Материал: Упрочнение режущих инструментов, используемых в кожевенно-меховом производстве с применением плазменных нанотехнологий
Основные преимущества методов ГТН перед другими способами восстановления:
нагрев детали в процессе напыления до температуры не выше 200 градусов Цельсия;
отсутствие коробления деталей после напыления в связи с отсутствием нагрева при обработке;
отсутствие структурных изменений в материале напыляемой детали;
возможность напыления на закаленные поверхностные слои и на чугун;
возможность напыления покрытий на легкоплавкие материалы слоев из более тугоплавких материалов ( в т.ч. на дерево и пластмассы);
возможность напыления материалов в самых различных сочетаниях, что невозможно сделать при наплавке (например, напыление алюминия на медь или наоборот);
возможность напыления оксидов и карбидов;
высокая экономическая эффективность процесса.
Существует несколько методов газотермического напыления:
электродуговая металлизация
Принципиальная схема электродуговой металлизации показана на рисунке. Через два канала в горелке непрерывно подают две проволоки (диаметром 1,5-3,2 мм), между концами которых возбуждается дуга, за счет тепла которой и происходит расплавление проволоки. Расплавленный металл подхватывается струёй сжатого воздуха, истекающего из центрального сопла электрометаллизатора, распыляется и в виде жидких капель переносится на поверхность напыляемой детали.
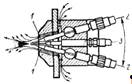
Рисунок 1.11 - Схема дугового напыления. 1 -
сопло; 2 - место ввода напыляемого материала (проволоки); 3-место подачи
сжатого воздуха
Газопламенное напыление в зависимости от
состояния напыляемого материала может быть трех типов: напыление проволокой,
прутком или порошком.
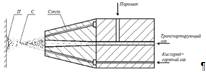
Рисунок 1.12 - Схема газопламенного напыления. П
- покрытие; С - струя напыляемого материала и продуктов сгорания газов.
Принцип плазменного напыления. Между катодом и медным водоохлаждаемым соплом, служащим анодом, возникает дуга, нагревающая поступающий в сопло горелки рабочий газ, который истекает из сопла в виде плазменной струи. В качестве рабочего газа используют аргон или азот, к которым иногда добавляют водород. Порошковый наплавочный материал подается в сопло струёй транспортирующего инертного газа, нагревается плазмой и с ускорением переносится на поверхность основного материала для образования покрытия. Средняя температура плазмы на выходе из сопла плазмотрона находится в пределах от нескольких тысяч градусов до десятков тысяч градусов Кельвина.
Схема пламенного напыления
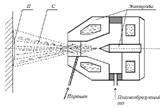
Рисунок 1.13- Схема пламенного напыления. П -
покрытие; С - струя напыляемого материала и продуктов сгорания газов.
Холодное газодинамическое напыление металлических покрытий - это процесс формирования металлических покрытий при соударении холодных (с температурой, существенно меньшей температуры плавления) металлических частиц, ускоренных сверхзвуковым газовым потоком до скорости несколько сот метров в секунду, с поверхностью обрабатываемой детали. При ударах нерасплавленных металлических частиц о подложку происходит их пластическая деформация и кинетическая энергия частиц преобразуется в тепло и, частично, в энергию связи с подложкой, обеспечивая формирование сплошного слоя из плотно упакованных металлических частиц.
Основной особенностью холодного газодинамического напыления является отсутствие высоких температур в процессе формирования металлических покрытий, следовательно, отсутствие окисления материалов частиц и основы, процессов неравновесной кристаллизации, высоких внутренних напряжений в обрабатываемых деталях.
К настоящему времени существуют две основных разновидности:
Холодное газодинамическое напыление высокого давления. В качестве рабочего газа используются азот или гелий при давлениях выше 1,5 МПа (15 атм), расходе более 2 куб.м/мин., и мощностью подогрева более 18 кВт. Для напыления обычно используются чистые металлические порошки размером 5-50 мкм.
