Материал: Упрочнение режущих инструментов, используемых в кожевенно-меховом производстве с применением плазменных нанотехнологий
![]()
Рисунок 1.5 - Виды заточек лезвия ленточного
ножа для разрезания различных материалов
Ленточный нож представляет собой тонкую (не более 1,5 мм), но широкую (80-96 мм) замкнутую стальную ленту, надетую на шкивы. Ленточные ножи изготовляются из холоднокатаной стальной ленты, соответствующей по химическому составу инструментальной углеродистой стали У8А ГОСТ 1435-74. Лента проходит термообработку: закалку с последующим высоким отпуском.
ОАО «Мелита» и ООО «Меховщик» для облегчения
дальнейшей обработки волосяной покров овчин укорачивают до 18-20 мм на рубильных
машинах МР-1200-1М. Рубильные машины проще по конструкции, чем шерстерезные,
однако срезаемый ими волос рубится на несколько частей и ценность его
снижается. Поэтому рубильные машины применяют для предварительной стрижки менее
ценной шубной овчины.
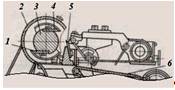
Рисунок 1.6 - Рубильная машина КСМР1-120
Режущий узел машины состоит из ножевого вала и неподвижного ножа (рис1.6). На ножевом валу 3 закреплен режущий нож 1 и заправляющий нож 4 со скругленной кромкой и несколько меньшего радиуса. Оба ножа - спиральные, с углом подъема винтовой линии около
°. Неподвижный нож 5 закреплен на массивной траверсе. Положение ножа по вертикали относительно траверсы регулируется. Траверса может смещаться по горизонтали. Таким образом, неподвижный нож может быть точно (с небольшим зазором) установлен относительно подвижного ножа.
Неподвижный нож также используется на стригальных машинах «Оздерсан-1250», «Свит-1800» в ОАО «Мелита» и КСМ2-1200 ООО «Меховщик». Стригальные машины применяют в отделочных цехах меховых фабрик для окончательного выравнивания высоты волосяного покрова. Иногда их используют и для предварительной стрижки волосяного покрова шкурок кролика и овчин.
Рабочими органами стригальных машин являются
вращающийся вал со спиральными ножами, неподвижный нож и конвейер. Различаются
стригальные машины типом удерживающего шкурку приспособления, которое может
представлять собой вакуумную коробку, струнное или игольчатое устройство.
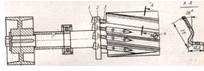
Рисунок 1.7 - Ножевой вал стригальной машины
Ножевой вал стригальной машины (рис. 1.7)-это сплошной стальной цилиндр с дисками на концах. Ножи имеют фасонный профиль в виде уголка и изготавливаются из двухслойной стали сечением 35x2 мм. Основной слой - это малоуглеродистая мягкая сталь, хорошо сопротивляющаяся ударным нагрузкам, рабочий слой - легированная инструментальная сталь, которая после закалки становится достаточно твердой и износостойкой. На режущей грани ножа нанесена насечка глубиной 0,3 и с шагом 1,25 мм, препятствующая соскальзыванию волоса с лезвия ножа.
Полка ножа плотно прилегает к валу и крепится к нему сваркой или винтами 4, для чего на полке имеются отверстия. К концам ножа крепятся хвостовики 5 с резьбой, которые входят в отверстия концевых дисков 2 вала. С помощью гаек 1, навертываемых на хвостовики, нож натягивается в продольном направлении, что уменьшает его вибрацию.
Ножу придается спиральная форма с углом подъема винтовой линии 70-75°. Благодаря этому подвижные и неподвижные ножи постоянно имеют до 20 точек контакта, удары ножей исключаются и резание происходит плавно. Кроме того, точки контакта ножей непрерывно скользят вдоль режущей кромки, резание происходит по принципу ножниц.
