детали, сб. единицы или материала |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КН |
Н.расх |
|
||||||||||||||||||||||||||||||||||||||
|
Р01 |
среда давление температура напряжение ток дуги время |
|
||||||||||||||||||||||||||||||||||||||||||||
|
А02 |
080 0167 Развакуумирование |
|
||||||||||||||||||||||||||||||||||||||||||||
|
Б03 |
Установка для нанесения покрытий ИЕВГ.681311.001-ЛУ1 |
|
||||||||||||||||||||||||||||||||||||||||||||
|
О04 |
01 Произвести напуск атмосферы в вакуумную камеру КХТИ25071.0007 |
|
||||||||||||||||||||||||||||||||||||||||||||
|
05 |
|
|
||||||||||||||||||||||||||||||||||||||||||||
|
06 |
|
|
||||||||||||||||||||||||||||||||||||||||||||
|
А07 |
085 0407 Выгрузка |
|
||||||||||||||||||||||||||||||||||||||||||||
|
Б08 |
Установка для нанесения покрытий ИЕВГ.681311.001-ЛУ1 |
|
||||||||||||||||||||||||||||||||||||||||||||
|
Т09 |
Приспособление для напыления КХТИ01.00.00.СБ, П21.1000.00.СБ |
|
||||||||||||||||||||||||||||||||||||||||||||
|
10 |
Хлопчатобумажные перчатки ГОСТ 5007-87 |
|
||||||||||||||||||||||||||||||||||||||||||||
|
11 |
Пинцет ТУ 64-1-37-78 |
|
||||||||||||||||||||||||||||||||||||||||||||
|
О12 |
01 Произвести выгрузку изделий из вакуумной камеры |
|
||||||||||||||||||||||||||||||||||||||||||||
|
13 |
02 Произвести выгрузку образца-свидетеля из вакуумной камеры КХТИ25202.0008 |
|
||||||||||||||||||||||||||||||||||||||||||||
|
14 |
Примечание: выгрузку производить в хлопчатобумажных перчатках |
|
||||||||||||||||||||||||||||||||||||||||||||
|
15 |
|
|
||||||||||||||||||||||||||||||||||||||||||||
|
16 |
|
|
||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||
|
мк/кттп |
|
|
||||||||||||||||||||||||||||||||||||||||||||