Холодное газодинамическое напыление низкого давления. В качестве рабочего газа используется сжатый воздух давлением 0,5-1,0 МПа (5-10 атм), расходом 0,5 куб.м/мин, и мощностью подогрева 3-5 кВт. Для напыления покрытий используются механические смеси металлических и керамических порошков. Включение керамического компонента в напыляемую смесь обеспечивает получение качественных покрытий при сравнительно небольших энергозатратах. Технология позволяет создавать алюминиевые, медные, цинковые, оловянные, свинцовые, никелевые и другие металлические покрытия. В качестве керамической примеси обычно используется оксид алюминия, хотя могут быть использованы и другие материалы, отличающиеся высокой твердостью и температурой плавления. Технология находит широкое применение в различных отраслях промышленности для решения целого ряда задач по нанесению металлических покрытий в машиностроении, авиакосмической технике, электротехнике, нефте- газодобыче, переработке, на газоперекачивающих станциях магистральных газопроводов, в судостроении, судоремонте, атомной энергетике, железнодорожном транспорте, метро, ремонте автомобильной, дорожной и специальной техники, в декоративно-прикладном искусстве.[6-10]
нанесение антифрикционных покрытий;
Процесс нанесения антифрикционных покрытий должен обеспечивать выполнение тех же требований, что и для износостойких покрытий, с той лишь разницей, что при его проведении строго не ограничивается толщина покрытия. Антифрикционные материалы (от англ. friction - трение) - это группа материалов, обладающих низким коэффициентом трения или материалы способные уменьшить коэффициент трения других материалов.
Твердые антифрикционные материалы обладают повышенной устойчивостью к износу при продолжительном трении. Используется для покрытия трущихся поверхностей (например, в подшипниках скольжения). Например, такими материалами могут служить латунь, железографит, бронза или баббит.
Эти материалы должны иметь минимальный коэффициент трения, структура покрытия должна обеспечивать антисхватывание и возможность быстрой приработки к контртелу, механические характеристики материала должны соответствовать эксплуатационным нагрузкам, должны быть достаточно износостойкими и пластичными. [11]
наплавка.
Наплавка - это нанесение слоя металла или сплава на поверхность изделия посредством сварки плавлением.
Восстановительная наплавка применяется для получения первоначальных размеров изношенных или поврежденных деталей. В этом случае наплавленный металл близок по составу и механическим свойствам основному металлу.
Наплавка функциональных покрытий служит для получения на поверхности изделий слоя с необходимыми свойствами. Основной металл обеспечивает необходимую конструкционную прочность. Слой наплавленного металла придаёт особые заданные свойства: износостойкость, жаростойкость, жаропрочность, коррозионную стойкость и т. д.
Наплавку производят при восстановлении изношенных и при изготовлении новых деталей машин и механизмов. Наиболее широко наплавка применяется при ремонтных работах. Восстановлению подлежат корпусные детали различных двигателей внутреннего сгорания, распределительные и коленчатые валы, клапаны, шкивы, маховики, ступицы колес и т. д.[12]
Вакуумное нанесение на рабочую поверхность инструмента покрытий из сверхтвердых соединений. Данный способ является наиболее эффективным и прогрессирующим из выше упомянутых способов, позволяет резко повысить эксплуатационные качества режущего инструмента тем самым, расширяя его область применения.[13]
Вакуумное нанесение - перенос частиц напыляемого
вещества от источника (места его перевода в газовую фазу) к поверхности детали
осуществляется по прямолинейным траекториям при вакууме 10-2 Па и ниже
(вакуумное испарение) и путем диффузионного и конвективного переноса в плазме
при давлениях 1 Па (катодное распыление) и 10-1-10-2 Па (магнетронное и
ионно-плазменное распыление). Судьба каждой из частиц напыляемого вещества при
соударении с поверхностью детали зависит от ее энергии, температуры поверхности
и химического сродства материалов пленки и детали. Атомы или молекулы,
достигшие поверхности, могут либо отразиться от нее, либо адсорбироваться и
через некоторое время покинуть ее (десорбция), либо адсорбироваться и
образовывать на поверхности конденсат (конденсация). При высоких энергиях
частиц, большой температуре поверхности и малом химическом сродстве частица
отражается поверхностью. Температура поверхности детали, выше которой все
частицы отражаются от нее и пленка не образуется, называется критической
температурой напыления вакуумного; ее значение зависит от природы материалов
пленки и поверхности детали, и от состояния поверхности. При очень малых
потоках испаряемых частиц, даже если эти частицы на поверхности адсорбируются,
но редко встречаются с другими такими же частицами, они десорбируются и не
могут образовывать зародышей, т.е. пленка не растет. Критической плотностью
потока испаряемых частиц для данной температуры поверхности называется
наименьшая плотность, при которой частицы конденсируются и формируют пленку.