В последнее время стали применяться ножевые валы
более простой конструкции, аналогичные валам мездрильных и стригальных машин:
спиральные ножи 1 из плоской ленты зачеканиваются в канавки, профрезерованные
на валу 2 (рис. 1.8, а). Неподвижный нож 6 из закаленной инструментальной стали
закрепляется на траверсе и может быть точно устанозлен относительно ножевого
вала перемещением траверсы по горизонтали и самого ножа относительно траверсы
по вертикали. Рассмотрим процесс резания волоса на стригальной машине. Шкурка 5
плотно облегает переднюю цилиндрическую часть подающего конвейера 4. Подвижный
нож 3 подходит к волосу, изгибает и прижимает его к неподвижному ножу. В момент
контакта ножей часть волоса срезается.
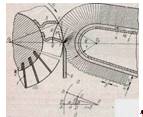
Рисунок 1.8 - Схема рабочих органов стригальной
машины
.2 Трение и износ режущих инструментов при
обработке шкурок
Режущий инструмент в процессе резания воздействует на обрабатываемый материал и вызывает образование стружки и формирование новой поверхности, однако сам при этом подвергается воздействию со стороны обрабатываемого материала и интенсивно изнашивается. Режущие инструменты работают в чрезвычайно тяжелых условиях действия громадных давлений на поверхностях контакта и высокой температуры, в условиях трения чистых, вновь образованных поверхностей. По этим причинам интенсивность изнашивания режущих инструментов в тысячи и десятки тысяч раз превосходит интенсивность изнашивания трущихся деталей машин.
В результате изнашивания режущее лезвие инструмента теряет свою первоначальную форму и, как следствие, режущую способность. Для восстановления режущей способности инструмента производится затачивание его рабочих поверхностей. В процессе затачивания инструмента с его рабочей части срезаются довольно большие слои дорогостоящего инструментального материала. Кроме того, на смену затупившегося инструмента затрачивается время, которое увеличивает продолжительность операции механической обработки, а следовательно и ее стоимость; срезаемый при затачивании абразивным инструментом дорогостоящий инструментальный материал переводится в шлам и безвозвратно теряется. В целом все это существенно удорожает механическую обработку и ограничивает ее эффективность.
Характер износа режущего инструмента, то есть распределение его по рабочим поверхностям инструмента, зависит от многих конкретных условий, в которых производится резание. Рабочие поверхности режущего инструмента изнашиваются как от механического воздействия на него обрабатываемого материала, так и в результате молекулярно-термических процессов происходящих в зоне резания на поверхностях контакта инструмента с обрабатываемым материалом. Инструмент может подвергаться различным по своей природе, видам изнашивания: абразивному, адгезионному, химическому, диффузионному, электроэрозионному и другим. В процессе резания все эти виды изнашивания могут иметь место, но в зависимости от конкретных условий один из них является доминирующим, определяющим интенсивность изнашивания и стойкость режущего инструмента.
Первостепенной причиной изнашивания деталей (особенно сопрягаемых и трущихся при движении друг о друга) является трение - процесс сопротивления относительному перемещению, возникающего между двумя телами в зонах соприкосновения их поверхностей по касательным к ним, сопровождаемый диссипацией энергии, т. е. превращением ее в теплоту.
При мездрении на нож действуют следующие силы (Рис.1.9):- усилие прижатия одного ножа к шкурке;
µР1 - сила трения торцевой грани ножа о материал;
µN1 - Сила трения передней грани ножа об отделяемому мездру.
Силы трения направлены навстречу вектору скорости относительного скольжения соответствующих поверхностей.
Рисунок 1.9 - Кинематика и динамика резания
винтовым ножом
Наиболее разрушительное действие на нож оказывает абразивное изнашивание, которое наблюдается в тех случаях, когда трущиеся поверхности загрязняются мелкими абразивными и металлическими частицами. Абразивное изнашивание происходит по причине царапания поверхностей инструмента твердыми включениями обрабатываемого материала. Твердые включения при этом как микрорезцы скоблят поверхность инструмента.