Структура напыленных пленок зависит от свойств материала, состояния и
температуры поверхности, скорости напыления. Пленки могут быть аморфными
(стеклообразными, например оксиды, Si), поликристаллическими (металлы, сплавы,
Si) или монокристаллическими (например, полупроводниковые пленки, полученные
молекулярно-лучевой эпитаксией). Для упорядочения структуры и уменьшения
внутренних механических напряжений пленок, повышения стабильности их свойств и
улучшения адгезии к поверхности изделий сразу же после напыления без нарушения
вакуума производят отжиг пленок при температурах, несколько превышающих
температуру поверхности при напылении. Часто посредством вакуумного напыления
создают многослойные пленочные структуры из различных материалов.
1.3.2 Основные требования к износостойким покрытиям
К покрытиям в зависимости от материала и условий эксплуатации режущего инструмента, предъявляются своего рода технологические требования, которые можно подразделить на четыре категории.
Во-первых, это условие, учитывающее условия работы инструмента. Покрытие должно обладать: высокой твердостью, превышающей твердость материала инструмента; устойчивостью к высокотемпературной коррозии; отсутствие схватываемости с обрабатываемым материалом во всем диапазоне температур резания; устойчивостью к разрушению при колебании температур и напряжений; постоянством механических свойств, даже при температурах, близких к температурам разрушения инструментального материала.
Во-вторых, это необходимость совместимости свойств материала покрытия со свойствами материала инструмента: сродство кристаллохимического строения материала покрытия и инструмента; оптимальное соотношение материалов покрытия и инструмента по модулям упругости, коэффициентам Пуассона и линейного расширения, теплопроводности; малая склонность к образованию хрупких вторичных соединений.
В-третьих, это требования к технологическим особенностям метода нанесения покрытий: создание в процессе нанесения покрытия на инструмент условий, не оказывающих существенного влияния на физические и кристаллохимические свойства материала инструмента.
В-четвертых, требования, относящиеся к покрытиям
в целом: покрытие должно быть сплошным и иметь постоянную плотность по всему
объему, тем самым, защищая материал инструмента от соприкосновения с
обрабатываемым материалом и газовой средой; стабильность свойств покрытия во
времени; малость колебаний толщины покрытия в процессе работы, позволяющая не
изменять рельеф материала инструмента. [14-18]
.3.3 Износостойкие покрытия для режущих инструментов
Наиболее широко в качестве износостойких покрытий применяются соединения тугоплавких d-переходных металлов IV-VI Периодической системы элементов с кислородом, углеродом и азотом [5]. Это связано с особенностями их кристаллохимического строения:
Во-первых, эти металлы имеют недостаток электронов на внутренних s, p и d орбиталях, и это приводит к тому, что они с достаточной легкостью могут приобретать электроны из любого источника, которым может служить междоузельные атомы углерода, азота и кислорода.
Во-вторых, большинство переходных металлов имеют достаточно большие атомные радиусы и при образовании соединений с атомами C,N и O могут подчинятся правилу Хэгга, согласно которому отношение радиуса атома неметалла к радиусу атома металла меньше критического значения 0.59. Для соединений металлов IV группы (Ti,Zr,Hf) достаточно точно выдерживается правило Хэгга, что приводит к образованию простых структур, в которых превалирует связь металл-металл, а атомы C,H,O можно рассматривать как вставленные в решетку атомов металла.
В-третьих, большинство переходных металлов имеют широкие области гомогенности, что позволяет в зависимости от содержания кислорода, азота и углерода достаточно сильно изменять физико-механические свойства их карбидов, нитридов и оксидов.
В-четвертых, переходные металлы и некоторые их соединения, в первую очередь соединения с простой кубической структурой типа NaCl (ZrC,ZrN,TiN,VC,TaC), отличаются очень высокими температурами плавления.
Соединения металлов IV-VI групп с кислородом, углеродом и азотом можно рассматривать и как наиболее устойчивый (в термодинамическом отношении) материал для покрытий, способный противостоять твердо- и жидкофазным диффузионным реакциям, коррозии и окислению при высоких температурах. Ниже будет показано, что свойства соединений тугоплавких металлов с О,N и С при обычных и повышенных температурах сильно зависят от многих факторов: состава (стехиометрии), наличия примесей, микроструктуры и текстуры, пористости и т.д.
Карбиды обладают рядом противоречивых свойств, что осложняет детальное изучение их физической природы. В частности, строение монокарбидов с кубической решеткой соответствует структуре типа NaCl , вместе с тем электропроводность карбидов сравнима с электропроводностью металлов. Высокая твердость карбидов проявляется за счет ковалентной связи атома углерода с атомом метала.
Наибольшая склонность к образованию энергетически стабильных конфигураций sp3 проявляются у карбидов металлов IV группы (Ti, Zr, Hf ). Это обусловлено большей донорской способностью этих металлов (особенно Ti) при относительно высоком содержании углерода в карбиде (до 20%). Стабильные конфигурации карбидов атомов металлов IV группы объясняется уменьшением общего числа нелокализованных электронов sp-переходов, смещения равновесия вправо и уменьшения общего числа нелокализованных электронов: sp2 + p « sp3. Поэтому карбиды обладают повышенной жесткостью кристаллической решетки, определяющей их высокую твердость, теплостойкость и хрупкость. При переходе к карбидам V группы донорская способность металлов этой группы снижается, что приводит к снижению статистического веса устойчивости sp3-конфигурации карбидов и соответственно уменьшает соответственно твердость этих карбидов. Область их гомогенности сужается, в составе наряду с карбидами МС образуются низшие карбиды М2С с гексагональной структурой. Так например, твердость TiC равна 31.7 ГПа, а твердость TaC - 17.4 ГПа, Nb2C - 21 Гпа. У карбидов тугоплавких металлов VI группы (Cr, Mo,W) содержание углерода падает до 6%, снижается число обобществленных электронов, поэтому статический вес атомов наиболее стабильной электронной конфигурации sp3 оказывается очень низким, а свойства карбидов определяются главным образом свойствами d5-конфигурации. Связи d5 более гибкие, чем sp3, допускают упругий прогиб решетки, более свободное движение в ней дислокаций. Поэтому карбиды металлов VI группы имеют меньшую твердость и хрупкость (CrC, MoC, WC), чем твердость и хрупкость карбидов IV группы (TiC, ZrC, HfC). Так твердость CrC равна 29.5 ГПа, а твердость ZrC - 29.5 ГПа. Карбиды тугоплавких металлов V группы занимают промежуточное положение. У карбидов VI группы имеются узкие области гомогенности. Образование карбидов таких металлов связано с сильными искажениями кристаллической решетки металла (Cr) либо с нарушением порядка упаковки (Mo, W). В следствии этого, у карбидов VI могут возникать и прямые связи C-C (MoC, CrC) [5].