При обработке продубленных шкур ножи быстрее
изнашиваются, чем при обработке не продубленных. Это связано с тем, что
продубленные шкуры или стружки этих шкур имеют металлические включения, которые
действуют как абразивный материал.
Рисунок 1.10 - Кинематика резания ленточным
ножом
При двоении ленточным ножом происходит пилящее резание (рисунок 1.10). Нож изнашивается при трении стружки и обрабатываемого полуфабриката о поверхности режущего инструмента. В связи с быстрым изнашиванием ленточный нож двоильно-ленточной машины непрерывно затачивают, снимая фаску. Нож стачивается до ширины 30мм за 100 ч или около 16 смен. Потом нож заменяют.
1.3 Технологии повышения стойкости режущих
инструментов и материалы для упрочнения.
.3.1 Основные технологические способы обработки поверхности режущих инструментов
Существует несколько способов обработки рабочей поверхности инструмента, направленных на повышение ее прочности:
химико-термическая обработка металлов.
Химико-термической обработкой называется термическая обработка, заключающаяся в сочетании термического и химического воздействия с целью изменения состава, структуры и свойств поверхностного слоя металла. При поверхностной закалке (газопламенная закалка) и химико-термической обработке (цементование) упрочнение обусловлено главным образом возникновением в поверхностном слое остаточных сжимающих напряжений вследствие образования структур большего удельного объема (нитриды и карбонитриды при нитроцементации и азотировании), чем структуры основного металла.
Азотирование - это технологический процесс химико-термической обработки, при которой поверхность различных металлов или сплавов насыщают азотом в специальной азотирующей среде. Поверхностный слой изделия, насыщенный азотом, имеет в своём составе растворённые нитриды и приобретает повышенную коррозионную стойкость и микротвёрдость. По микротвёрдости азотирование уступает только борированию, в то же время превосходя цементацию и нитроцементацию (незначительно).
Цианирование в сталелитейном производстве - процесс диффузионного насыщения поверхностного слоя стали одновременно углеродом и азотом при температурах 820-950° C в расплаве цианида натрия или других солей с тем же анионом. Цианирование применяют для повышения износостойкости и коррозионостойкости деталей. Процесс цианирования по сравнению с процессом цементации требует гораздо меньше времени для получения слоя заданной толщины, характеризуется значительно меньшими деформациями и короблением деталей сложной формы.
Борирование - химико-термическая обработка, заключающаяся в диффузионном насыщении поверхностного слоя стали бором при нагреве в соответствующей среде (упрочнение поверхностей). Тысячные доли бора увеличивают износостойкость стали в 2 раза. Борирование чаще всего проводят при электролизе расплавленной буры (Na2B4O7). Изделие служит катодом. Температура насыщения 930-950 °C, выдержка 2 - 6 часов. Борирование можно производить при отливке деталей. В этом случае на поверхность литейной формы наносится слой специальной боросодержащей массы (краски). При использовании выжигаемых моделей из пенопластов боросодержащая краска наносится на поверхность модели. Способ отличается производительностью и простотой. Борирование применяют для повышения износостойкости втулок грязевых нефтяных насосов, дисков пяты турбобура, вытяжных, гибочных и формовочных штампов, деталей пресс-форм и машин литья под давлением. Стойкость деталей после борирования увеличивается в 2 - 10 раз. Изделия, подвергшиеся борированию, обладают повышенной до 800 °C окалиностойкостью и теплостойкостью до 900-950 °C. Твердость борированного слоя в сталях перлитного класса составляет 15 000-20 000 МПа.
Цементация стали - поверхностное диффузионное насыщение малоуглеродистой стали углеродом с целью повышения твёрдости, износоустойчивости. Цементации подвергают низкоуглеродистые (обычно до 0.2 % C) и легированные стали, процесс в случае использования твёрдого карбюризатора проводится при температурах 900-950 °С, при газовой цементации (газообразный карбюризатор) - при 850-900 °С. После цементации изделия подвергают термообработке, приводящей к образованию мартенситной фазы в поверхностном слое изделия (закалка на мартенсит) с последующим отпуском для снятия внутренних напряжений.[3]
Закалка - вид термической обработки изделий из металлов и сплавов, заключающийся в их нагреве выше критической температуры (температуры изменения типа кристаллической решетки, т. е. полиморфного превращения), с последующим быстрым охлаждением, как правило, в жидкости (воде или масле). Различают закалку с полиморфным превращением, для сталей, и закалку без полиморфного превращения, для большинства цветных металлов. Материал, подвергшийся закалке приобретает бо́льшую твердость, но становится хрупким, менее пластичным и вязким, если сделать большее количество повторов нагревание-охлаждение. Для снижения хрупкости и увеличения пластичности и вязкости, после закалки с полиморфным превращением применяют отпуск. После закалки без полиморфного превращения применяют старение. При отпуске имеет место некоторое снижение твердости и прочности материала.
В некоторых изделиях закалка выполняется частично, например при изготовлении японских катан, закалке подвергается только режущая кромка меча.[4]
Упрочнение поверхности пластической деформацией. Поверхностное пластическое деформирование (ППД) - наклеп поверхностного слоя на глубину 0.2-0.8 мм с целью создания в нем остаточного напряжения сжатия. При наклепе поверхностный слой расплющивается. Удлинению поверхностного слоя препятствует сила сцепления с нижележащими слоями металла. Вследствие этого в наклепанном слое возникают двухосные напряжения сжатия, а в толще основного металла незначительные реактивные напряжения растяжения. Складываясь с рабочими напряжениями растяжения, остаточные напряжения сжатия уменьшают, а при достаточно больших значениях компенсируют первые. Возникающие при наклепе множественные искажения структуры (деформация зерна, местные пластические сдвиги) эффективно тормозят развитие усталостных повреждений и расширяют область существования нераспостроняющихся трещин, увеличение которых обуславливает существование разрушающих напряжений.
Дробеструйная обработка заключается в наклепе поверхностного слоя потоком закаленных шариков (диаметр 0.5-1.5 мм), создаваемым центробежными дробеметками. Качество поверхности при данном процессе немного снижается.
Плоские поверхности упрочняют обкатыванием шариками, установленными во вращающемся патроне. Заготовке придают движение продольной и поперечной подачи, при правильно выбранном режиме обкатывания, остаточные напряжения сжатия в поверхностном слое составляют 600-1000 МПа. Глубина уплотнения слоя 0.2-0.5 мм. Данный процесс улучшает качество поверхности детали. Поверхность вращения упрочняют обкатыванием стальными закаленными роликами. Силу прижатия ролика выбирают с таким ращетом, чтобы создать в поверхностном слое напряжения, превышающие предел текучести материала в условиях всестороннего сжатия (для стали 5000-6000 МПа).
Чеканку производят бойками со сферической рабочей поверхностью, приводимыми в колебания пневматическими устройствами. Частота колебаний и скорость вращения заготовки должны быть согласованы таким образом, чтобы наклепанные участки перекрывали друг друга.
Алмазное выглаживание заключается в обработке предварительно шлифованной и полированной поверхности закругленными алмазными резцами (радиус 2-3 мм). Поверхностный слой уплотняется до глубины 0.3-0.5 мм. Качество поверхности значительно улучшается.[5]
Газотермическое напыление.
Основное преимущество газопламенного напыления (ГТН) - его функциональная универсальность. Методы газотермического напыления применяют для восстановления, упрочнения и коррозионной защиты поверхностей деталей, при этом применение названных методов позволяет наносить покрытия на такие материалы, как дерево, ткани, бетон, металлы, пластмассы и пр. Толщина наносимого слоя лежит в диапазоне от десятков микрометров до нескольких миллиметров, а в отдельных случаях до десятков миллиметров. Покрытие может наноситься на заданные участки или без ограничения размеров поверхностей напыления; на наружные и внутренние поверхности деталей и т.д.